Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холодной прокаткой спиралей шнеков.
По основному авт.св. 538517 известен стан дляпрокатки спиралей шнеков, содержащий приводные прокатные валки, смонтированные перед прокатными валками подпирающие валки, привод их вращения, узел отвода готовой спирали с приданием заданного шага;
В этом стане величина усилия, действующего на обрабатываемый материал со стороны прокатных валков, зависит от многих случайных факторов наличия смазки, окалины и может непрерывно изменяться.
Цель изобретения - обеспечение возможности автоматического регулирования усилия подпора в зависимости от условий прокатки для повышения качества изделий.
Для этого в предлагаемом стане привод вращения подпирающих валков выполнен в виде электродвигателя с мягкой механической характеристикой.
Привод вращения подпирающих валков может быть выполнен в виде асинхронного двигателя с короткозамкнутым
ротором и с электромагнитной муфтой скольжения.
Привод вращения подпирающих вгшков может быть выполнен в виде асинхронного двигателя с фазным ротором.
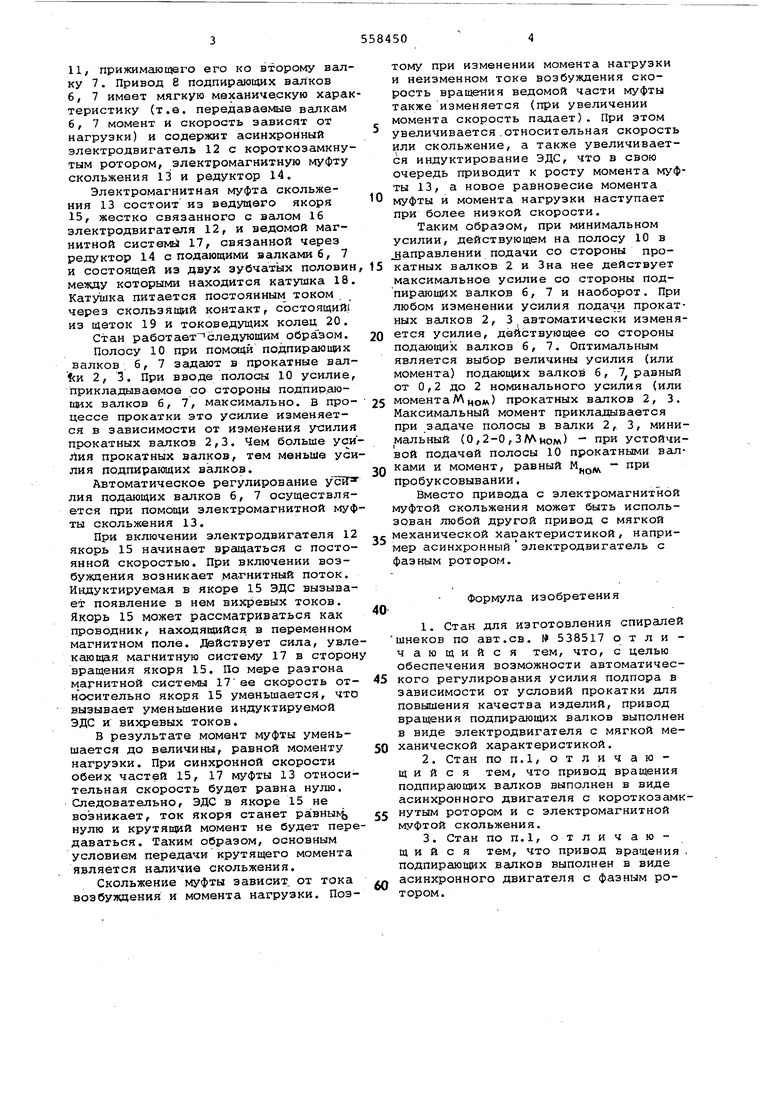
На фиг.1 схематически изображен предлагаемый стан; на фиг.2 - схема привода подпирающих валков с условно
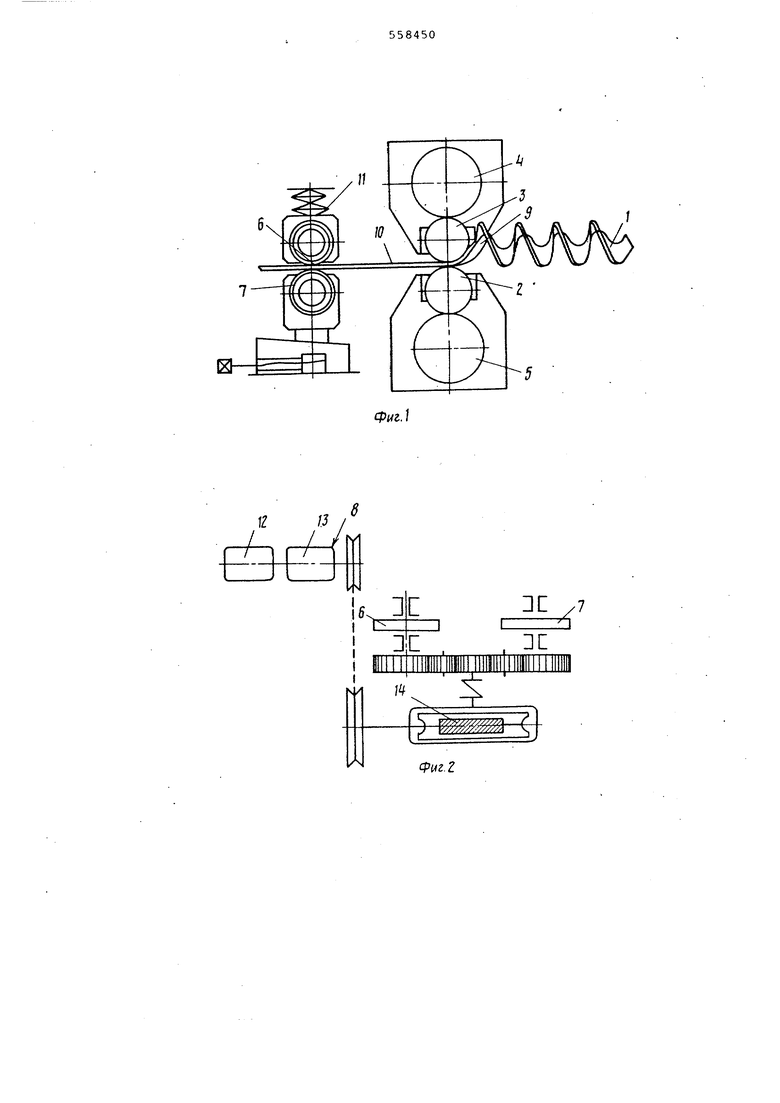
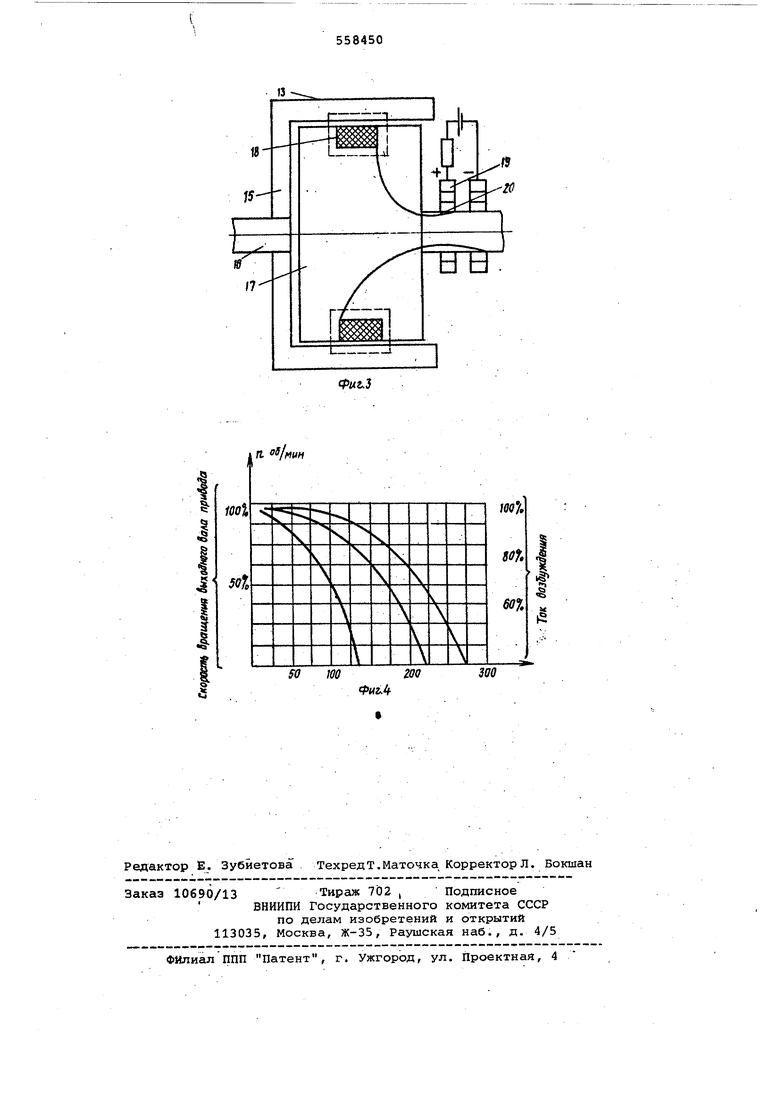
разведенными.валками; на фиг.З электромагнитная муфта скольжения) на фиг.4 - график зависимости скорости вращения вала от момента сопротивления (механическая характеристика привода).
Стан для изготовления спиралей 1 шнеков содержит прокатные валкя 2,3 опорные валки 4,5 подпирёиощие вашки 6, 7, расположенные перед прокатными валками,привод 8 подакздих валков,
устройство 9 для отвода готовой
спирали 1 с приданием ей заданного шага.
Оба прокатных вашка 2, 3 уставов-, лены так, что их образующие паргшлельны между собой или расположены под углом. Валки обеспечиваиот прокатку полосы 10 с переменной по ее ширине степенью деформации.
Один из подпирающих валков находится под действием упругого элемента
11, прижимающего его ко второму валку 7, Привод 8 подпирающих валков 6, 7 имеет мягкую механическую характеристику (т.е. передаваемые валкам 6, 7 момент и скорость зависят от нагрузки) и содерясит асинхронный электродвигатель 12 с короткоэамкнутым ротором, электромагнитную муфту скольжения 13 и редуктор 14.
Электромагнитная муфта скольжения 13 состоит из ведущего якоря 15, жестко связанного с валом 16 электродвигателя 12, и ведомой магнитной систем 17, связанной через редуктор 14 с подающими валками б, 7 и состоящей из двух зубчатых половин между которыми находится катушка 18. Катушка питается постоянным током через скользящий контакт, состоящий из щеток 19 и токоведущих колец 20.
Стан работает следующим образом.
Полосу 10 при помощи подпирающих валков, б, 7 задают в прокатные валfcK 2, 3. При вводе полосы 10 усилие, прикладываемое со стороны подпир.аюших валков 6, 7, максимально. В процессе прокатки это усилие изменяется в зависимости от изменения усилия прокатных валков 2,3. Чем больше усиЛия прокатных валков, тем меньше усилия подпирающих валков.
Автоматическое регулирование yclT ЛИЯ подающих валков 6, 7 осуществляется при помощи электромагнитной муфты скольжения 13.
При включении электродвигателя 12 якорь 15 начинает вращаться с постоянной скоростью. При включении возбуждения возникает ма-гнитный поток. Индуктируемая в якоре 15 ЭДС вызывает появление в нем вихревых токов. Якорь 15 может рассматриваться как проводник, находящийся в переменном магнитном поле. Действует сила, увлекающая магнитную систему 17 в сторон вращения якоря 15. По мере разгона магнитной системы 17ее скорость относительно якоря 15 уменьшается, что вызывает уменьшение индуктируемой ЭДС и вихревых токов.
В результате момент муфты уменьшается до величины, равной моменту нагрузки. При синхронной скорости обеих частей 15, 17 муфты 13 относительная скорость будет равна нулю. Следовательно, ЭДС в якоре 15 не возникает, ток якоря станет равныг нулю и крутящий момент не будет передаваться. Таким образом, основным условием передачи крутящего момента является наличие скольжения.
Скольжение муфты зависит, от тока возбуяодения и момента нагрузки. Поэтому при изменении момента нагрузки и неизменном токе возбуждения скорость вращения ведомой части муфты также изменяется (при увеличении момента скорость падает). При этом увеличивается.относительная скорость или скольжение, а также увеличивается индуктирование ЭДС, что в свою очередь приводит к росту момента муфты 13, а новое равновесие момента
муфты и момента нагрузки наступает при более низкой скорости.
Таким образом, при минимальном усилии, действующем на полосу 10 в J aпpaвлeнии подачи со стороны прокатных валков 2 и Зна нее действует максимальное усилие со стороны подпирающих валков б, 7 и наоборот. При любом изменении усилия подачи прокатных валков 2, 3.автоматически иэменяется усилие, действующее со стороны подающих валков б, 7. Оптимальным является выбор величины усилия (или момента) подающих валков б, 7 равный от 0,2 до 2 номинального усилия (или
моментам ном) прокатных валков 2, 3. Максимальный момент прикладывается при задаче полосы в валки 2, 3, минимальный (0,2-0,) - при устойчивой подачей полосы 10 прокатными валками и момент, равный М - при пробуксовывании.
Вместо привода с электромагнитной муфтой скольжения может быть использован любой другой привод с мягкой
механической характеристикой, например асинхронныйэлектродвигатель с фазным ротором.
Формула изобретения
1.Стан для изготовления спиралей шнеков по авт.св. ( 538517 отличающийся тем, что, с целью обеспечения возможности автоматического регулирования усилия подпора в зависимости от условий прокатки для повышения качества изделий, привод вращения подпирающих валков выполнен в виде электродвигателя с мягкой механической характеристикой.
2.Станпоп.1, отличающийся тем, что привод вращения подпирающих валков выполнен в виде асинхронного двигателя с короткозамкнутым ротором и с электромагнитной муфтой скольжения.
3.Стан по П.1, от ли ч аю щ и и с я тем, что привод вращения , подпирающих вгшков выполнен в виде асинхронного двигателя с фазным ротором.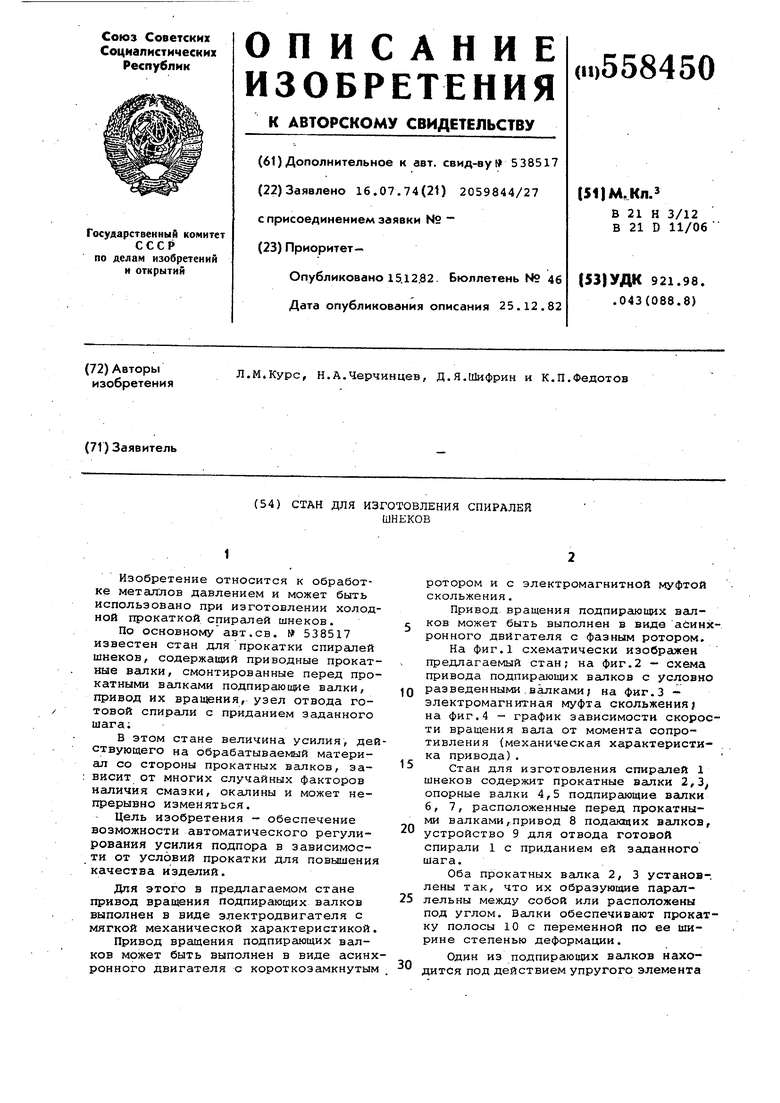
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678776A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Непрерывный сортовой прокатный стан | 1976 |
|
SU778829A1 |
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678777A2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ ШНЕКОВ | 2003 |
|
RU2239506C1 |
| Диагонально-резательная машина | 1986 |
|
SU1368185A1 |
| Прокатный стан | 1986 |
|
SU1357548A1 |
| Прокатный стан | 1986 |
|
SU1360833A1 |
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТОЙ ОБМОТКОЙ РОТОРА | 1997 |
|
RU2153755C2 |
| Стан для изготовления геликоидных спиралей шнеков | 1974 |
|
SU538518A1 |
М13 I
L- I /
2L/7
ЗЕ
DC
г
) ттт (J
SQ т т
г;
Ш
Фиг.4
