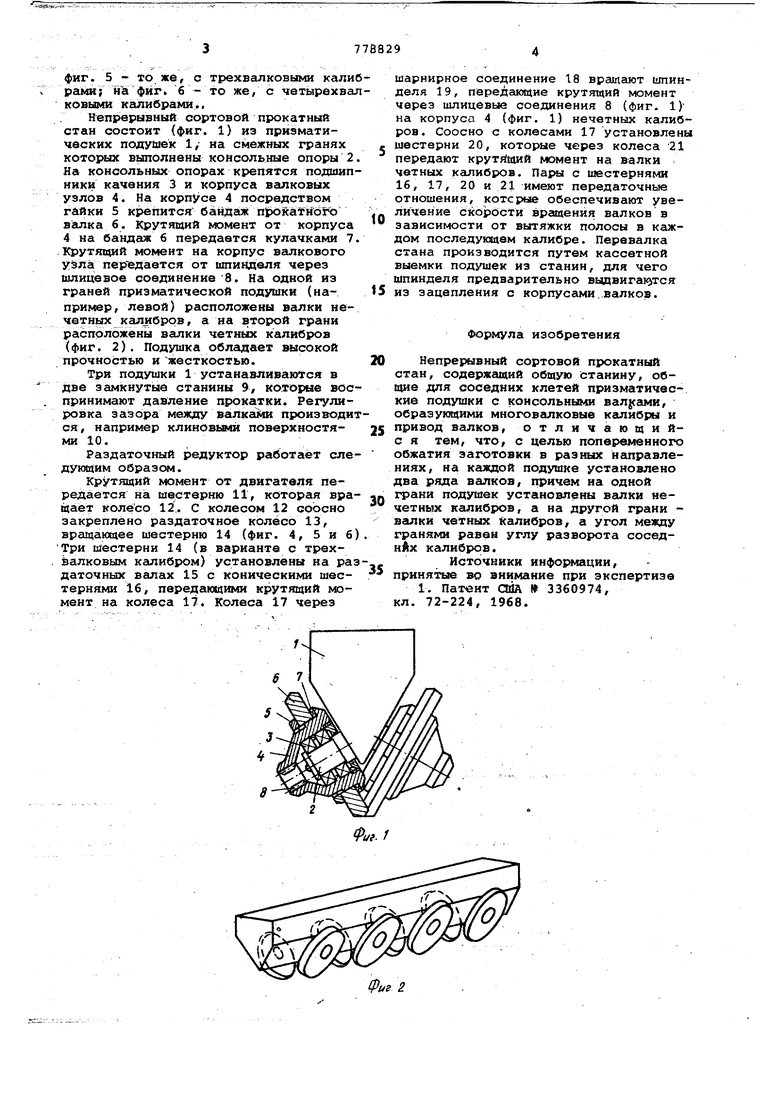
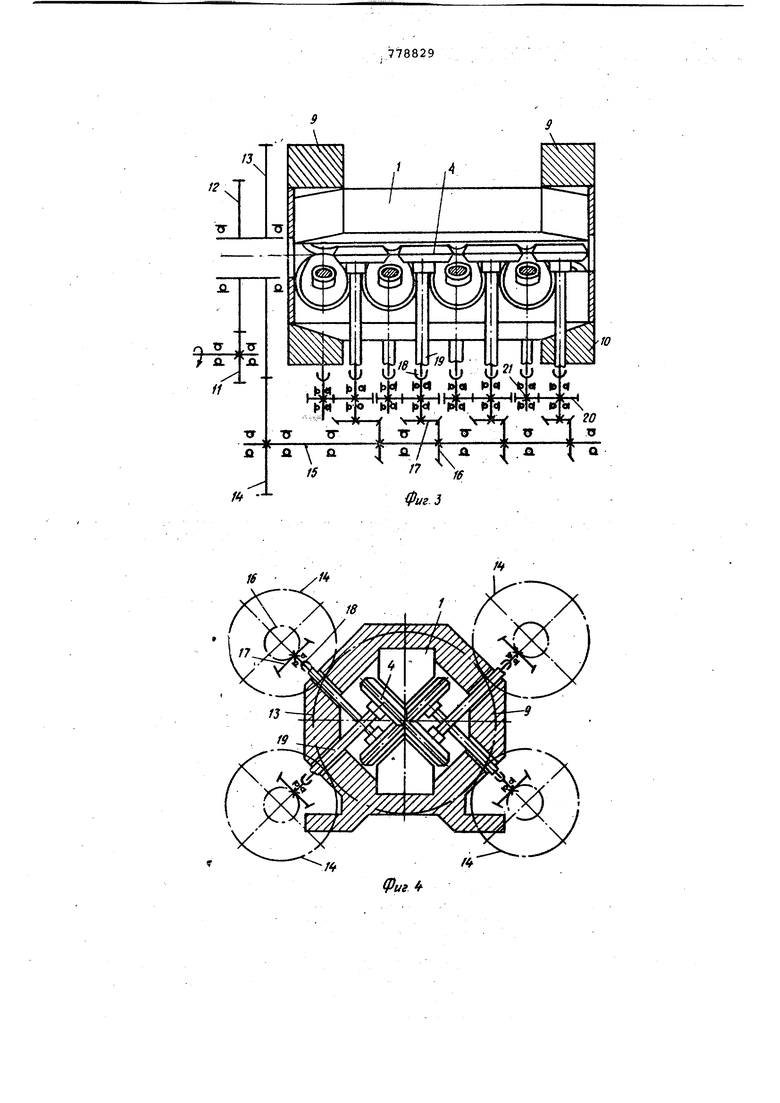
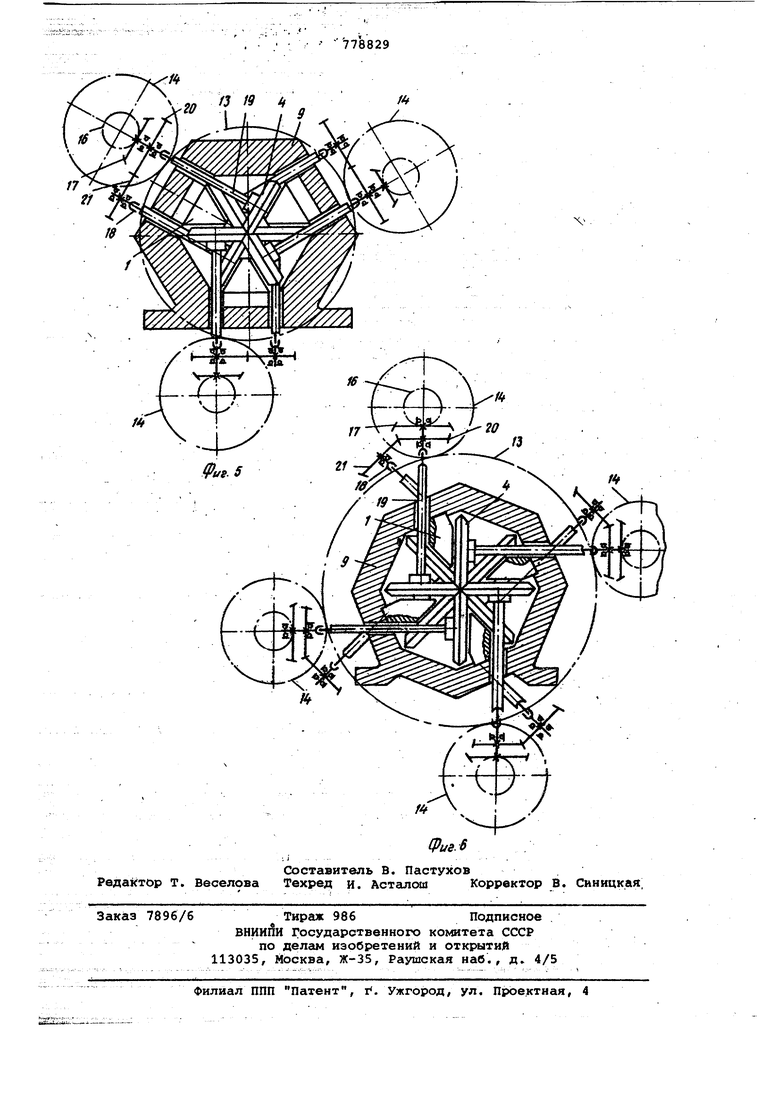
Изобретение относится К производс ву изделий прокаткой и может быть ис пользовано для получения сортовых пр филей и провЬлоки. Известен непре|;ялвный прокатный стан, состоящий из ряда четырехвалко вых калибров, причем прокатные валки предыдущего и последующего калибров установлены в общих подушках, закреп ленных свободными концами в двух рамах (станинах). Такое исполнение подушек упрощает конструкцию непрерывного стана и позволяет приблизить калибры друг к другу jf} . Однако в зтом устройстве разъема предыдущего и последующего калибров расположены одних и тех же плоскос тях. При прокатке на такомHenpejasBном стане невозможно менять направление деформации в каждом последующем калибре и металл будет затекать в pa3beNtti калибров, что приведет к уменьшению выхода годного и необходимости обрезки заусенцев на готовом профиле. Цель изобретения - попеременное обжатие .заготовки в разных направлениях. Цель достигается тем, что в непре рывном сортовом стане, содержащем общую стаиииу, общие для соседних ка-, либров (в том числе многовалковых) призматические подушки с консольными валками и привод валков, на каждоЛ подушке установлено два рАда вгшков, причем на одной подутек установлены валки иечетных калибров, а на другой граии - валки четных калибров,- а угол между граиями равен углу разворота соседних калибров в зависимости от числа валков, образующих калибр. Это позволяет расположить калибры на минимальном расстоянии друг от друга, что исключает- необходимость в проводковой арматуре, упрощает конструкцию и уменьшает габариты непрерывного сортового прокатного стана. На фиг. 1 схематически изображен непре ;швиый сортовой прокатный стан, поперечное сечени.е по валковому узлу подушки на фиг. 2 - подушка непрерывного сортового прокатного стана, общий вид на фиг. 3 - непрерывный сор-, товой прокатный стан с трехвалковыми калибргши, продольное сечение, и кинематическая схема раздаточного редуктора на фиг. 4 - вариант испЬлнения непрерывного сортового прокатного стана с двухвалковыми калибрами; на
фиг. 5 - то же, с трехвс1лковыми калибрами; на фиг. б - то же, с четырехвалковьвкш калибрами.,
Непрерывный сортовой прокатный стан состоит (фиг, 1) из призматических подушек 1, на смежных гранях которых выполнены консольные опоры 2. На консольных опорах крепятся подшипники качения 3 и корпуса валковых узлов 4. На корпусе 4 посредством гайки 5 крепится б аНда1Жп рОкатногЬ вгшка 6. Крутящий момент от корпуса 4 на бандаж 6 передается кулачками 7. Крутящий момент на корпус вгшкового узла пертед ается от шпинделя через шлицевое соединение 8. На одной из граней призматической подушки (например, левой) расположены валки нечетных калибров, а на второй грани расположены всшки четных калибров (фиг. 2} . Подушка обладает Ш:1сокой прочностью и жесткостью.
Три подушки 1 устанавливаются в две замкнутые станины 9, которые воспринимают давление прокатки. Рех лировка зазора между валксииш производится, например клиновыми поверхностями 10.
Раздаточный редуктор работает следунхцим образе.
Крутящий момент от двигателя передается на шестерню 11, которая вращает колесо 12. С колесом 12 соосно закреплено раздаточное колесо 13, вращакзщее шестерню 14 (фиг. 4, 5 и 6) Три шестерни 14 (в варианте с трехйалковым калибром) установлены на раздаточных валах 15 с коническими шестернями 16, передающими крутящий момент на колеса 17. Колеса 17 через
шарнирное соединение 18 вращают шпинделя 19, передающие крутящий момент через шлицевые соединения 8 (фиг. 1) на корпуса 4 (фиг. 1) нечетных калибров. Соосно с колесами 17 установлены шестерни 20, которые через колеса 21 передают крутйщий момент на валки четных калибров. Пары с шестернями 16, 17, 20 и 21 имеют передаточные отношения, которые обеспечивают увеличение скорости вргаценйя валков в зависимости от вытяжки полосы в каждом последующем кгшибре. Перевалка стана производится путем кассетной выемки подушек из станин, для чего шпинделя предварительно вЕадвига тся 5 из зацепления с корпусами.валков.
Формула изобретения
Непрерывный сортовой прокатный стан, содержащий общую станину, общие для соседних клетей призматические подушки с консольными вальсами, образующими многовгшковые калибры и привод валков, отличающийс я тем, что, с целью попеременного обжатия заготовки в разных направлениях, на каждой подушке установлено два ряда валков, причем на одной подушек установлены вашки нечетньрс калибров, а на другой грани валки четных калибров, а угол между гранями равен углу разворота соседних К |ЛИбрОВ.
Источники информации, принятые во внимание при экспертизе
1. Патент ОВД 3360974, кл. 72-224, 1968.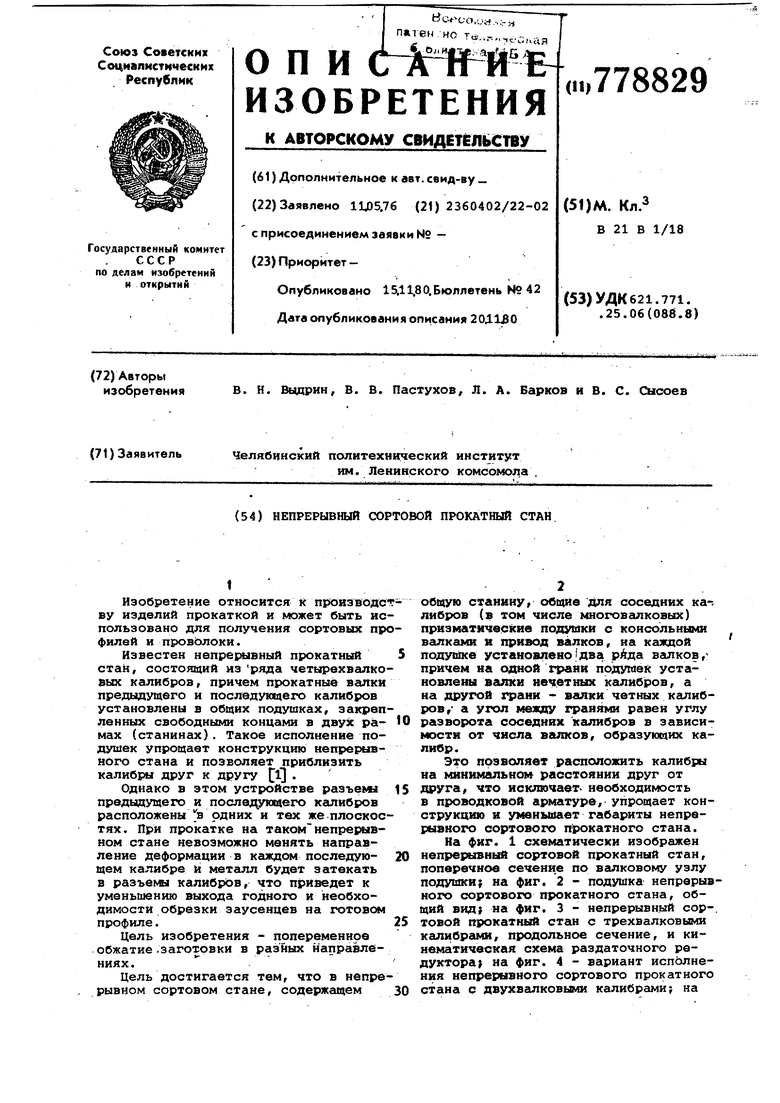
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Прокатный стан | 1989 |
|
SU1639808A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU876217A2 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
16
Фиг
