1
Изобретение относится к области изготовления инструмента к высадочным автоматам.
Известен пуансон для предварительной высадки многогранной головки болта, имеющий внутреннюю полость в форме усеченной пирамиды с прямыми гранями с большим основанием на рабочем торце.
Однако такая форма полости не обеспечивает благоприятных условий течения металла в радиальном направлении, что приводит к нечеткому заполнению углов.
Известен также пуансон для предварительной высадки многогранной головки болта, имеющий внутреннюю полость в форме усеченной пирамиды с больщим основанием на рабочем торце и с выпуклыми гранями, углы между которыми скруглены.
Такой пуансон обеспечивает изготовление болто В хорощего качества в виду четкого заполнения углов полости, но очень сложен в изготовлении, так как в каждом сечении полости выпуклые грани очерчивают различным радиусом.
С целью упрощения изготовления болтов без снижения рабочих качеств в предлагаемом пуансоне выпуклые грани полости очерчены в каждом сечении постоянным радиусом, равным радиусу вписанной окружности большего основания пирамидальной полости.
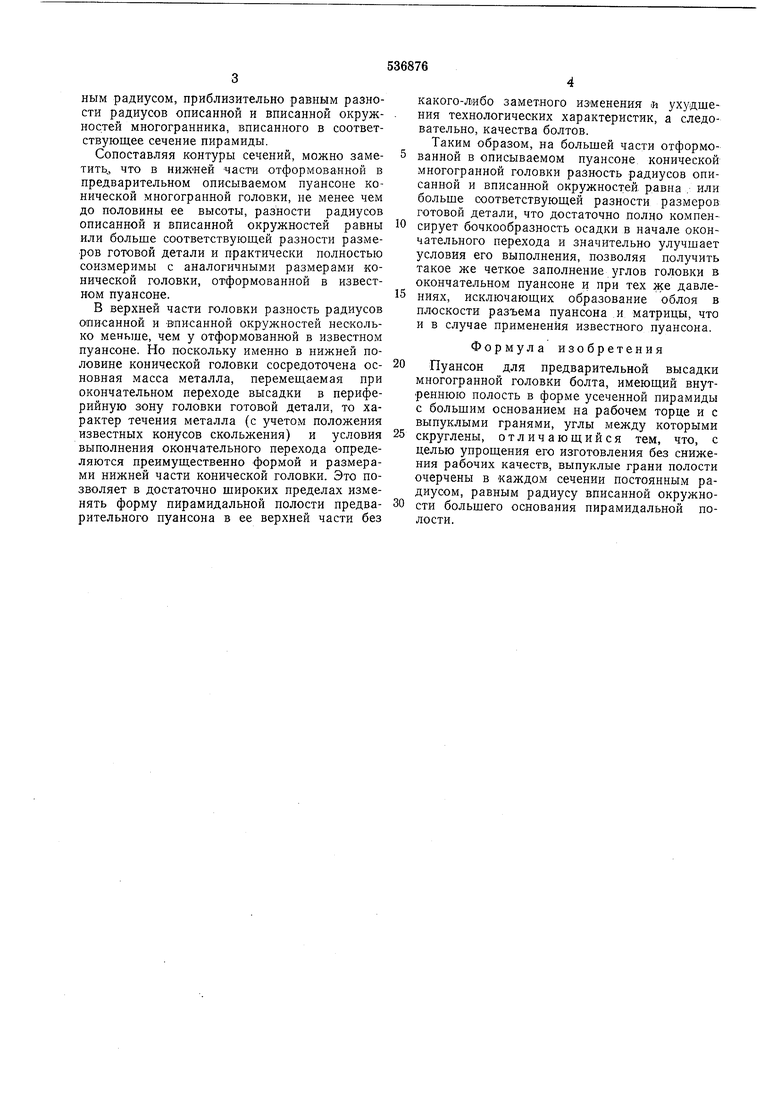
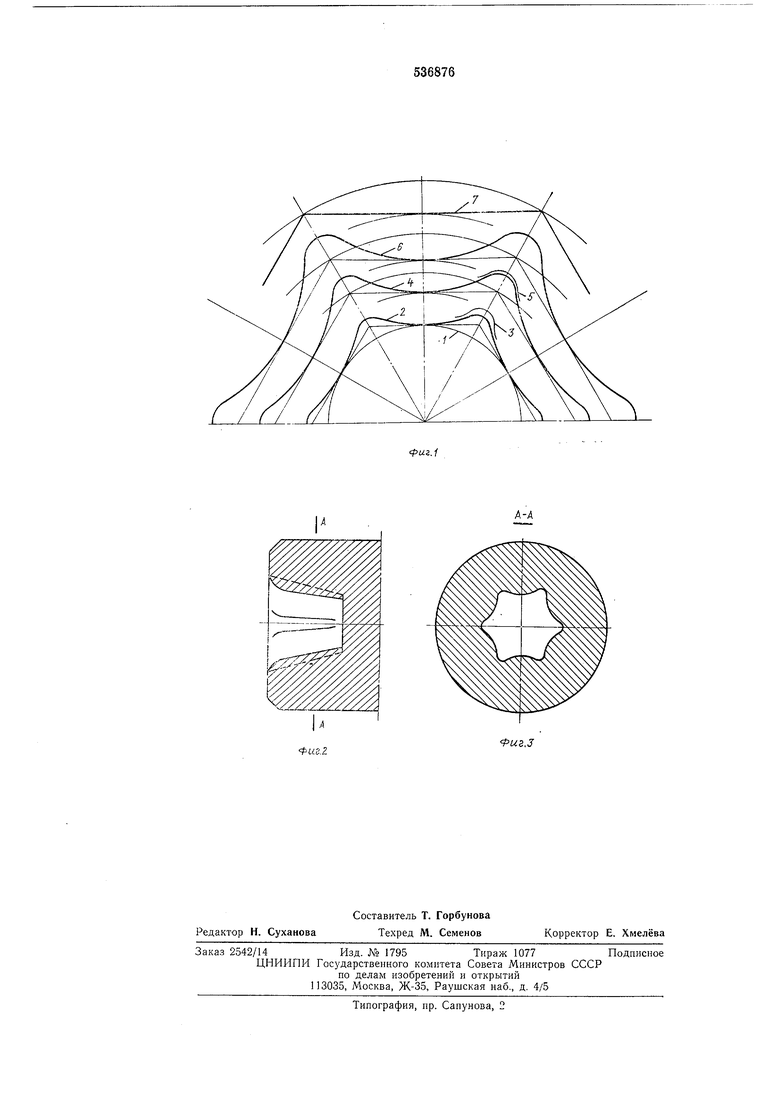
На фиг. 1 показаны контуры сечений заготовки многогранного конического набора после второго перехода и головки готовой детали; на фиг. 2 - пуансон в продольном разрезе; на фиг. 3 - сечение по А-А на фиг. 2.
На чертеже приняты следующие обозначения: 1 - заготовка; 2 - меньщее основание многогранного конического набора при использовании описываемого пуансона; 3 - меньщее основание многогранного конического набора при использовании известного пуансона; 4 - среднее (по высоте полости) сечение многогранного конического набора при использовании описываемого пуансона; 5 -
среднее (по высоте полости) сечение многогранного конического набора при использовании известного пуансона; 6 - больщее основание многогранного конического набора при использовании как описываемого, так и известного пуансонов; 7 - многогранная головка болта после третьего перехода высадки, т. е. контур головки готовой детали.
Пуансон выполнен в виде цилиндра, в центре торцовой части которого расположена рабочая полость.
Рабочая полость выполнена пирамидальной и очерчена выпуклыми гранями с постоянным радиусом кривизны, равным радиусу вписанной окружности больщего основания пирамиды. Углы между гранями скругляют переменным радиусом, приблизительно равным разности радиусов описанной и вписанной окружностей многогранника, вписанного в соответствующее сечение пирамиды.
Сопоставляя контуры сечений, можно заметить, что в нижней части отформованной в предварительном описываемом пуансоне конической многогранной головки, не менее чем до половины ее высоты, разности радиусов описанной и вписанной окружностей равны или больше соответствующей разности размеров готовой детали и практически полностью соизмеримы с аналогичными размерами конической головки, отформованной в известном пуансоне.
В верхней части головки разность радиусов описанной и -выписанной окружностей несколько меньше, чем у отформованной в известном пуансоне. Но поскольку именно в нижней половине конической головки сосредоточена основная масса металла, перемещаемая при окончательном переходе высадки в периферийную зону головки готовой детали, то характер течения металла (с учетом положения известных конусов скольжения) и условия выполнения окончательного перехода определяются преимущественно формой и размерами нижней части конической головки. Это позволяет в достаточно широких пределах изменять форму пирамидальной полости предварительного пуансона в ее верхней части без
какого-либо заметного изменения и ухудщения технологических характеристик, а следовательно, качества болтов.
Таким образом, на большей части отформованной в описываемом пуансоне конической многогранной головки разность радиусов описанной и вписанной окружностей равна . или больше соответствующей разности размеров готовой детали, что достаточно полно компенсирует бочкообразность осадки в начале окончательного перехода и значительно улучшает условия его выполнения, позволяя получить такое же четкое заполнение углов головки в окончательном пуансоне и при тех же давлениях, исключающих образование облоя в плоскости разъема пуансона и матрицы, что и в случае применения известного пуансона.
Формула изобретения
Пуансон для предварительной высадки многогранной головки болта, имеющий внутреннюю полость в форме усеченной пирамиды с большим основанием на рабочем торце и с выпуклыми гранями, углы между которыми
скруглены, отличающийся тем, что, с целью упрощения его изготовления без снижения рабочих качеств, выпуклые грани полости очерчены в каждом сечении постоянным радиусом, равным радиусу вписанной окружности большего основания пирамидальной полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Инструмент для предварительнойВыСАдКи издЕлий C МНОгОгРАННыМ СЕчЕНиЕМ | 1979 |
|
SU804163A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
А-А
Риг.З
