Изобретение касается устройства для подачи перегретой воды в варочные камеры при вулканизации автопокрышек в автоклавах.
В настоящее время при вулканизации автопокрышек в автоклавах перегретая вода подводится в варочные камеры посредством коллектора, состоящего из коротких свертывающихся звеньев с ответвлениями из тонких медных трубок для каждой варочной камеры. Такая система питания перегретой водой варочных камер имеет много недостатков. Так, при сборке и разборке коллектора медные трубки приходится круто перегибать, в виду чего они очень часто ломаются. Сборка и разборка коллектора во время работы автоклава очень неудобна и сопряжена с больщой потерей времени и риском получения рабочими ожогов. Нет циркуляции перегретой воды в варочных камерах во время вулканизации, что удлиняет время варки.
В целях устранения этих недостатков к улучщения процесса вулканизации покрыщек в варочных камерах, согласно настоящему изобретению, предлагается предназначенные для создания циркуляции перегретой воды каналы в теле прессформ соединять с варочными камерами помощью изогнутых трубок, расположенных в месте стыка каждых двух камер, или прямыми: трубками, присоединенными к каждому месту стыка двух половинок одной и той же прессформы.
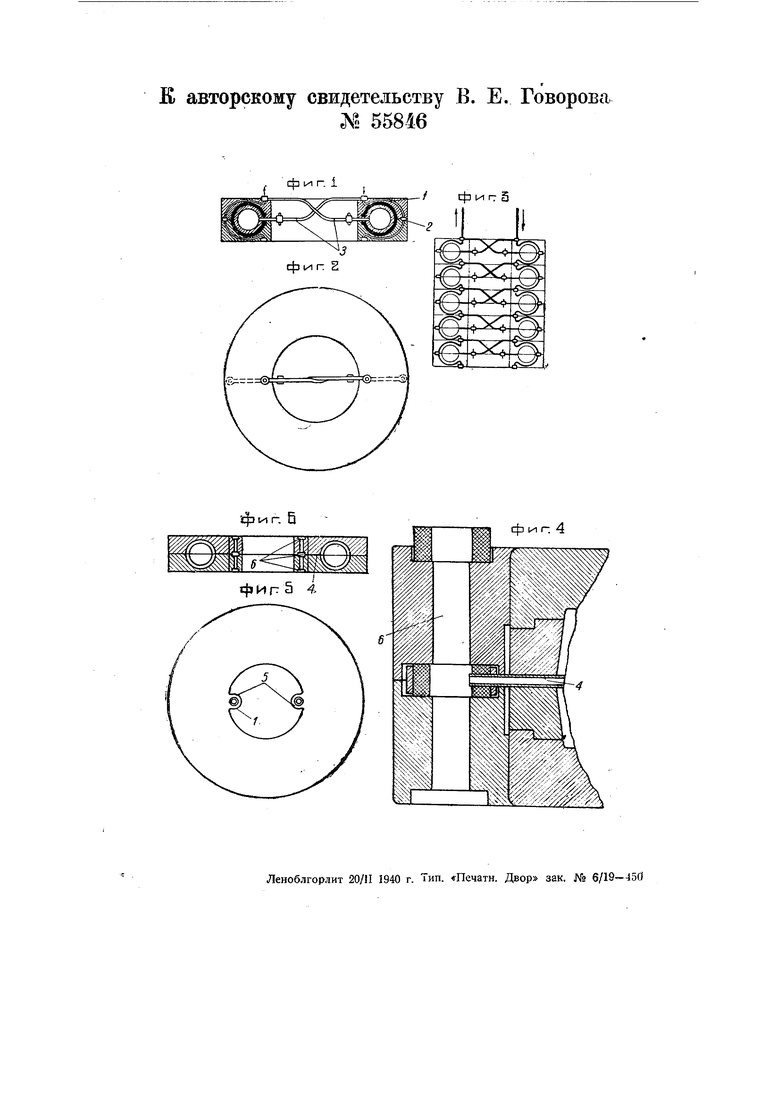
На фиг. 1, 2 чертежа изображена в двух проекциях прессформа с варочной камерой с применением изогнутых соединительных трубок, на фиг. 3 - схема циркуляции перегретой воды для этого случая и на фиг. 4, 5, 6 - прессформа с применением прямых соединительных трубок.
Для осуществления надежной циркуляции воды каждая форма имеет два канала - подводящий и отводящий. Во всех местах стыков каналов как между частями каждой формы, так и между отдельными формалш кладутся специальные резиновые кольца. Таким же образом соединяется верхняя форма с крыщкой автоклава, имеющей в соответствующих местах два отверстия - входное и выходное. Варочная камера имеет две нарезанные трубки, расположенные диаметрально противоположно. Соединение варочных камер с каналами форм производится металлическимй трубочками, слегка изогну гыми по первому варианту. Каждая трубочка имеет на одном конце подводящую гайку для соединения с варочной камерой, а другой конец прочно соединен с резиновым; кольцом, являющимся прокладкой на стыках канала между отдельными формами.
При применении предлагаемого устройства процесс зарядки и разгрузки автоклава происходит следующим образом. Покрышка с варочной камерой закладывается в форму. На оба канала нижней части формы кладется по кольцу 2, которые сжимаются верхней частью формы при наложении ее соответствующим образом. Во время движения заряженной формы по Гангу рабочий присоединяет к трубкам варочной камеры соединительные трубки 3, как показано на чертеже, т. е. одну трубку с одним каналом, другую - со вторым. Таким образом форма подходит к автоклаву вполне заряженная, остается только положить ее соответствующим образом на место.
При разгрузке автоклава, после того, как будет заперта перегретая вода, плунжер немного опускается и давление в варочных камерах падает. После снятия крышки формы быстро снимаются одна за другой без какой-либо разборки соединений. Во время прохождения формы по рольгангу от автоклава до места разборки рабочий ютвертывает обе соединительные трубки и снимает их.
При использовании прессформы облегченного типа, в тонких стенках которых нельзя делать циркуляционные каналы, последние располагаются в специальных выступах /, как показано на фиг. 5 чертежа. Как и в первом варианте, в местах стыков в канале устанавливаются уплотнительные кольца 6. Среднее кольцо, являющееся тройником, навертывается непосредственно навентиль варочной камеры.
Предлагаемое устройство дает возможность значительно увеличить производительность автоклава, так как зарядка и разгрузка будут производиться быстрее. Циркуляция перегретой воды позволит сократить время варки. Нет необходимости расходовать медь, так как по предлагаемой системе соединительные трубки могут быть изготовлены из железа.
Предмет изобретения.
1.Устройство для подачи перегретой воды в варочные камеры при автоклавной вулканизации покрыщек, отличающееся при менением, в ц,елях соединения служащих для циркуляции перегретой воды каналов / тела прессформы с варочными камерами, соединительных изогнутых трубок 3, установленных в месте стыка каждых двух камер.
2.Видоизменение устройства, описанного в п. 1, отличающееся тем, что для соединения варочных камер с каналами, просверленными в теле формы,, применены прямые трубки 4, присоединенные к каждому месту стыка двух: половинок одной и той же формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи теплоносителя к автоклавной стопе пресс-форм | 1961 |
|
SU145736A1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
| Способ вулканизации резиновых покрышек | 1936 |
|
SU52645A1 |
| Способ вулканизации бескамерных покрышек и пресс-форма для выполнения способа | 1955 |
|
SU107641A1 |
| Вулканизационное устройство для ремонта автопокрышек | 1941 |
|
SU69892A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ВОССТАНАВЛИВАЕМЫХПОКРЫШЕК | 1972 |
|
SU422624A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ АВТОПОКРЫШЕК | 1971 |
|
SU292825A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| Пресс-автоклав для вулканизации автопокрышек | 1953 |
|
SU99674A1 |