Форматор-вулканизатор предназначен для формования и вулканизации автопокрышек; может применяться на шинных заводах.
В суш;ествуюш,их вулканизационных устройствах (вулканизаторы) с отдельными варочными камерами формование заготовок производится на отдельных машинах-экстендерах и для вулканизации заготовка поступает уже сформованной, с вложенной в нее варочной камерой. После вулканизации покрышки варочная камера удаляется из нее на отдельном устройстве. При этом удаление варочной камеры из свулканизованной покрышки очень затруднительно, так как варочная камера имеет замкнутую кольцевую форму.
На форматорах-вулканизаторах с диафрагмами известных конструкций, хотя процесс формования и вулканизации происходит на одной машине, при вулканизации покрышки возникают большие распорные усилия в прессформе, что ведет к повышенному расходу теплоносителей, так как полость диафрагмы по диаметру покрышки имеет сплошную поверхность. Кроме того, механизм формования на этой машине имеет сложную и громоздкую конструкцию.
но-разъемнои варочной камерой, скручивающейся вокруг центральной оси.
Выемка разъединенной радиально-варочной камеры из покрышки производится на форматоре-вулканизаторе последовательно за концы разъема варочной камеры, что увеличивает срок ее слулчбы. Кроме того, на предлагаемом форматоре-вулканизаторе после загрузки нижней полуформы заготовкой верхний борт заготовки точно фиксируется простым устройством относительно вертикальной оси опускающейся верхней полуформы.
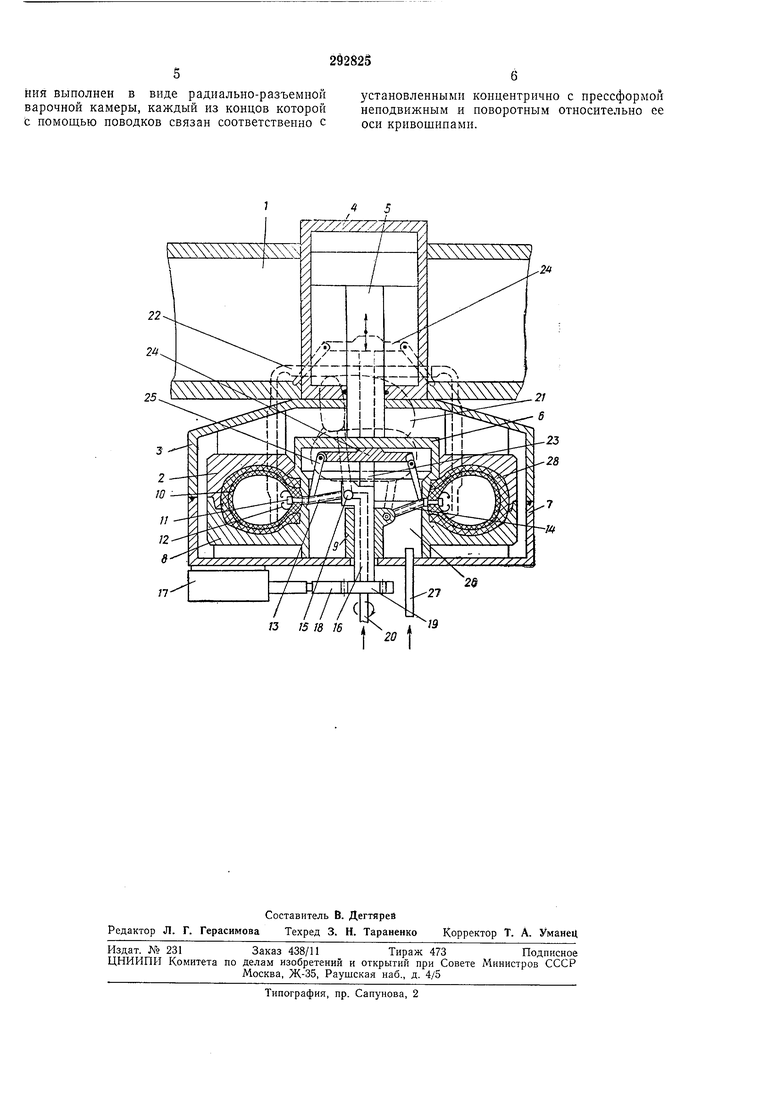
Па чертеже изображен общий вид форматора-вулканизатора для автопокрышек.
Подвижная траверса / служит для крепления к ней верхних полуформ 2, находящихся в верхней паровой камере 3. В траверсу вставлен по оси нолуформы цилиндр формования 4 со штоком 5, к которому прикреплен бортовой диск 6. В нижней паровой камере 7 установлена нижняя полуформа 5, а в середине расположен механизм 9 выемки и складывания разъединенной варочной камеры 10. Концы разъема варочной камеры 10 связаны щтуцером // и фигурной пластиной 12 с поводками 13 и 14, через которые (или отдельно) в полость варочной камеры вводятся теплоносители.
Поводок 13 связан со стерл нем 16, который вращается в корпусе механизма 9 с помощью цилиндра поворота 17, рейки 18 и щестерни 19, жестко закрепленной на стержне 16.
Через стержень по трубопроводу 20 подводятся теплоносители в полость варочной камеры. Другой подвод теплоносителей в варочную камеру осуществляется по каналу неподвижного корпуса механизма 9 и дальше - через поводок 14 (или отдельно).
На чертеже пунктиром изображена свернутая варочная камера 21 с поднятыми поводками 13 и 14 в положении для загрузкн заготовки. Для фиксации верхнего борта заготовки 22 ноставлено устройство фиксации 23 борта. На диске 24 по окружности его расположены подпружиненные ленестки 25, которые фиксируют верхний борт заготовки (см. изображение фиксации борта пунктиром). На диске 24 но окрул ности его расположены подпружиненные лепестки 25, которые фиксируют верхний борт заготовки (см. изображение фиксации борта нунктиром). Диск 24 закреплен на поднружиненном штоке устройства фиксации борта.
При формовании в камеру 26, возникающей из внутренней полости заготовки 22, снизу закрытой нижней паровой камерой с нижней полуформой 8, а сверху - бортовым диском 6, подается слсатый воздух через трубопровод 27. После формования вулканизация покрышки 28 нроисходит в закрытых (сомкнутых) полуформах 2 и 8.
Работа форматора-вулканизатора осуществляется следующим образом.
Форматор-вулканизатор находится в положении для загрузки нижних нолуформ заготовками 22. В этом положении траверса приподнята и отведена относительно нижних полуформ. Диск 24 с раслсатыми лепестками 25 находится в верхнем положении, выдвинутый подпружиненным штоком механизма фиксации. Варочная камера сложена (свернута) и также находится в верхнем положении (см. изображение варочной камеры 21 пунктиром). Стержень 16 повернут вместе с приподнятым поводком 13. Патрон-загрузчик цилиндрической формы вместе с заготовкой 22 принудительно опускает ее на нижнюю полуформу 8. При опускании вниз нижняя часть цилиндрического натрона-загрузчика сжимает подпружиненные лепестки 25 и проводит через них нижний борт заготовки. После выхода патрона-загрузчика из заготовки и поджатых им лепестков последние разводятся и подпирают снизу верхний борт заготовки, центрируя его относительно оси верхней полуформы. Затем подводится и опускается траверса /. Бортовой диск, опускаясь вместе с траверсой, набегает на подпирающие верхний борт заготовки лепестки 25 и отводит их от верхнего борта заготовки 22, а своим бортовым пояском входит в верхний борт этой заготовки, образуя воздущную камеру 26.
Диск 24 ирил имается подпружиненным щтоком к нижней плоскости бортового диска 6, в котором находятся также и сведенные им лепестки. В это время подается в камеру 26 сжатый воздух, который плотно прижимает борта заготовки к полуформе S и к бортовому диску 6. После этого цилиндром
формования при возвратно-поступательном движении щтока 5 с бортовым диском 6 начинается формование заготовки 22 с одновременным онусканием верхней полуформы. При формовании стержень 16 с поводком 13 раскладывает (раскручивает) варочную камеру по внутреннему диаметру формующейся заготовки. Верхние концы поводков 13 и 14 вместе с концами разъема варочной камеры опускаются и в конце формования укладывают
улсе несколько поддутую варочную камеру по сформованной заготовке так, что бы концы разъема варочной камеры сомкнулись.
После формования заготовки (покрыщки 28} замыкаются полуформы 2 и 8 и в варочную камеру подаются теплоносители.
После вулканизации покрышки 28 спускается давление из варочной камеры, открываются полуформы и траверсой 1 поднимается верхняя полуформа 2 с вулканизованной покрышкой (так как верхняя полуформа имеет больше площади сцепления с вулканизованной покрыщкой, чем полуформа, то покрышка остается в верхней). Поводки 13 и 14, вращаясь на месте в осях 15 от подъема
с вулканизованной покрышкой, начинают ноочередно вытягивать из покрышки варочную камеру. Поводок 13 вынимает свой конец варочной камеры, начинает постепенно ее закручивать вокруг подпрул иненного штока механизма фиксации 23, который ноднимается за диском 24 до определенной высоты. Поводок 13 вращается стерл нем 16. Варочная камера после выемки ее из свулканизованной покрыщки оказывается уже свернутой в положение для загрузки очередной заготовки.
Поднятая верхняя полуформа вместе с свулканизованной покрышкой отводится траверсой 1. В этом полол ении шток 5 цилиндра формования опускается вниз, давит бортовым
диском 6 на верхний борт свулканизованной покрыщки и вырывает ее из верхней нолуформы 2 на отборочный транспортер.
Дальнейший процесс вулканизации повторяется.
Предмет изобретения
Форматор-вулканизатор для автопокрышек,
60 включающий полуформы с механизмами их
относительного перемещения и формования, ния выполнен в виде радиально-разъемной варочной камеры, каждый из концов которой с помощью поводков связан соответственно с установленными концентрично с прессформои неподвижным и поворотным относительно ее оси кривошипами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Диафрагменный узел для формования и вулканизации покрышек | 1970 |
|
SU448685A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1973 |
|
SU386492A1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1039732A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Способ изготовления покрышек пневматических шин | 1991 |
|
SU1812128A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
/ //А
е « |-г t
74
-27
Vfl
