(54) ЛИТЬЕВОЙ ТЕРМОПЛАСТ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОЙ ИЗДЕЛИЙ
нон t. Одна часть пресс-формы 10 установлена на гиште 5, другая - на плите 6.
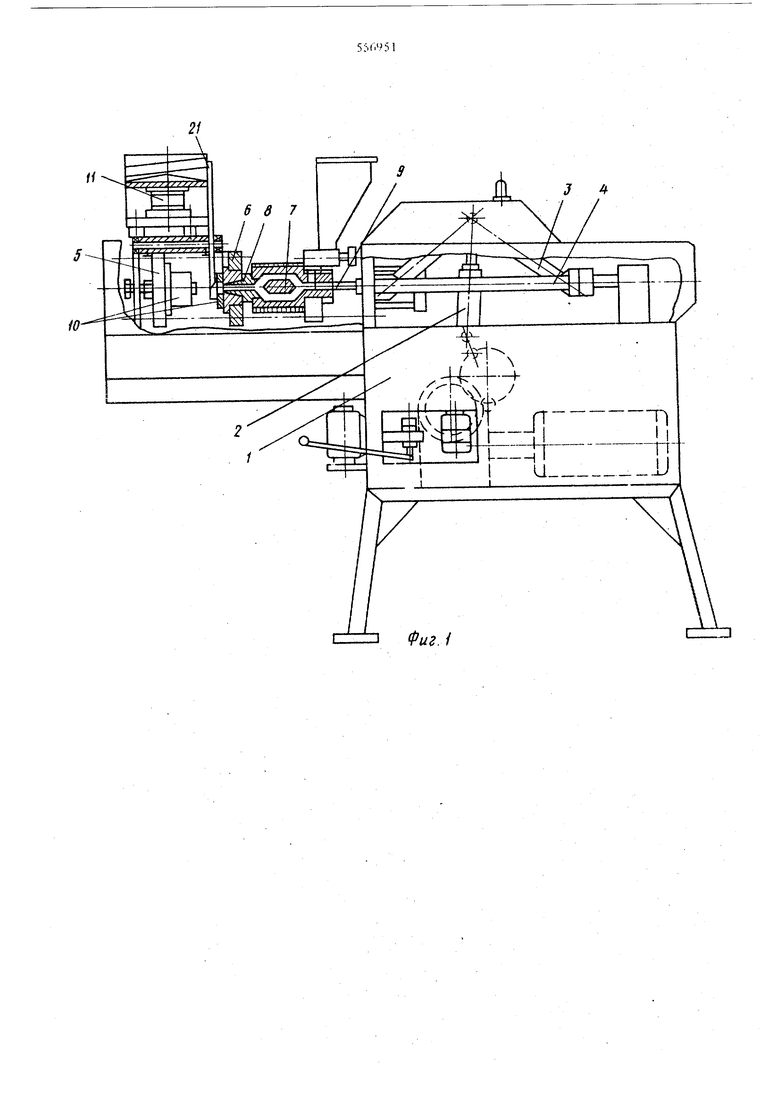
На станнне 1 также установлен вибробункер 11 арматуры, снабженньш отсекателем 12, расположенным на штанге 13.
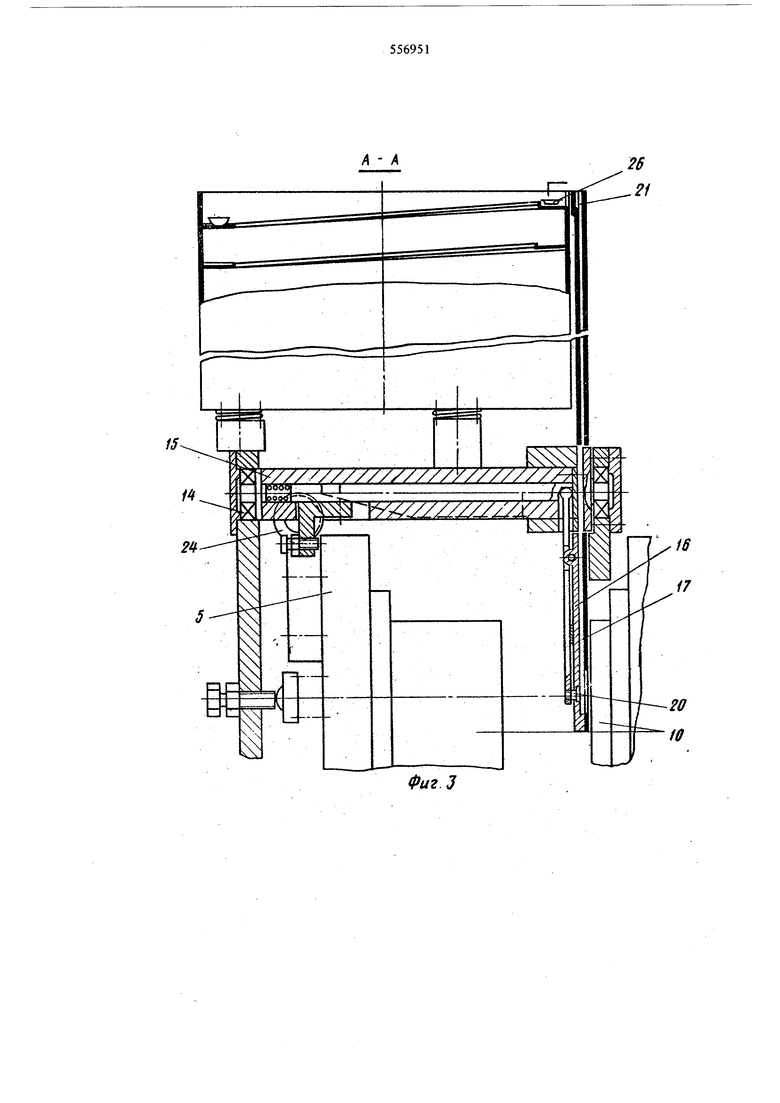
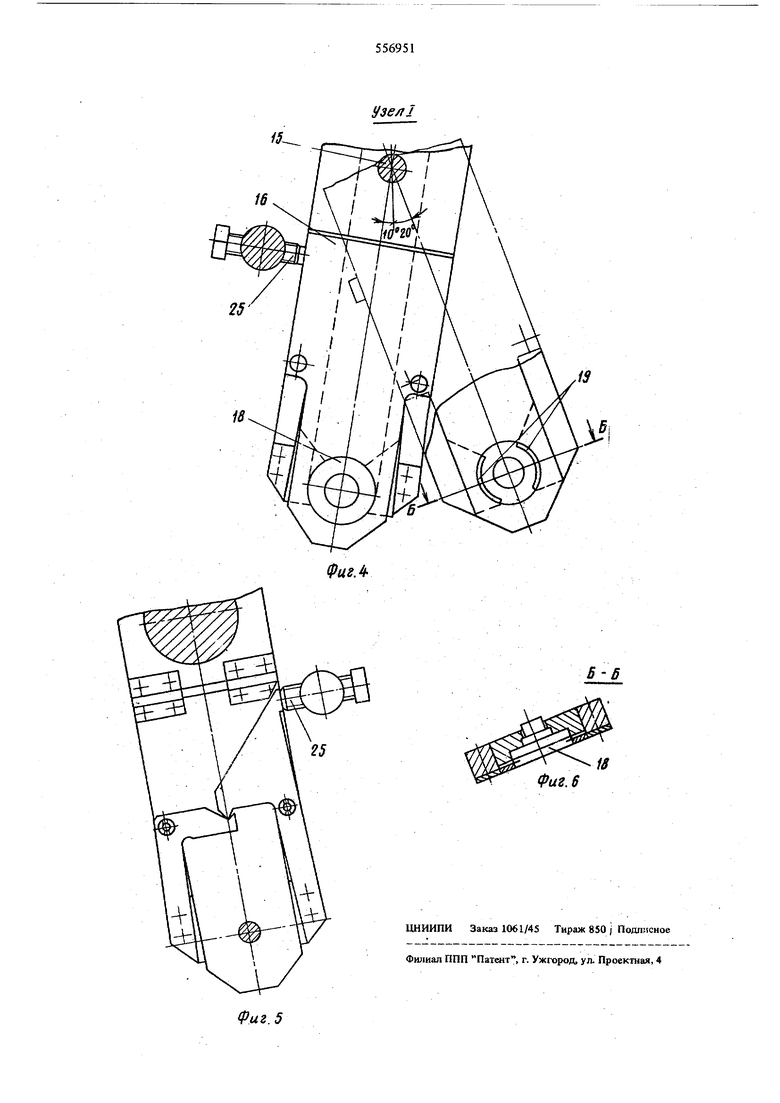
На станине I в подшипниках 14 установлена ось 15, к которой прикреплен поворотньш рычаг16. Рычаг 16 вьтолнен с каналом 17 и окном выдачи арматуры 18, перекрываемым подвижными шарнирно закрепленными створками 19. Для подачи арматуры в пресс-форму 10 на рычаге 16 шарнирно закреплен переталкиватель 20.
Для равномерной и бесперебойной подачи арматуры из приемника 21, соединенного с вибробункером 11, отсекатель 12 соединен через штангу 13 к| копир 22 с поворотным рычагом 16. Последний совершает качательное движение относительно, оси 15 и имеет два фиксированных крайних положения: одно при вставке арматуры в пресс-форму 10, другое для прохода пресс-формы 10 при ее закрытии. Поворот рычага 16 происходит при взаимодействии копира 23 с роликом 24, установленным на подвижной плите 5, соединенной со штангами 4, совершающими возвратно-поступательное периодическое движение от колено-рычажного механизма 3. Для перемещения створок 19 на станине 1 закреплен упор 25.
Работает литьевой термопластавтомат следующим образом.
Арматура - металлические крышки 26 - загружаются в вибробункер 11, из которого, пройдя систему ориентаторов (на чертежах не показаны), в определенном положении попадают в приемник 21, далее по каналу 17 поворотного рычага 16 к окну вьщачи 18, прикрытому подвижными створками 19. При перемещении подвижной плиты 5 происходит взаимодействие ролика 24 с копиром 23 и поворот рычага 16. При повороте рычага 16 (в сторону пресс-форм 10) подвижные створки 19 взаимодействуют с неподвижным упором 25 и открывают окно выдачи 18 рычага 16. Переталкивателем 20 крышка 26 устанавливается в ту часть прйсс-формы 10, которая закреплена на плите 6.
От привода 2 через колено-рычажный механизм 3 и штанги 4 пресс-форма 10 закрывается (на тертежах движение лзправо). При этом пресс-форма 10 взаимодействует с соплом 8, которое вместе с инжекционной частью 7 надвигается на закрегшенный на станине 1 пуансон 9. Происходит впрыск расплава, т.е. армировка пластмассой крышки 26.
После остьшания пластмассы пресс-форма 10 раскрывается, изготовленная армированная крьшка удаляется, и дикл работы повторяется.
Применение данного изобретения обеспечивает автоматизацию прюцесса изготовления армированных пластмассой крышек химических источников тока методом литья под давлением.
Формула изобретения
Литьевой термопластавтомат для изготовления
армированных :пластмасрой; изделий, например крышек химических источников тока, содержащий станину, механизм перемещения подвижной части составной пресс-формы, смонтированной на подвижной плите, механизм инжекции, бункер арматуры с отсекателем и узел подачи арматуры в пресс-форму с каналом и окном выдачи арматуры, отличающийся тем, что, с делью повьш1ения надежности термопластавтомата в работе, узел подачи арматуры вьтолнен в виде соединенного с
j отсекателем и установленного на станине поворотного рычага с uiapifflpno закрепленными на нем створками для перекрытия окна вьщачи арматуры и копиром взаимодействующим со смонтированным на подвижной плите роликом, которым снабжен термопластавтомат.
Источники информации, принятые во внимание при экспертизе:
1. Патент США N 3719396, , опубликованный в 1973 г.
.2. Журнал Механизация и автоматизация производства, 1973, № 3, с. 8-10. 3 4
fj
-W ...
18 А Фиг 3 Д

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| Литьевой термопластавтомат для изготовления изделий из пластмасс | 1980 |
|
SU939263A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Устрофство для подачи предметов в прессформы | 1976 |
|
SU596511A1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1537555A1 |
| Литьевая форма | 1980 |
|
SU946971A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |