1
Изобретение относится к области металлообработки и может быть использовано при обработке и контроле деталей в центрах на различных станках.
По основному авт. св. № 181952 известен способ одновременного выдавливания с двух сторон только центровых отверстий.
При этом подготовка детали для обработки в центрах оказывается неполной.
Известно получение поводковых отверстий на торце заготовки сверлением применительно, в основном, к крупным валам. . Сверление не обеспечивает достаточно точного взаимного расположения поводковых отверстий, в результате чего передача крутящего момента детали выполняется, в основном, одним поводковым выступом. Угол между окружной силой, передаваемой этим выступом, и силой резания циклически меняется, приводя к циклически изменяющемуся отжиму детали от инструмепта, а значит к пекруглости обрабатываемой поверхности.
Сверлением можно получить круглые поводковые отверстия на заготовках средних и больщих размеров.
Расстояния между поводковыми отверстиями малы, поэтому их невозможно сверлить многощпипдельной головкой одновременно.
Целью изобретения является повышение производительности.
Для этого по предлагаемому способу дополнительно производят выдавливание поводковых улгублений одновременно с центровыми отверстиями.
На каждом торде заготовки выдавливаиот два и более поводковых углубления.
Поводковые углубления позволяют вести обработку заготовки за одну установку без поворота. Если этому не мешают другие обстоятельства, поводковые углубления выдавливают только на одном торце заготовки.
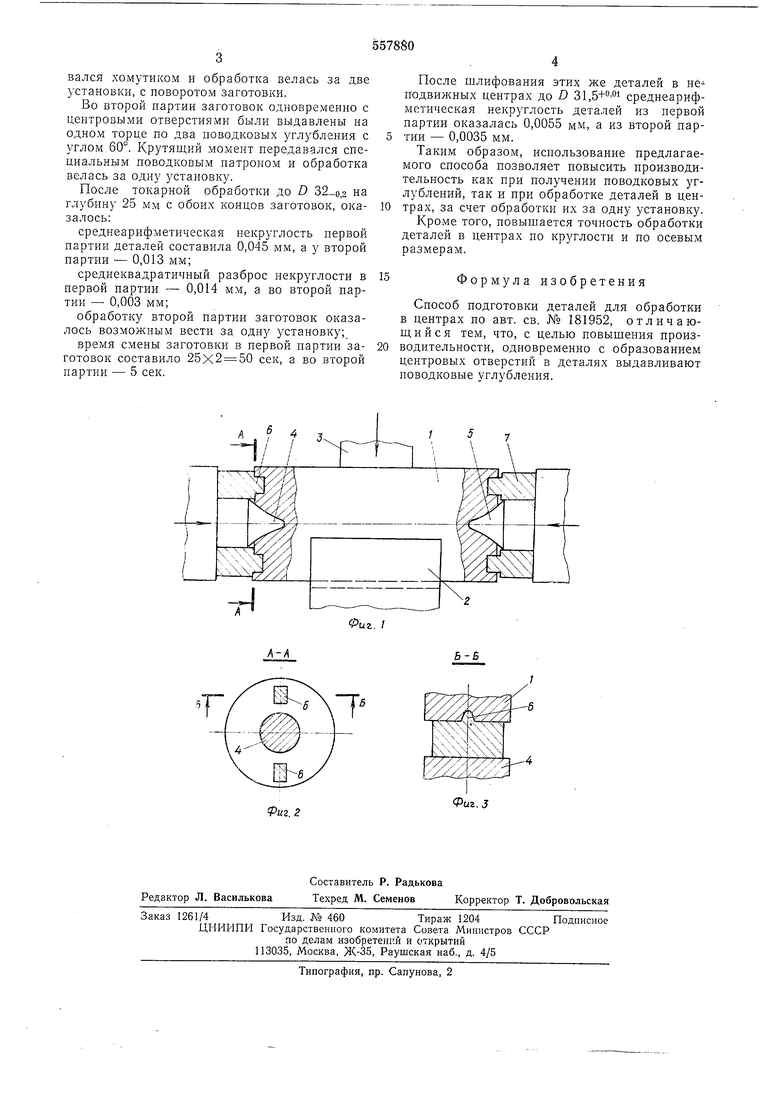
На фиг. 1 изображена схема выдавливания центровых отверстий и поводковых углублений; на фиг. 2 - поперечное сечение по А-А на фиг. 1; па фиг. 3 - сечепие по Б-Б па фиг. 2.
Заготовку 1 устанавливают на призму 2 и закреиляют прижимом 3. Потом включают рабочие движения пуансонов 4 и 5, выдавливающих центровые отверстия, и одновременно пуансонов 6 и 7, выдавливающих поводковые отверстия (углубления). Останавливают рабочие движения с помощью жестких упоров.
Пример. Проводи.тась обработка двух партий заготовок по 25 штук каждая из стали 40Z, с размерами D 38X75 мм.
В первой партии были выдавлены только центровые отверстия радиусной формы R 4 ГОСТ 14034-68, крутящий момепт переда
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и приспособление для центровки валиков | 1949 |
|
SU83852A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Поводковое устройство | 1982 |
|
SU1060336A1 |
| Устройство для обработки концов валов | 1981 |
|
SU1006019A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294818C2 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Поводковое устройство | 1984 |
|
SU1140895A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2008 |
|
RU2372169C1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
