00
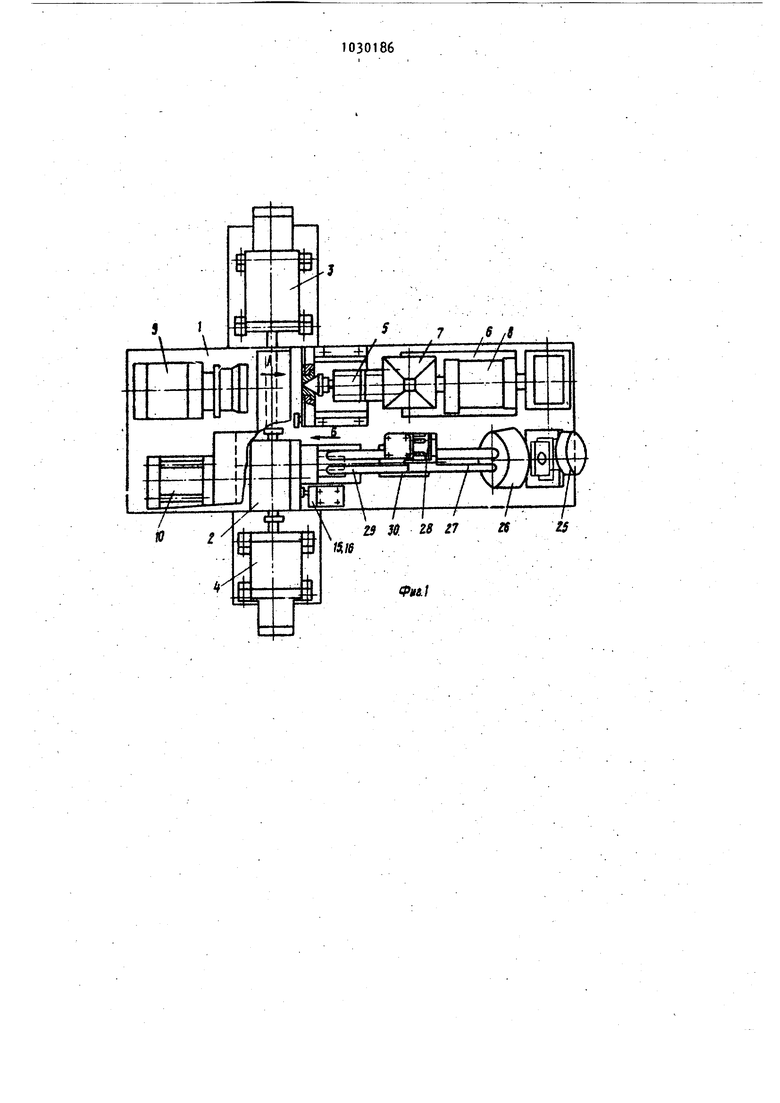
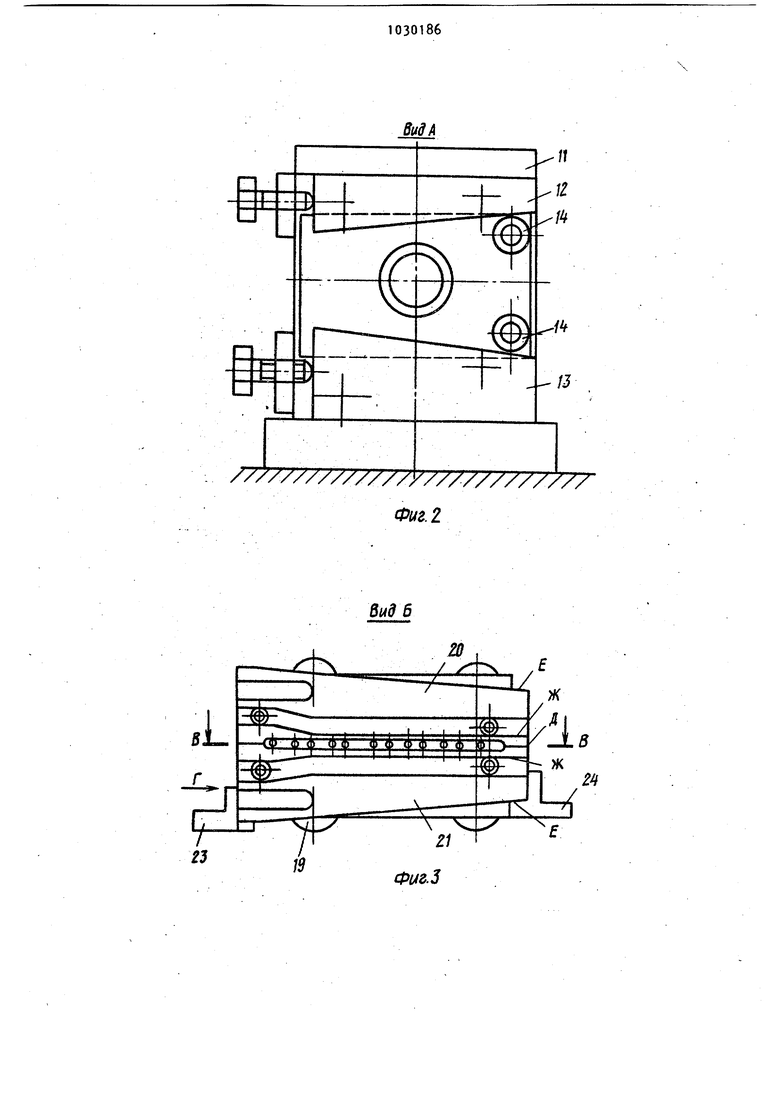
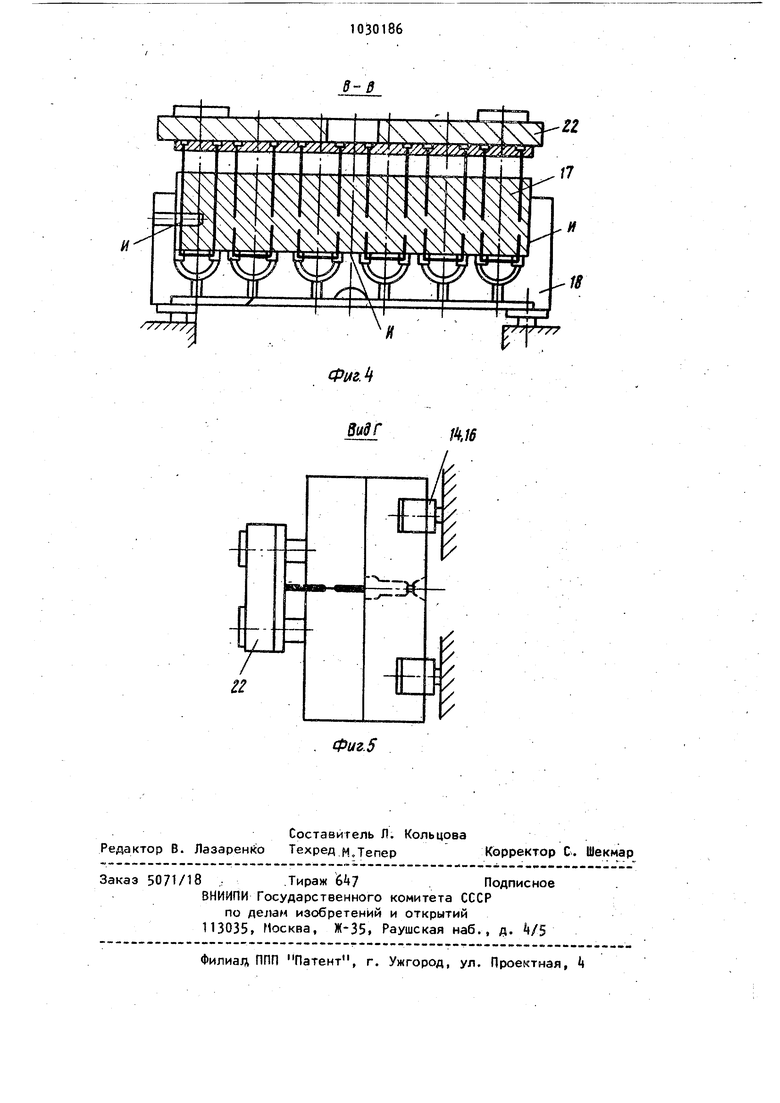
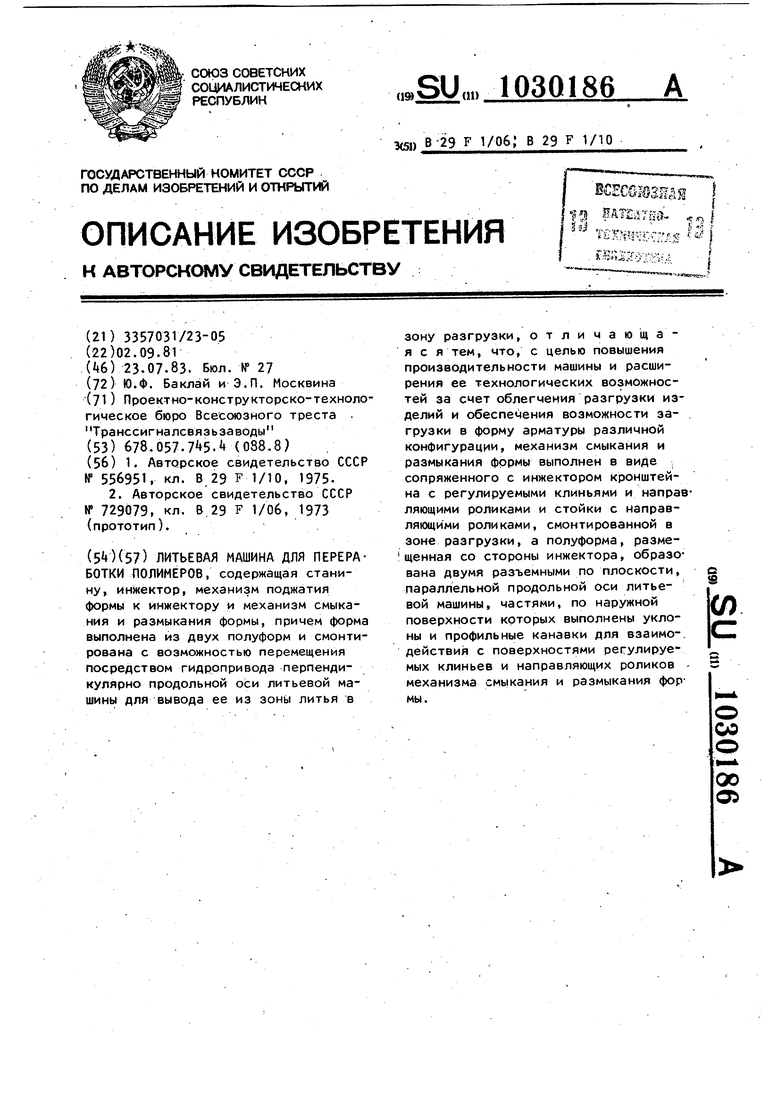
а: 1 Изобретение относится к перерабо ке пластмасс, в частности к литью под давлением при изготовлении арми рованных деталей любой формы, например вилки контактной, и может йайти использование в электротехнической промышленности. Известна литьевая машина для пере работки полимеров, содержащая станину, механизм перемещения подвижной части составной пресс-формы, механиз инжекции, вибробункер и узел подачи арматуры, выполненный в виде поворот ного рычага о шарнирно закрепленными на нем створками для перекрытия окна выдачи арматуры и копиром, взаимодействующим со смонтированным на под вижной плите роликом Г В этой литьевой машине.поворот рычага узла подачи арматуры происходит синхронно с раскрытием и закры тием пресс-формы. Арматура (металлические крышки) из вибробункера проходит систему ориентиров и через окно выдачи с помощью коленно-рычажного механизма и переталкивателя попадает в неподвижную часть пресс-фор мы. Когда пресс-форма запирается, срабатывает механизм инжекции, происходит впрыск расплава полимера. Недостатком этого термопластавтомата является его конструктивная возможность подачи арматуры поштучно и только определенной формы, так как расположение литьевой формы, её смыкание и размыкание ограничено зоной литья и загрузки. Наиболее близкой по технической сущности и достигаемому результату к изобретению является литьевая машина для переработки полимеров, содержащая станину, инжектор, механизм поджатия формы к инжектору и механиз смыкания и размыкания формы, примем форма выполнена из двух полуформ и смонтирована с возможностью перемещения посредством гидропривода пер пендикулярно продольной оси литьевой машины для вывода ее из зоны литья в зону разгрузки 2 . в известной литьевой машине форма посредством гидропривода выво-. дится из зоны литья, а размыкание ее и выталкивание изделия осуществляется за пределами зоны литья, что облегчает выгрузку изделий. Однако известная, машина имеет низкую производительность и недостаточные технологические возможности, обусловлен86ные сложностью разгрузки изделий и загрузки при необходимости в форму арматуры любой конфигурации, так как эти операции ограничены пространством между полуформами, которые при размыкании перемещаются параллельно продольной оси машины, и при разгрузке изделий одна из полуформ перекрывает доступ к формирующей полости другой полуформы. Цель изобретения - повышение производительности машины и расширение-ее технологических возможностей за счет облегчения разгрузки изделий и обеспечения возможности загрузки в форму арматуры различной конфигурации. Указанная цель достигается тем, что в литьевой машине для переработки полимеров, содержащей станину, инжектор, механизм поджатия формы к инжектору и механизм смыкания и размыкания формы, причем форма выполнена из двху полуформ и смонтирована с возможностью перемещения посредством гидропривода перпендикулярно продольной оси литьевой машины для выаода ее из зоны литья в зону разгрузки, механизм смыкания и размыкания формы выполнен в виде сопряженного с инжектором кронштейна с регулируемыми клиньями и направляющими роликами и стойки с направляющими . роликами, смонтированной в зоне разгрузки, а полуформа, размещенная со стороны инжектора, образована двумя разъёмными по плоскости, параллельной продольной оси литьевой машины, . частями, по наружной поверхности которых выполнены уклоны и профильные канавки для взаимодействия с поверх-, ностями регулируемых клиньев и направляющих роликов механизма смыкания и размыкания формы. На фиг. 1 показана литьевая машина, общий вид, на фиг. 2 - вид А на фиг. О на фиг. 3 вид Б на фиг. 1, на фиг. 4 - сечение В-В на фиг. 3i на фиг. 5 вид Г на фиг. 3. Литьевая машина содержит станину 1, на которой расположена многоместная составная форма 2, телескопические гидроцилиндры.3 и k гидропривода перемещения формы 2 перпендикулярно продольной оси машины, инжектор 5, направляющие 6, бункер 7 для гранул полимера, гидроцилиндр 8, механизм поджатия формы 2 к инжектору 5, пневиоцилиндр 10 для выталкивания готовых деталей из формы 2. Механизм смыкания и размыкания формы ;фиг. 2) выполнен в виде сопряженного с инжектором 5 кронштейна 11 с регулируемыми клиньями 12, 13 и направляющими роликами Т, а также стойки 15. смонтированйой в зоне раз грузки, с направляющими роликами 16 (фиг. 1). Многогнездная подвижная форма 2(фиг. Ц) выполнена из двух полуформ 17 и 18 и смонтирована на роликах 19 (фи1-. 3) с возможностью перемещения посредством гидропривода (гидроцилиндров 3 и t) перпендикулярно продольной оси литьевой машины. Полуформа 18, расположенная со стороны инжектора 5, образована двумя разъемными по плоскости D, параллельной продольной оси машины, частями 20 и 21Л фиг. 3). на каждой из них выполнены уклоны t и профильные канавки Ж, с которыми сопряжены /ролики 14 и 16 (фиг. &) С формой 2 сопряжен выталкивателе 22готовых деталей (фиг. 4 и 5). На форме 2 закреплены два флажка 23и 2k (фиг. 3), взаимодействующих с путевыми выключателями не показаны). Устройство Для подачи арматуры состоит (фиг. ) из привода 25, бункера 26,параллельных наклонных лотков 27, отсекателя 28, зубчатого толкателя 29,пневмоцилиндра 30 для перемещения толкателя 29. Литьевая машина работает следующим образом. В бункер 7 загружают гранулы поли мера, а в бункер 2б - арматуру, включают литьевую машину. Составная форма 2, придя на позицию выгрузки, флажком 23 дает команду с помощью путевого выключателя на срабатывание пневмоцилиндра 10 выталкивания и разгрузки, который через выталкиватель 22 формы 2 выгружает готовые детали. В конце хода пневмоцилиндр с помощью флажка и конечного выключателя ( не показаны да 86k ет команду на срабатывание гидроцилиндра , передвигающего форму 2 на позицию загрузка. В это время бункер 26 вращается и загруженная арматура попадает на два параллельных наклонных лотка 27. Гидроцилиндр в конце хода дает команду на отсекатель 28, а он в конце хода - на пневмоцилиндр 30, который перемещает зубчатый толкатель 29, и арматура загружается в раскрытую форму 2. После полной загрузки формы 2 дается команда на движение формы 2 в рабочую позицию. Во время движения формы 2 ее части 20 и 21, сопрягаясь с регулируемыми клиньями 12 и 13, перемещаются вертикально по плоскостям относительно полуформы 18. После окончания литья механизм 9 отходит в исходное положение, а телескопические гидроцилиндры 3 и 4 перемещают форму 2 на позицию разгрузки. При этом подвижные части 20 и 21 формы 2 перемещаются вместе с формой 2 сначала горизонтально при взаимодействии профильных канавок Ж с направляющими роликами 14 и 1б, а затем они перемещаются вертикально по плоскостям И, форма 2 таким образом раскрывается, готовые детали выталкиваются. В конце хода ни рабочую позицию форма 2 смыкается, а гидроцилиндр 4jосуществляя этот ход дает команду на срабатывание механизма 9 поджатия формы 2 к инжектору 5Такая конструкция составной формы 2 литьевой машины позволяет выдвигать ее за пределы зоны литья, что обеспечивает автоматическую загрузку арматуры любой формы и расширяет технологические возможности литьевой машины. Производительность предлагаемой литьевой машины 650 деталей в час. Внедрение изобретения позволит увеличить производительность труда в десять раз, высвободить пять человек и даст условно годовой экономический эффект в сумме 5 тыс. руб.
Вид А
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖЭЛЕМЕНТНЫХ СОЕДИНЕНИЙ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2276431C2 |
| Машина для литья полимеров под давлением | 1977 |
|
SU626969A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ЦИЛИНДРИЧЕСКОЙ АРМАТУРЫ | 1971 |
|
SU311761A1 |
| Устройство для размыкания формы литьевой машины | 1981 |
|
SU1073116A1 |
| Вертикальная литьевая машина для литья изделий из термопластов | 1977 |
|
SU695835A1 |
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1989 |
|
SU1680561A2 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1984 |
|
SU1199647A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
гз
W
Вид б
ж
Фиг. 5
гг
EKS5
ВидГ
М
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевой термопластавтомат для изготовления армированных пластмассой изделий | 1975 |
|
SU556951A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Солесос | 1922 |
|
SU29A1 |
