Изобретение относится к области порошковой металлургии, в частности, к устройствам для изготовления изделий формованием металлических порошков.
Известно устройство для формования металлических порошков, включающее в себя формовочный лоток и пуансон со скошенной рабочей поверхностью, установленный над лотком 1.
Применение данного устройства не обеспечивает однородности свойств спрессованных заготовок.
Наиболее близким техническим решением к предложенному, является устройство для формования металлических порошков, включаюшее в себя станину с расположенными на ней бункером и пуансонами со скошенными рабочими поверхностями, прнчем пуансоны установлены с возможностью возвратно.-поступательного перемещения в горизонтальной плоскости 2.
Цель изобретения - обеспечить изготовление длинномерных полый изделий. Для этого устройство снабжено толкателем и стержневым формующим элементом, расположенным в толкателе. Толкатель и формующий элемент установлены с возможностью независимого
возвратпо-поступательиого перемеи1,еппя в вертикальпой плоскости.
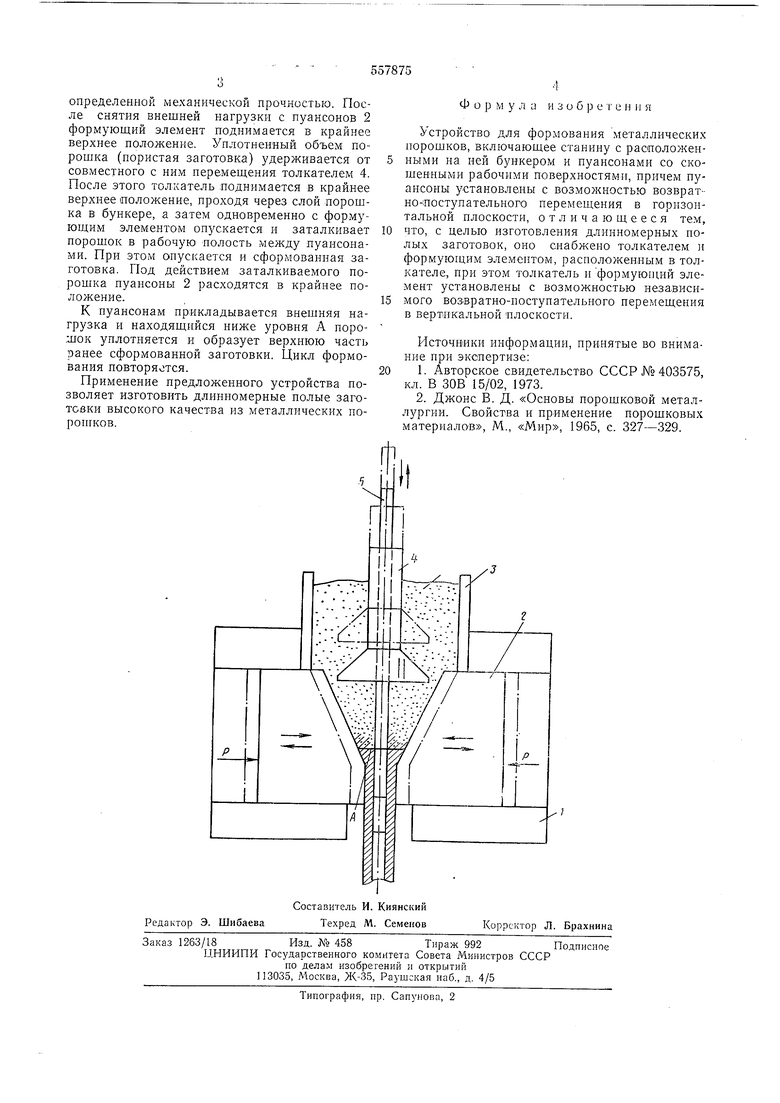
На чертеже показана схема устройства. Устройство состоит из станины 1, на которой расположены нуансоны 2 со скощеннымн рабочими Поверхностями и бункер 3, установленный над Пуансонами. Нуансоны установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, а их рабочие иоверхности при сближении образуют V-образную нолость. Внутри бункера расположены толкатель 4, закрепленный на станине, и стержневой формующий элемент 5, установленный внутри толкателя. Толкатель и формующий элемент установлены с возможностью независимого возвратио-поступательного перемещения в вертикальной плоскости. Работает устройство следуюн1нм образом.
В бункер загружают порощок. При разведенных в крайнее нолол енне пуансонах 2 п опущенных В крайнее нижнее положение толкателе и формующем элементе в рабочую полость между пуансонами поступает порошок, при этом нижняя часть полости должна быгь закрыта вспомогательным материалом. При сжатии пуансонов от внешнего силового органа с усилием Р порошок ниже уровня А превратится в пористую заготовку, обладающую
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования длинномерных полых изделий из металлических порошков | 1979 |
|
SU872029A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| Автоматическая линия для изготовления изделий из порошковых материалов | 1989 |
|
SU1733250A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU420397A1 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Устройство для формования изделий из порошковых масс | 1977 |
|
SU655538A1 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Способ циклического прессования длинномерных изделий из порошка и устройство для его осуществления | 1981 |
|
SU984676A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
