Изобретение относится к обработке металлов давлением и может быть использовано для холодного выдавливания центровых отверстий на концах валов. Известно ус роЛсгзо для обработки концов валов, содержащее смонтированные настанине с возможностью осевой подачи две приводные бабки, каждая из которых оснащена полым шпинделем, нет сущим обточной инструмент С 3 Однако это устройство не обеспечив вает качественной обработки концов ва лов , так как в устройстве одновременно выдавливают отверстия и обтачива.ют койцы валов. Целью изобретения является повышение качества обработки концов валов., . Поставленная цель достигается тем что устройство для обработки концов валов, содержащее смонтированные на станине с возможностью возратнопоступательного движения две соосно .расположенные приводные бабки с полыми шпинделями,на которых закреплены-, обточные инструменты,при этом каждый i. привод бабки выполнен в виде-силового гидроцилиндра; шток которого с жестко закрепелйным на нем пуансоном пропущен через полый шпиндель бабки, снабт Ькено дополнительными приводами воз-; вратно-поступательного движения обточного инструмента, каждый из выполнен в виде гидроцйлиндра, корпус которого установлен концентрично штоку основного силового Цилиндра и жестко закреплен на корпусе бабки, а поршень установлен на штоке основного силового гидроцилиндра, при этом обточной инструмент размещен за пуансоном по ходу обработки. На фиг. 1 изображен общий вид устройства, начальный момент; на фиг. 2 - узел I на фиг. 1. Устройство содержит станину 1, на направляющих 2 которой установле-т ны левая.3 и правая 4 ёабки. На этих же н аправляющих установлены зажимные узлы 5 и б, перенастраиваемые в эависимости от длины детали 7. Внутри бабок 3 и 4 соосно установлены полые поворотные шпиндели 8 и 9, на фланцах которых закреплены обточные инструменты. 10 и 11, служащие для обточки шеек концов валов. Через полые , шпиндели 8 и 9 пропущены штоки 12 и 13 силовых гидроцилиндров 14 и 15, на которых расположены пуансоны 16 и 17. для холодного выдавливания центровых отверстий. Обточные.инструменты 10 и 11 установлены за пуансонами 16 и 17 по ходу обработки. Приводы возвратно-поступательного движения обточных инструментов 10 и 11 выполнены в виде гидроцилиндров 18 и 19,..корпусы которых жестко закреплены на бабках 3 и. 4. Штоками гидроцилиндров 18 и 19 являются штоки гидроцилиндров 14 и 15. На этих штоках жестко закреплены упоры 20. Пуансоны 16 и 17 выполнены с упорным пояском 21. Устройство работает следующим образом. Обрабатываемая деталь 7 устанав-. ливается и зажимается в зажимные узлы 5 и 6 так, что ее ось совпадает с осью полых Шпинделей 8 и 9. В бесштоковые полости силовых гид- роцилиндров 14 и 15 подается давление. Штоки 12 и 13 через упоры 20,воздействуя на корпусы гидроцилиндров, перемещают их вместе с бабками 3 и 4 до соприкосновения пуансонов 16 и 17 с обрабатываемой заготовкой. Затем происходит выдавливание центровых отверстий с двух сторон одновременно. Если один из пуансонов коснется торца детали раньше дфугого то выдавливание не начнется, пока второй пуансон не коснется другого торца детали. По окончании выдавливания центровых отверстий происходит задавливаг ние выпученного металла на торце за готовки упорным пояском 21. Затем включается вращение шпинделей 8 и.9 вместе с обто«ным инструментом 10 и 11. В полости А гидроцилиндра 18 и : 19 подается давление, при этом штоки 12 и 13 этих гидроцилиндров остаются на месте, а го корпусы вместе с. бабками 3 и 4, полыми шпинделями 8 и 9, обточными инструментами 10 и 11 начинают двигаться навстречу детали 7. Происходит обточка концов валов зазаготовки с двух сторон. По окончании обработки обтох1ной инструмент и пуансон врзвращаются в исходное положение. . Предложенное устройство по сравнению с известным обеспечивает качест-.венную обработку концов валов за счет того, что снабжено дополнительным приводом возвратно-поступательного движения подрезного инструмента и обточной инструмент установлен за пуансоном холодного ВЕщавливания по ходу обра- оботки.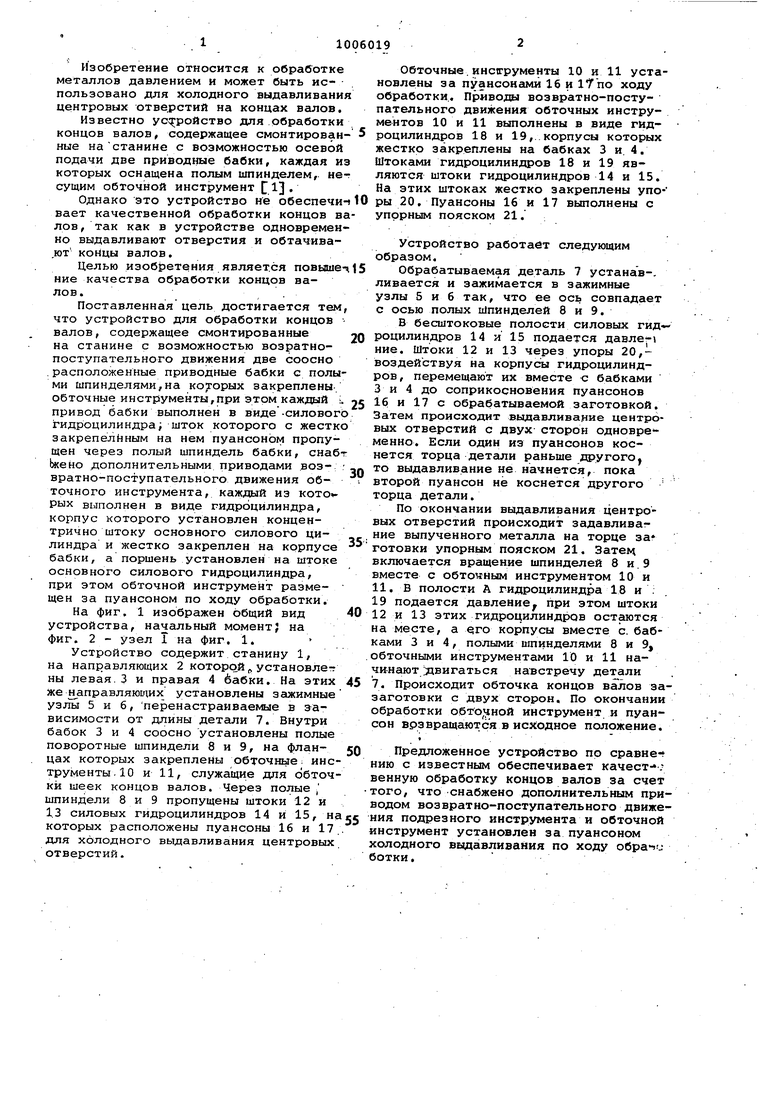
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней обработки концов валов | 1985 |
|
SU1269909A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Станок для двусторонней обработки концов валов | 1986 |
|
SU1397185A1 |
| Устройство для обработки концов валов | 1976 |
|
SU590090A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Устройство для ротационного выдавливания | 1976 |
|
SU770610A1 |
| Станок для чистовой обработки кулачковых валов | 1977 |
|
SU701778A1 |
| Автооператор | 1976 |
|
SU729028A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |

УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОНЦОВ ВАЛОВ, содержащее смонтированные на станине с возможностью возвратно-поступательного движения две соосно расположенные приводные бабки с полыми шпинделями, на которых закреплены обточные инструмеитБГ при этом каждый привод бабки выполнен в виде силового гидроцилиндра, шток которого с жестко закрепленным на нем пуансоном пропущен через польй шпинг;; дель бабки, отличающееся тем, что, с целью повышения/качества обработки,оно снабжено дополнительными приводами возвратно-поступатель ного движения обточного инструмента, каждый из.которых выполнен в виде гидроцилиндра, корпус которого установ--. лен концентрично штоку основного си-; лового цилиндра и жестко закреплен на корпусе бабки/ а поршень установлен .; на штоке основного силового гидроци-w линдра, при этом обточной инструмент § размещен за пуансоном по ходу обработ (П ки. /11 I 18 Л /7 /J 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки концов валов | 1976 |
|
SU590090A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
