Изобретение относится к технологической оснастке для холодной листовой штамповки и. может быть использовано для штамповки деталей из полосового и ленточ ного материала.
Целью изобретения является расширение технологических возможностей путем Обеспечения многорядной штамповки из широкорулонного материала в автоматическом режиме.игу,с1тче
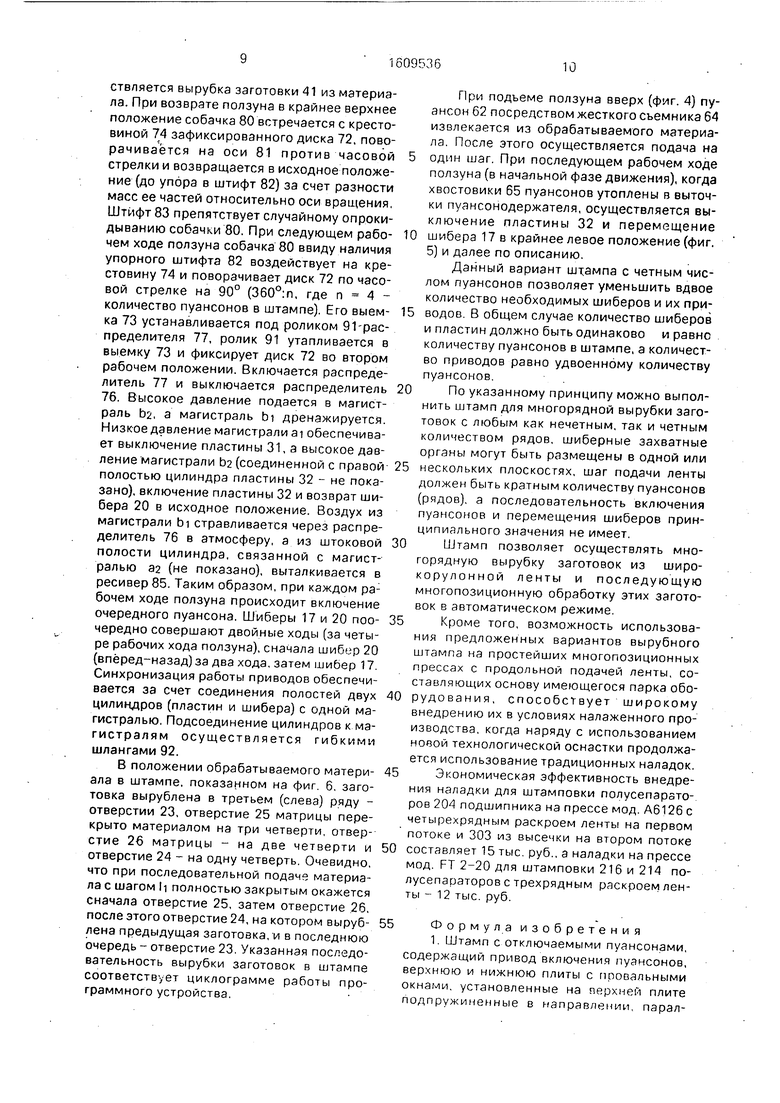
мим изображен штамп с отключаемыми пуансонами; на фиг. 2-сечение А-А на фиг. 1: на фиг, 3 - сечение Б-Б на фиг 2- на фиг. 4- сечение В-В на фиг, 3; на фиг
Л-ГиГГ ; 6 - сечение на фиг. 2; на фиг. 7 - сечение Е-Е на
Р Р УЗ СОННЫМ
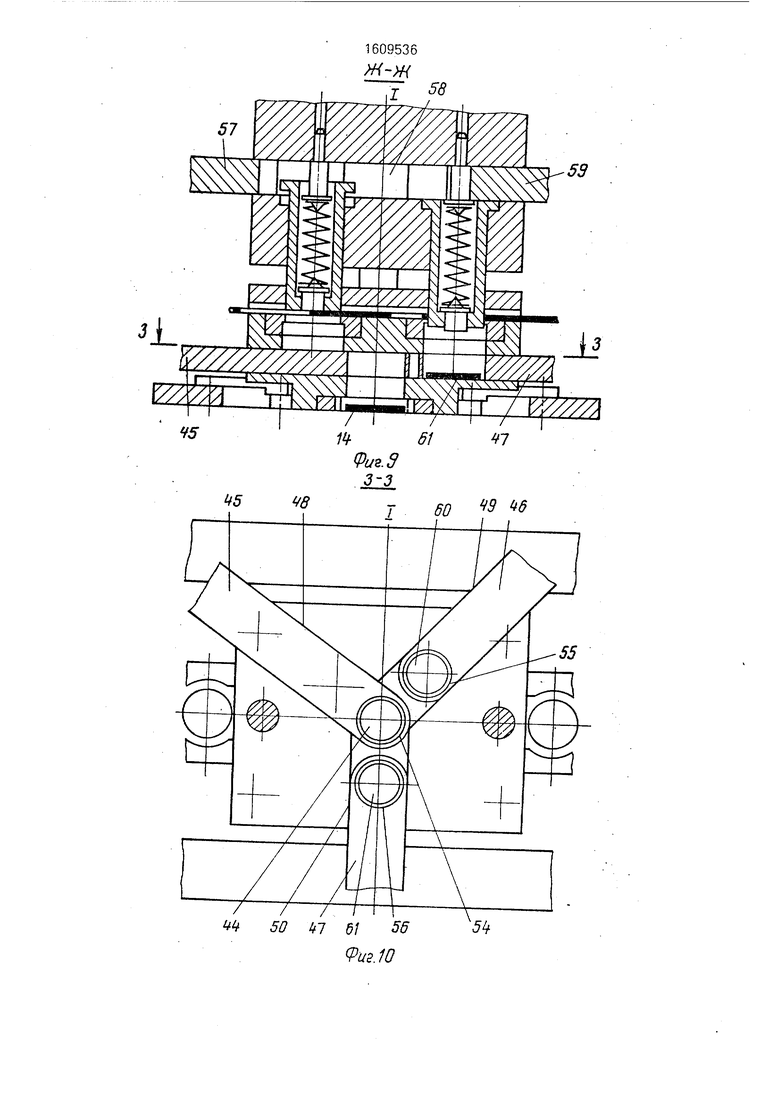
вырубным штампом (сечение Д-Д); на фиг 9 - сечение Ж-Ж на фиг. 8; на фиг. 10 - сечение 3-3 на фиг. 9; на фиг. 11 - привод шиберного захватного органа; на фиг 12 - привод механизма включения пуансонов- на фиг. 13 - принципиальная схема про- Фаммного устройства управления приводанейк и 1 ° 9 ° содержит грейферные ли- хваты I л Т Т° смо-нтированы за- хваты 3, 4 и 5. Линейки 1 и 2 связаны г приводом (не показан) их продольного и поперечного возвратно-поступательного
ванТт я1 я 2 -°нтиро ваны тяги 6, имеющие пазы 7, в которых
Ю
размеш,ены упорные пальцы 8, установленные на дополнительных грейферных линейках 9 и 10. Последние имеют захватные органы 11 и 12, заполненные по форме транспортируемых заготовок 13 и 14.
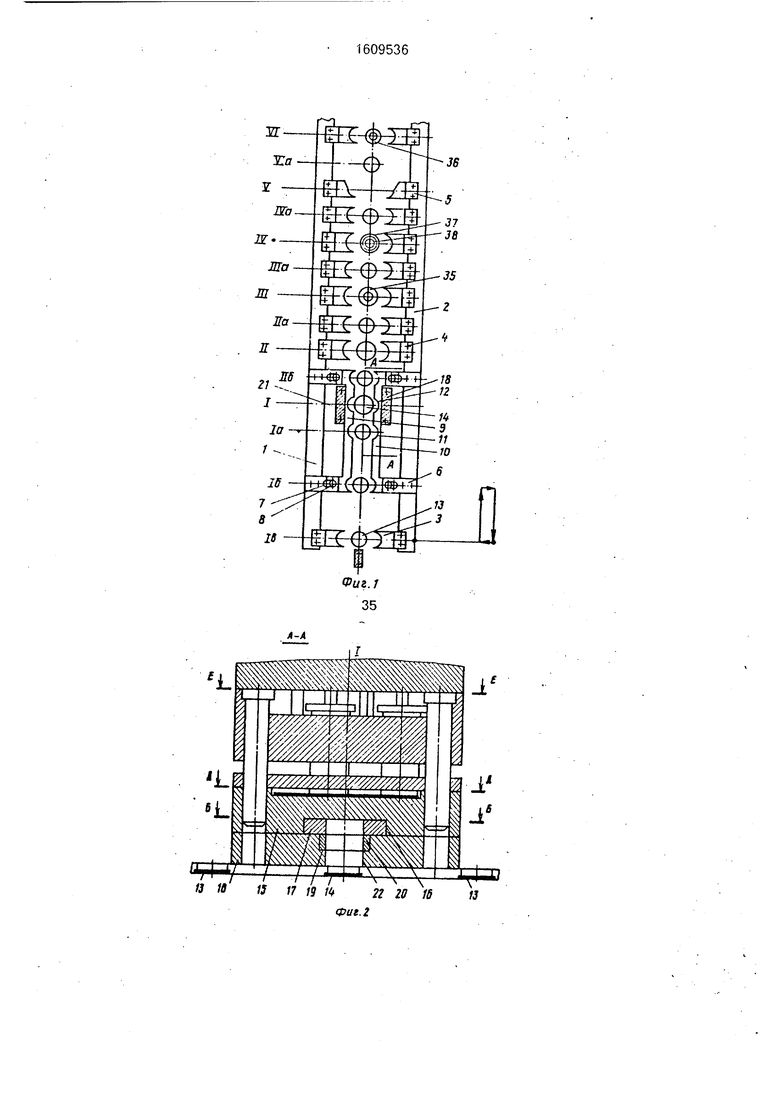
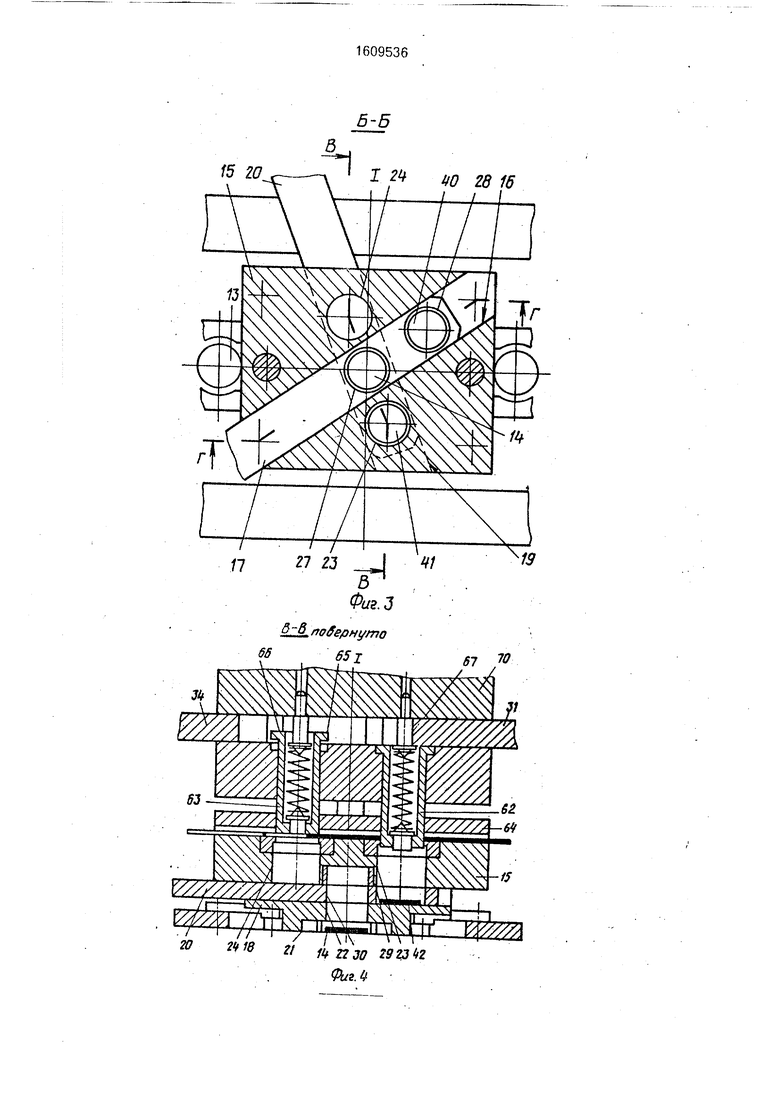
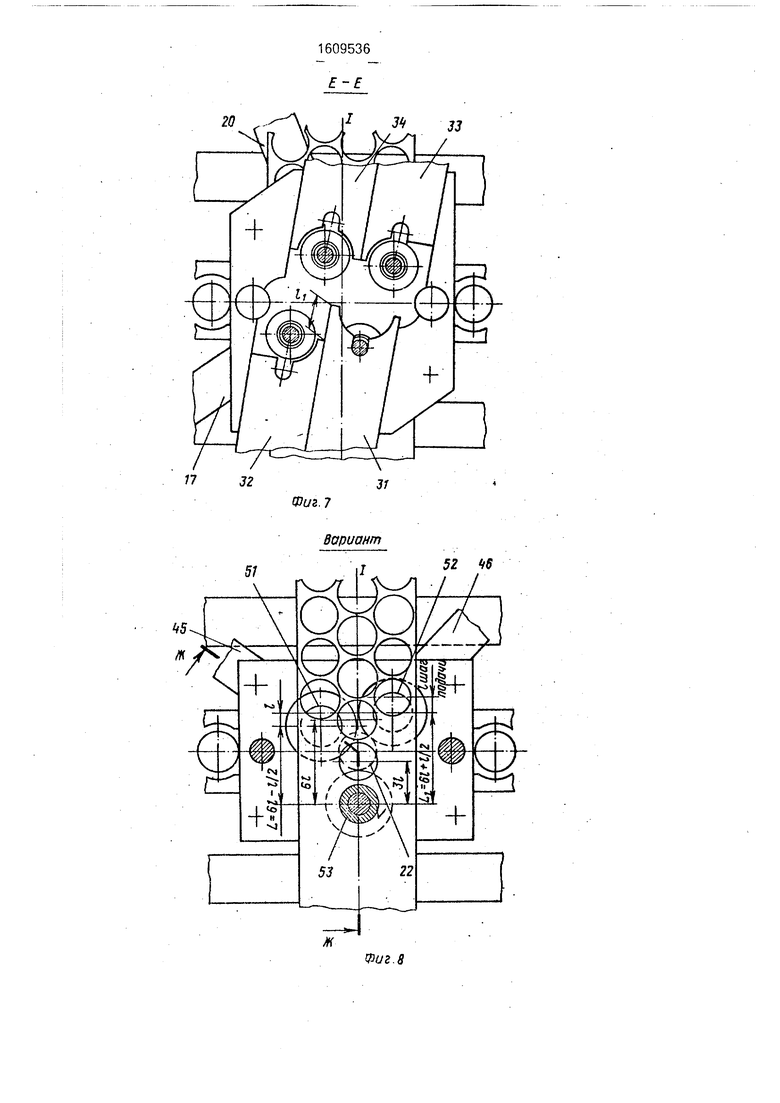
На I вырубной позиции под матрица- держателем 15 матрицы вырубного штампа, например, четырехпуансонного с пазом 16 Для перемещения верхнего шиберного за- )|ватного органа 17 установлена нижняя г|ромежуточная плита 18 с пазом 19 для г|еремещения нижнего захватного органа , продольным пазом 21 для перемещения iинeel 9, 10 м провальным окном 22 для i aroTOBOK 14. Паз 16 выполнен в нижней матрицедержателя 15, а пазы 19 и 21 Соответственно в верхней и нижней частях Г11ЛИТЫ 18. Провальное окно 22, соединяю- 11цее пазы 16 и 19, расположено .на оси 1 1|ырубной позиции пресса, которая прохо- Дит через середины отрезков прямых, сое- ,|(ин.яющих оси продольных окон 23 и 24, 25 и 26 матрицедержателя 15 (фиг, 6) соответственно первой-четвертой рабочих.позиций вырубного штампа. , Пазы 16 и 19 (фиг, 3) расположены под углами к направлению транспортировки заготовок 13 и 14 соответственно, равными между продольной осью устройства и |:1рямой, проходящей через оси провальных Цон 23 и 24 (25 и 26). Рабочая часть шибер- йых захватных органов 17 и 20 выполнена ({соответственно в виде пазов 27, 28 и 29, 30, расположенных так, что в положении шиберного захватного органа 17 паз 28 совме- (цен.с окном 26, паз 29 шиберного Захватного органа 20 (фиг. 4) - с окном 23, а пазы 27 м 30 - с окном 22 промежуточной плиты 18, Таким образом, межосевое расстояние пазов 27 и 28 (29 и 30) шиберного захватного органа 17 (20) равно половине межосевого расстояния окон 25 и 26 (23 и 24) матрицедержателя 15.
Все перечисленные расстояния и углы определяются на схеме раскладки заготовок в ленте (фиг, 6), шаг I подачи ленты равен четверти шага подачи при однорядной вырубке заготовок, межосевое расстояние более удаленного от оси 1 вырубного инструмента (в направлении подачи ленты) равно 71, а менее удаленного - . Кроме того, каждый шиберный захватный орган 17 и 20 и каждая из пластин 31, 32, 33 и 34 механизма включения пуансонов снабжены индивидуальным приводом (не показан) их возвратно-поступательного перемещения, ход шиберного захватного органа 17 (20) равен межосевому расстоянию пазов 27 и 28 (29 и 30), а величина хода пластин 31-34, равная смещению пластины 31 относительо
НО пластины 32 (фиг. 7) и постоянная для всех четырех пластин, определяется конструктивно.
Кроме того, обозначены полуфабрикаты
35 и 36, изделия (детали) 37 и 38, заготовки 39-44,
Возможен вариант выполнения штампа с нечетным количеством пуансонов, например, для трехрядной вырубки заготовок. Та0 кой штамп (фиг. 8-10) содержит три шиберных захватных органа 45-47, размещенных соответственно в пазах 48-50, выполненных в верхней части плиты 18. Провальное окно 22, соединяющее пазы 485 50 с пазом 21, расположено на оси 1 вырубной позиции пресса. Оси пазов 48-50 лежат в плоскостях, проходящих через ось 1 вырубной позиции и оси провальных окон 51- 53 соответственно, первой-третьей рабочих
0 позиций вырубного штампа, ось паза 50 совпадает с направлением подачи обрабатываемого материала (ленты), а оси пазов 48 и 49 расположены по отношению к нему под различными углами. Рабочая часть шиберного
5 захватного органа 45-47 выполнена в виде паза 54-56, повторяющего форму заготовки 14.
Кроме того, обозначены пластины 57- 59, заготовки 60 и 61, пуансоны 62 и 63,
0 жесткий съемник 64, хвостовик 65, контактирующий с поверхностью 66.
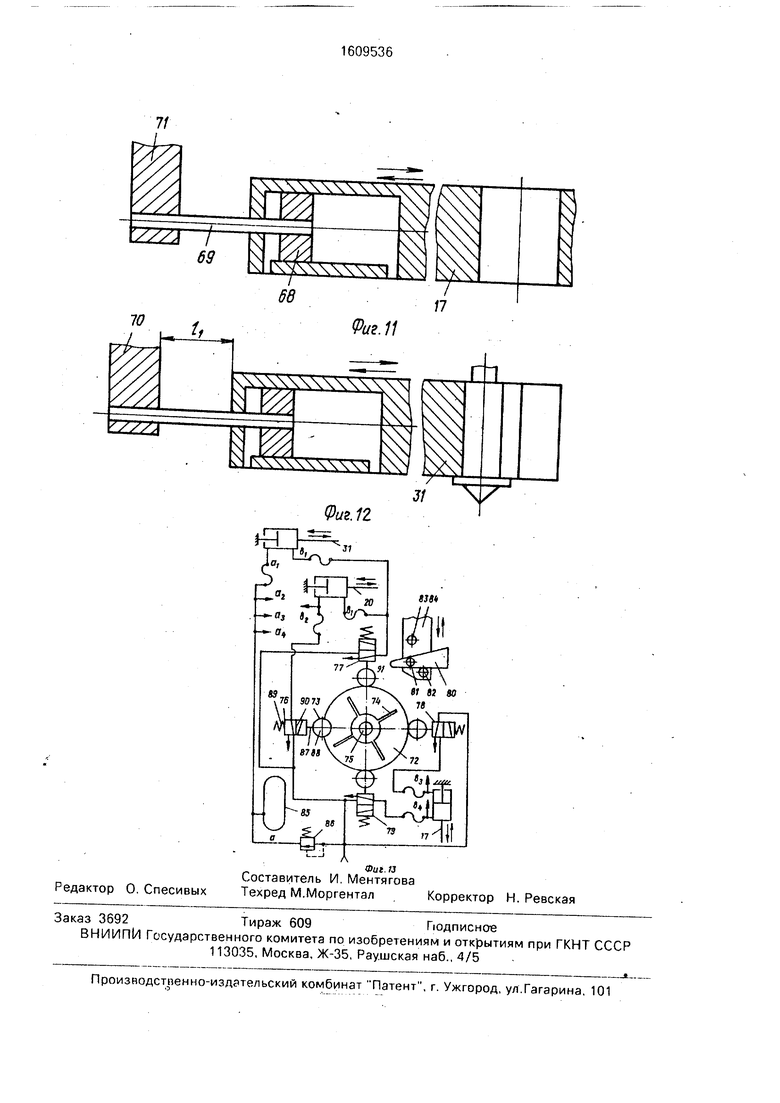
Исполнительный орган механизма . включения пуансона выполнен в виде пластины 31 (32-34) с пазом 67 на ее рабочей
5 части, а все приводы - в виде двухходового силового цилиндра. Полости цилиндров выполнены в теле каждой из пластин 31-34 и шиберов 17, 20, поршень 68 посредством штока 69 жестко связан с верхней плитой 70
0 или с нижней частью 71 штампа.
Программное устройство содержит диск 72 с выемкой 73 и крестовиной 74, установленный на оси 75, смонтированной на станине пресса, распределительные кла5 паны 76-79, собачку 80, установленную на оси 81, упорные штифты 82 и 83, смонтированные вместе с осью 81 на кронштейне 84, закрепленном на ползуне пресса (не показан), штоковые полости цилиндров пластин
0 31-34 соединены с ресивером 85 и через редукционный клапан 86 подключены к пневмосистеме пресса (не показана), а остальные полости цилиндров соединены с распределительными клапанами 76-79.
5 Толкатели 87 снабжены роликами 88, выполняющими роль фиксаторов диска 72.
Толкатели 87-и пружины 89 установлены в распределительном клапане 90.
Распределительный клапан 77 связан с роликом 91. .
Устройство работает следующим образом.
При смыкании основных 1 и 2 и дополнительных 9 и 10 грейферных линеек, связанных посредством тяг 6 и упорных пальцев 8, осуществляется зажим захватных органов 11, 12 и захватов 3-5. При рабочем ходе этих линеек заготовки 13 и 14 клещевыми захватными органами 11, 12 и захватами 3, 4 одновременно подаются по оси подачи на один шаг соответственно на промежуточные 16, 1а, 115, Па, Ilia. IVa, Va II и рабочую III (первого потока) позиции, а толкающими захватами 5 заготовка 13 перемещается на часть шага с промежуточной позиции Va на рабочую позицию VI (второго потока), кроме того, клещевыми захватами 4, 3 подаются на рабочие позиции IV и VII полуфабрикаты 35, 36 и изделия 37 и 38 на позиции выгрузки V и VIII. При обратном поперечном и последующем обратном продольном ходе грейферных линеек осуществляется , выгрузка изделий 37 и 38, штамповка двух новых изделий и двух полуфабрикатов на потоках и вырубка одной новой заготовки 14, которая через окно 22 сбрасывается на загрузочную позицию I узла подачи в зону приема захватных органов 12. Заготовка 13 захватами 3 подается из магазина, установленного на позиции 1в. В этой части работа устройства повторяется при каждом рабочем ходе пресса, а полный цикл работы четырехпуансонного вырубного штампа, шиберных захватных органов 17, 20и пластин 31-34 выполняется зачеты- ре рабочих хода пресса.
При первом смыкании грейферных линеек и рабочем ходе грейфера шибер 17 находится в положении, показанном на фиг. 3, а шибер 20 в противоположном, т.е. его паз 29 совмещен с окном 22 плиты 18. а паз 30 с окном 24 матрицедержателя 15, кроме того, в пазу 30 находится заготовка 39. вырубленная во время четвертого рабочего хода, в пазу-28 заготовка 40, вырубленная во время третьего рабочего хода предыдущего цикла, а заготовка 14 подается на позицию II, При обратном поперечном ходе (обязательное условие для нормальной работы устройства) грейферных линеек 9 и 10 осуществляется перемещение шибера 20 (в положение, показанное на фиг. 4). включение пластины 31 механизма включения первого пуансона и выключение пластины 34 механизма включения четверто. -о пуансона. заготовка 39 с четвертой вырубной позиции (окно) 24 перемещается рабочей поверхностью паза 30 на загрузочную позицию 1. а паз 29 совмещается с окном 23 для приема первой заготовки 41 текущего цикла. При
обратном продольном ходе грейфера осуществляется вырубка заготовки 41, которая падает через окно 23 и паз 29 на поверхность плиты 1В и остается там до очередного 5 перемещения шибера 20.
При втором смыкании и рабочем ходе грейфера сохраняется положение шиберов 17, 20 и заготовок 40, 41 (фиг. 3). а заготовка . 39 подается на позицию II. При обратном 10 поперечном ходе грейферных линеек осуществляется перемещение шибера 17 (из положения, показанного на фиг. 5, в крайнее левое положение), включение пластины 32 и выключение пластины 31, заготовка 40 15 с третьей вырубной позиции (окно 26) перемещается рабочей поверхностью паза 28 на загрузочную позицию I. а паз 27 совмещается с окном 25 для приема второй заготовки 42 (не показана). При обратном поперечном 20 ходе грейфера осуществляется вырубка заготовки 42, которая падает через окно 25 и паз 27 на поверхность плиты 18 и остается там до очередного перемещения шибера 17. При третьем смыкании и рабочем ходе 25 грейфера сохраняется положение шиберов 17, 20 и заготовок 41. 42, а заготовка 40 подается на позицию И. При обратном поперечном ходе грейферных линеек осуществляется перемещение шибера 17 в исходное 30 положение (показанное на- фиг. 5), включение пластины 33 и выключение пластины 32, заготовка 42 с второй вырубной позиции (окно 25) перемещается рабочей поверхностью паза 27 на загрузочную позицию I, а 35 паз 28 совмещается с окном 26. для приема третьей заготовки 43. При обратном ходе грейфера осуществляется вырубка заготовки 43. которая падает через окно 26 и паз 28 на поверхность плиты 18 и остается там до 40 очередного перемещения шибера 17,
При четвертом смыкании и рабочем ходе грейфера сохраняется положение шиберов 17. 20 и заготовок 41. 43, а заготовка 42 подается на позицию II. При обратном попе- 45 речном ходе грейферных линеек осуществляется перемещение шибера 20 в исходное положение (крайнее левое на фиг. 4), включение пластины 34 и выключение пластины 33, заготовка 41 с первой вырубной позиции 50 (окно 23) перемещается рабочей поверхностью паза 29 на загрузочную позицию I, а паз 30 совмещается с окном 24 для приема четвертой заготовки 44. При обратном ходе грейфера осуществляется вырубка заготов- 55 ки 44. которая падает через окно 24 и паз 30 на поверхность плиты 18 и остается там до очередного перемещения шибера 20.
Таким образом, заготовки из четырехпу- . ансонного штампа последовательно (чет- вертая. третья предыдущего и вторая.
первая текущего циклов) передаются в захваты основных грейферных линеек, По указанному принципу можно выполнить штамп для многорядной вырубки заготовок на одном потоке с любым четным количеством рядов. Очевидно, что для двухпоточной наладки с вырубкой заготовок из широкорулонной, ленты штамп должен быть спаренным, трехпоточной - строенным и т.д.
При выполнении штампа с нечетным Числом пуансонов (фиг. 8, 9 и 10) ход шибер- мых захватных органов 45-47 равен смещению оси провального окна 51 (52, 53) относительно оси провального окна 22. Все перечисленные расстояния и углы опреде- Ияются на схеме раскладки заготовок в леи- te (фиг. 8), шаг подачи ленты равен одной третьей шага подачи при однорядной вырубке заготовок, межосевое расстояние для вырубного инструмента (в направлении подачи ленты) ,51, ,5l, а величина хода пластин 57-59 выбрана конструктивно.
Полный цикл работы трехпуансон ного вырубного штампа, шиберных захватных органов 45-47 и пластин 57-59 выполняется за три рабочих хода пресса.
Перед смыканием грейферных линеек в рабочем положении находится шибер 45 (фиг. 10), а шиберы 46 и 47 в исходном, т.е. паз 54 совмещен с окном 22 плиты 18, а паз Б5 (56) - с окном 52 (53) матрицедержателя 15. Заготовка 14, вырубленная во время первого рабочего хода предыдущего цикла, подана на загрузочную позицию I в зону приёма грейферных захватных органов 12, а заготовка 60 (61), вырубленная во время Второго (третьего) рабочего хода, находится в полости паза 55 (56) на поверхности плиты 18.
При первом смыкании и рабочем ходе грейфера заготовка 14 подается на рабочую позицию II, а загрузочная позиция I освобождается для приема заготовки 60. При обратном поперечном ходе грейферных линеек осуществляется перемещение шибера 45 в исходное, а шибера 46 в рабочее положение, выключение пластины 59 и включение пластины 57 механизма включения первого пуансона, заготовка 60 подается на загрузочную позицию I, так как паз 55 совмещается с окном 22, а паз 54 устанавливается под окном 51 для приема первой вырубленной заготовки текущего цикла. При обратном продольном Ходе грейфера осу1цествляется вырубка первой заготовки, которая падает через окно 51 и паз 54 на поверхность плиты 18 и остается там до очередного перемещения шибера 45.
При втором смыкании и рабочем ходе грейфера сохраняется положение шиберов,, первой и 61 заготовок, а заготовка 60 подается на рабочую позицию II. При обратном 5 поперечном ходе грейферных линеек осуществляется перемещение шибера 46 в исходное, а шибера 47 в рабочее положение. вы лючение пластины 57 и включение пластины 58 механизма включения второго пу0 ансона, заготовка 61 подается на загрузочную позицию I, так как паз 56 совмещается с окном 22, а паз 55 устанавливается под окном 52 для приема второй заготовки. При обратном продольном ходе
5 грейфера осуществляется вырубка второй
заготовки, которая падает через окно 52 и
паз 55 на поверхность плиты 18 и остается
там до очередного перемещения шибера 46.
При третьем смыкании и рабочем ходе
0 грейфера сохраняется положение шиберов, второй и первой заготовок, а заготовка 61 подается на рабочую позицию II. При обратном поперечном ходе грейферных линеек осуществляется перемещение шибера 47 в
5 исходное, а шибера 45 в рабочее положение, выключение пластины 58 и включение пластины 59 механизма включения третьего пуансона, первая заготовка подается на загрузочную позицию 1, так как паз 54 совме0 щается с окном 22. а паз 56 устанавливается под окном 53 для приема третьей заготовки. При обратном продольном ходе грейфера осуществляется вырубка третьей заготовки, которая падает через окно 53 и паз 56 на
5 поверхность плиты 18 и остается там до очередного перемещения шибера 47.
Таким образом, заготовки из трехпуан- сонного штампа последовательно (вторая, третья предыдущего и первая текущего цик0 лов) передаются в захваты основных грейферных линеек.
Программное устройство работает следующим образом,
В положении, показанном на фиг. 13,
5 диск 72 зафиксирован роликом 88, толкатель 87 утоплен и под действием пружины 89 золотник 90 перемещается в направлении центра диска 72, соединив магистраль bi с пневмосистемой пресса. Штоковые по0 лости цилиндров пластин 31-34 постоянно находятся под низким (редуцированным) давлением магистрали а. При соединении магистрали bi с пневмосистемой пресса в правой полости цилиндра пластины 31 и
5 правой полости цилиндра шибера 20 создается высокое и пластина 31 и шибер 20 перемещаются вправо до упора. Включаётся пуансон 62. а шибер 20 устанавливается в положение, показанное на фиг.
рабочем ходе ползуна пресса осуществляется вырубка заготовки 41 из материа ла. При возврате ползуна в крайнее верхнее положение собачка 80 встречается с крестовиной 74 зафиксированного диска 72. поворачивается на оси 81 против часовой стрелки и возвращается в исходное положение (до упора в штифт 82) за счет разности масс ее частей относительно оси вращения, штифт 83 препятствует случайному опрокидыванию собачки 80. При следующем рабочем ходе ползуна собачка 80 ввиду наличия упорного штифта 82 воздействует на крестовину 74 и поворачивает диск 72 по часовой стрелке на 90° (360°:п. где п 4 - количество пуансонов в штампе). Его выемка 73 устанавливается под роликом 91-рас- пределителя 77, ролик 91 утапливается в выемку 73 и фиксирует диск 72 во втором рабочем положении. Включается распределитель 77 и выключается распределитель 76. Высокое давление подается в магистраль Ьг, а магистраль bi дренажируется. Низкое давление магистрали ai обеспечивает выключение пластины 31, а высокое давление магистрали Ь2 (соединенной с правой полостью цилиндра пластины 32 - не показано), включение пластины 32 и возврат шибера 20 в исходное положение. Воздух из магистрали bi стравливается через распределитель 76 в атмосферу, а из штоковой полости цилиндра, связанной с магистралью 92 (не показано), выталкивается в ресивер 85. Таким образом, при каждом рабочем ходе ползуна происходит включение очередного пуансона. Шиберы 17 и 20 поочередно совершают двойные ходы (за четыре рабочих хода ползуна), сначала шибер 20 (вперед-назад) за два хода, затем шибер 17 Синхронизация работы приводов обеспечивается за счет соединения полостей двух цилиндров (пластин и шибера) с одной магистралью. Подсоединение цилиндров к магистралям осуществляется гибкими шлангами 92.
В положении обрабатываемого материала в штампе, показанном на фиг 6 заготовка вырублена в третьем (слева) ряду - отверстии 23, отверстие 25 матрицы перекрыто материалом на три четверти, отверстие 26 матрицы - на две четверти и отверстие 24 - на одну четверть. Очевидно, что при последовательной подаче материала с шагом Ii полностью закрытым окажется сначала отверстие 25, затем отверстие 26 после этого отверстие 24, на котором вырублена предыдущая заготовка, и в последнюю очередь - отверстие 23. Указанная последовательность вырубки заготовок в штампе соответствует циклограмме работы программного устройства.
4 4
50
55
При подъеме ползуна вверх (фиг. 4) пуансон 62 посредством жесткого съемника 64 извлекается из обрабатываемого материала. После этого осуществляется подача на 5 один шаг. При последующем рабочем ходе ползуна (в начальной фазе движения), когда хвостовики 65 пуансонов утоплены в выточки пуансонодержателя, осуществляется выключение пластины 32 и перемещение 10 шибера 17 в крайнее левое положение (фиг, 5) и далее по описанию.
Данный вариант штампа с четным числом пуансонов позволяет уменьшить вдвое количество необходимых шиберов и их при- 15 водов. В общем случае количество шиберов и пластин должно быть одинаково и равно количеству пуансонов в штампе, а количество приводов равно удвоенному количеству пуансонов.
20По указанному принципу можно выполнить штамп для многорядной вырубки заготовок с любым как нечетным, так и четным количеством рядов, шиберные захватные органы могут быть размещены в одной или 5 нескольких плоскостях, шаг подачи ленты должен быть кратным количеству пуансонов (рядов), а последовательность включения пуансонов и перемещения шиберов принципиального значения не имеет. 0Штамп позволяет осуществлять многорядную вырубку заготовок из широкорулонной ленты и последующую многопозиционную обработку этих заготовок в автоматическом режиме. 5Кроме того, возможность использования предложенных вариантов вырубного штампа на простейших многопозиционных прессах с продольной подачей ленты, со- ставл.чющих основу имеющегося парка обо- рудования, способствует широкому внедрению их в условиях налаженного производства, когда наряду с использованием новой технологической оснастки продолжается использование традиционных наладок. Экономическая эффективность внедрения наладки для штамповки полусепараторов 204 подшипника на прессе мод. А6126 с четырехрядным раскроем ленты на первом потоке и 303 из высечки на втором потоке составляет 15 тыс. руб., а наладки на прессе мод. FT 2-20 для штамповки 216 и 214 полусепараторов с трехрядным раскроем ленты - 12 тыс. руб.
55
Формула и 3 о б р е т е н и я 1. Штамп с отключаемыми пуансонами содержащий привод включения пуансонов верхнюю и нижнюю плиты с провальными окнами, установленные на перхней плите подпружиненные в направлении параллельном оси давления штампа, пуансоны, имеющие хвостовики, связанные с приводом включения пуансонов, механизмы включения, выполненные в виде пластин с пазами, установленных с возможностью перемещения в направлении, перпендикуляр- Н0М оси давления штампа и взаимодействия С;хвостовиками пуансонов, установленную н нижней плите штампа матрицу с соосны- м;и пуансонами, провальными окнами по числу пуансонов, жесткий съемник, установ- под нижней плитой штампа, устройство для транспортирования штучных заготовок, выполненное в виде грейфер ных линеек, Имеющих расположенные в зоне пэовальных окон плиты, клещевые захват- нЫе органы для захвата и переноса загото- вОк в плоскости, перпендикулярной оси давления штампа, и смонтированный между матрицей и нижней плитой штампа с воз- мржностью возвратно-поступательного перемещения в направлении, перпендику- лйрном оси давления штампа, под углом к направлению транспортировки штучных заготовок, связанный с приводом включения пуансонов шиберный захватный орган, имеющий по меньшей мере один паз под заго- тфвки, расположенный над провальным OJCHOM нижней плиты, отличающийся , что, с целью расширения технологиче- с||сих возможностей путем обеспечения многорядной штамповки деталей из широкорулонного материала в автоматическом режиме, он снабжен дополнительными шиберными захватными органами с по
5 меньшей мере одним пазом под заготовки, смонтированными между матрицей и нижней плитой штампа с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси давле10 ния штампа, под углом к направлению транспортирования заготовок и связанными с приводом включения пуансонов, причем пазы дополнительных шиберных захватных органов расположены под час15 тью провальных окон матрицы.
2.Штамп по п. 1, отличающийся тем, что шиберные захватные органы расположены один под другим, количество шиберных захватных органов равно половине
20 количества пуансонов, в каждом из шиберных захватных органов выполнены дополнительные пазы, расположенные под другой частью провальных окон матрицы, причем количество пазов в каждом из ши25 берных захватных органов равно половине количества провальных окон матрицы.
3.Штамп по п. 1, о т л и ч а ю щ и и с я тем, что шиберные захватные органы расположены в одной плоскости, количество ши30 берных захватных органов равно количеству пуансонов.
Ж
1в
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Многопозиционный штамп для изготовления деталей | 1981 |
|
SU995995A1 |
| Устройство для транспортировки штучных заготовок | 1984 |
|
SU1230727A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Устройство для подачи заготовок в рабочую зону пресса и удаления отходов | 1986 |
|
SU1402393A1 |
| Устройство для транспортировки штучных заготовок | 1981 |
|
SU1030073A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки из полосового и ленточного материала. Цель изобретения - расширение технологических возможностей путем обеспечения многорядной штамповки из широкорулонного материала в автоматическом режиме. Заготовка вырубается из материала пуансонами, связанными с приводами включения пуансонов в матрице с провальными окнами по числу пуансонов. Заготовки перемещаются между позициями штампа грейферными линейками. В штампе заготовки перемещаются в грейферных линейках шиберными захватными органами через провальное окно в нижней плите. Захватные органы перемещаются под углом к направлению перемещения заготовок грейферными линейками. Шиберные захватные органы расположены один под другим, имеют по два паза заготовки и их количество равно половине количества пуансонов. Шиберные захватные органы могут распологаться в одной плоскости и иметь по одному пазу под заготовки, а количество шиберных захватных органов при этом равно количеству пуансонов. 2 з.п. ф-лы, 13 ил.
L
13 Id
15 17 J9 lit
JL
Г
22 20 Id 13
t 11,2230 2J«2
ФигЛ
W 28 16
IL
20
/ ЪЗ 22 30 27
9и.5
го
28
Е-Е
20
Вариант
50 kl Ы 56 9u5.10
1609536
j 58
53
Л1
5
| Устройство для транспортировки штучных заготовок | 1981 |
|
SU1030073A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ дозирования металла при цен-ТРОбЕжНОМ лиТьЕ | 1979 |
|
SU821043A1 |
| Авторское свидетельство СССР | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Цель изобретения - расширение технсглогических возможностей путем обеспечения многорядной штамповки из широкорулонного материала в автоматическом режиме | |||
| Заготовка вырубает- ся из материала пуансонами, связанными с приводами включения пуансонов в матрице с провальными окнами по числу пуансонов заготовки перемещаются между позициями штампа грейферными линейками | |||
| В штймпе заготовки перемещаются в грейферных линейках шиберными захватными органами через провальное окно в нижней плите Захватные органы перемещаются под углом к направлению перемещения заготовок грейферными линейками | |||
| Шиберные захватные органы расположены один под другим, имеют по два паза заготовки и их количество равно половине количества пуансонов Ши- Оерные захватные органы могут располагаться в одной плоскости и иметь по одному пазу под заготовки, а количество шиберных захватных органов при этом равно количеству пуансонов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ф-лы, 13 ил « | |||
