1
Изобретение относится к инструментам для шлифования строительных материалов, преимущественно, из природного камня.
Известны планетарные шлифовальные го- ловки, выполненные в виде установленного в корпусе на приводном валу водила, несущего сателлиты, находящиеся в зацеплении с солнечным колесом. Сателлиты связаны с абразивными инструментами, передавая им вращение. Инструменты установлены на осях смонтированных в водиле l либо на концах рычагов, оси качания которых установлены на водиле 2..
В таких головках в переносном движении все абразивные инструменты движутся по одной и той же траектории, являющейся окружностью. Ввиду совпадения траекторий всех образивных инструментов они не могут иметь различные характеристики, обеспечивающие выполнение различных операций обработки: грубого, получистового, чистового шлифования и полирования, - так как инструмент для первой операции будет нарушать поверхность, обработанную инструментами 2-4 операций. Кроме того, в описанных
2
ro.ioBKax не;1ьзя регулировать уск.чие прижима каждого в отдельности абразивного элемента к обрабатываемой поверх 1ости в процессе работы.
Целью изобретения - раси ирение технологических воз Ок костей ;;зБестньтх головок, т.е. обеспечение Возмо1«:кости оцновременного выполнения нескольких рпераций обработки; грубого, тюлучистового. чистового ji.niiфования и полировашм:.
Достт аетсп это тем, что рычаги, на которых установлены оси шлифовальных инструментов, выполнекь цвутт.1ечими, вторые плечи которых взаимодействуют с замкнугымы направляюшим ;, выполненкьпли в плаке отл- чными от окружности. На этих аггразаяюних ь необхойимых местах установлены концевые цатчики, управляющие работой приводов подъема и опускания осей шлнфовальных инструментов.
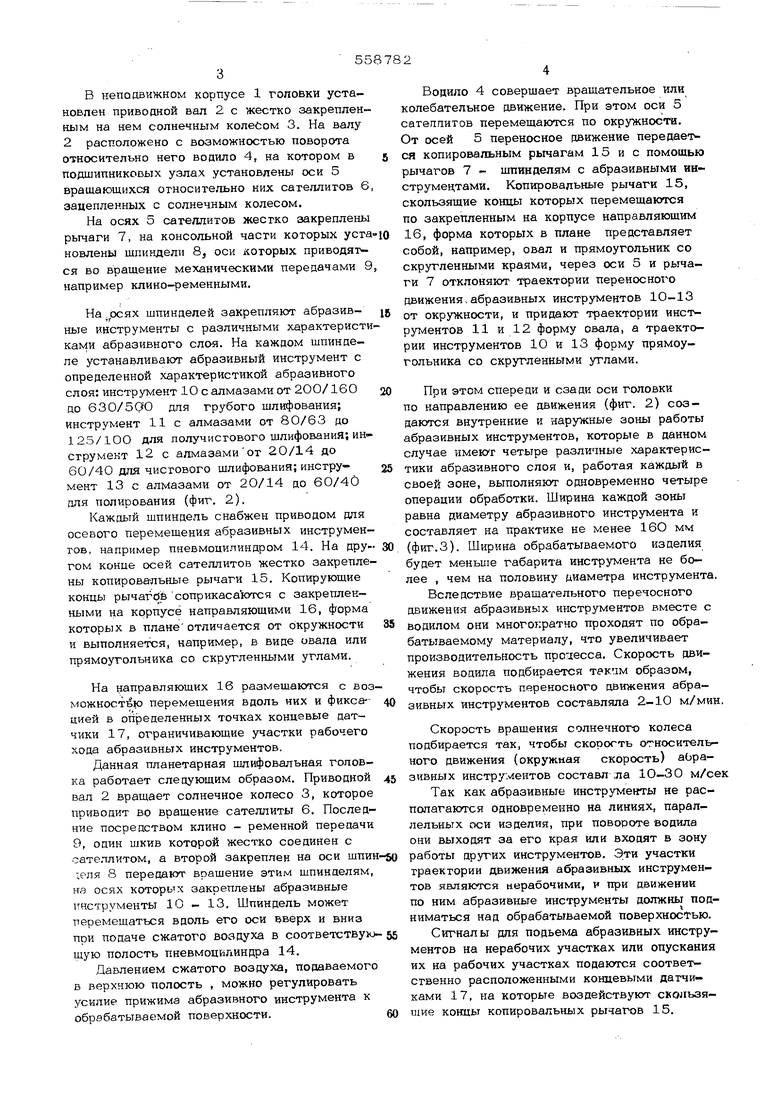
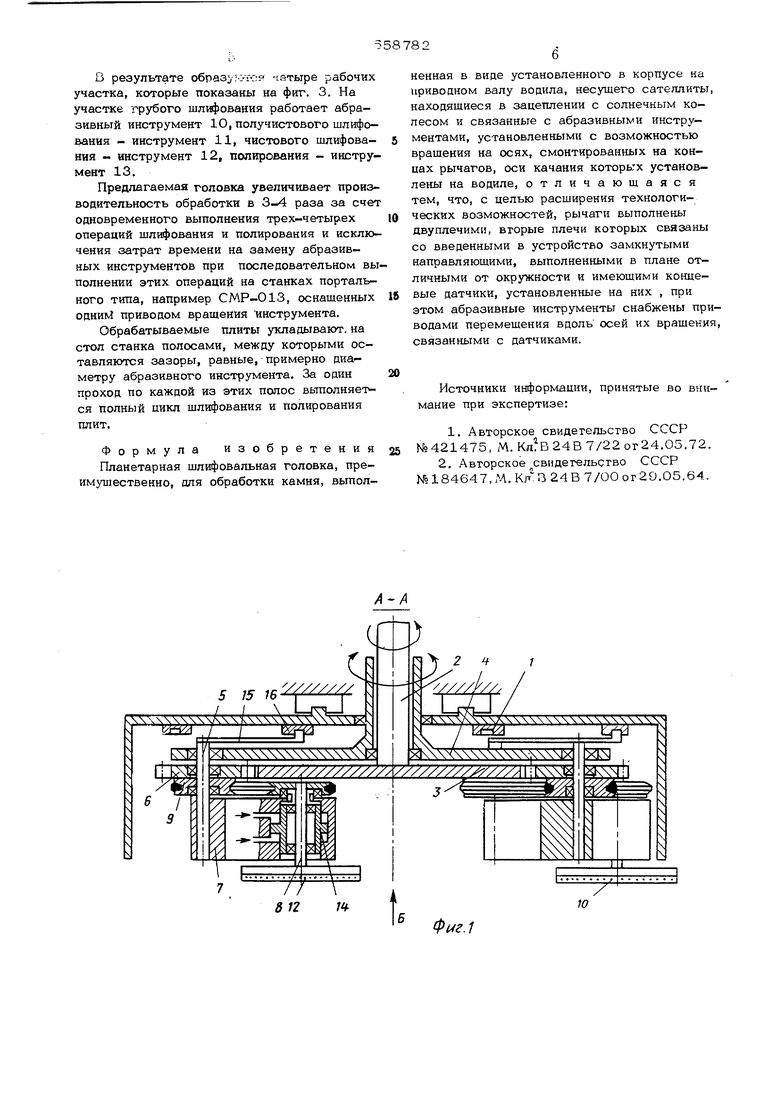
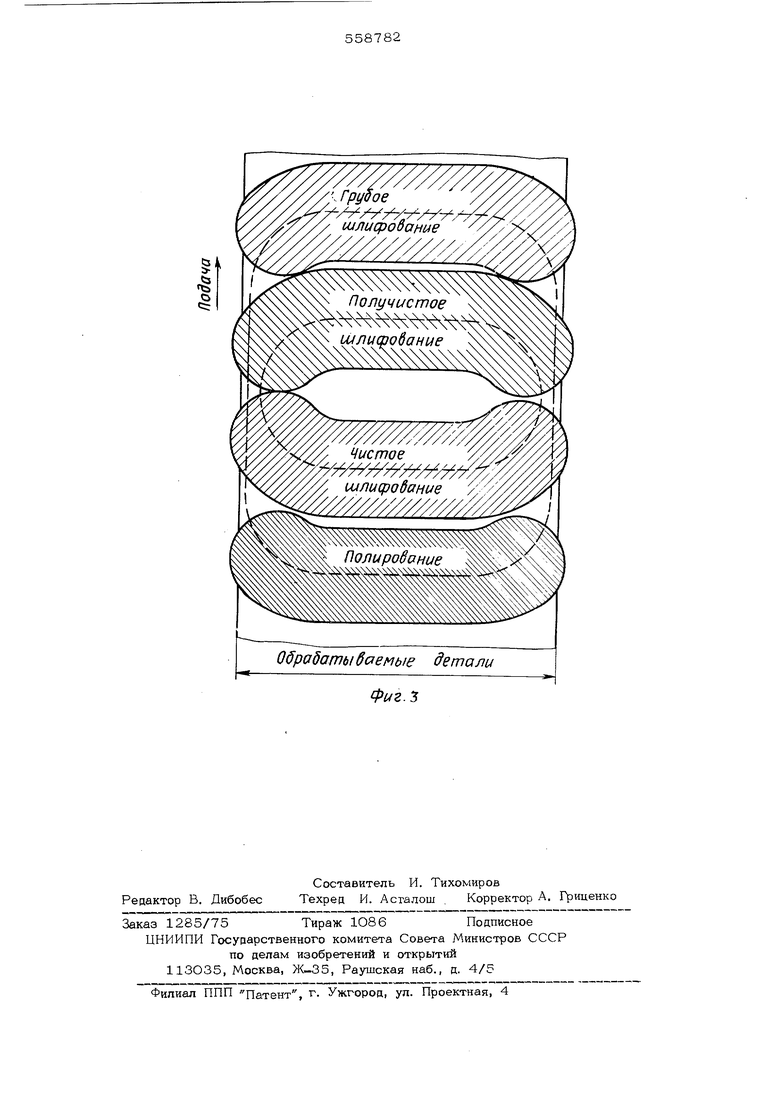
На фиг. 1 изображена описываемая головка (разрез А-А на фиг. 2); на фиг. 2 - вид по стрелке Б на фиг. 1; на фиг. 3 - рабочие участки соотвегсгву.юших инструментов.
В неподвижном корпусе 1 головки установлен приводной вал 2 с жестко закрепленным на нем солнечным колесом 3. На валу 2 расположено с возможностью поворота относительно него водило 4, на котором в подшипниковых узлах установлены оси 5 вращающихся огносигельно них сателлитов 6 зацепленных с солнечным колесом.
На осях 5 сателлитов жестко закреплены рычаги 7, на консольной части которых уста новлены шпиндели 8, оси которых приводятся во вращение механическими передачами 9 например клино-ременными.
шпинделей закрепляют абразивные инструменты с различными характеристиками абразивного слоя. На каждом шпинделе устанавливают абразивный инструмент с определенной характеристикой абразивного слоя: инструмент 1О с алмазами от 2ОО/160 до 630/5QO для грубого шлифования; инструмент 11с алмазами от 80/63 до 125/1QO для получисгового шлифования; инструмент 12 с алмазамиот 20/14 до 60/40 для чистового шлифования; инструмент 13 с алмазами от 20/14 до 60/40 ОЛЯ полирования (фиг. 2).
Каждый шпиндель снабжен приводом для осевого перемешения абразивных инструментов, например пневмоцилиндром 14. На другом коние осей сателлитов жестко закреплены копировальные рычаги 15. Копирующие концы рычагов соприкасаются с закрепленными на корпусе направляющими 16, форма которых в плане отличается от окружности и выполняется, например, в виде овала или прямоугольника со скругленными углами.
На направляющих 16 размещаются с воз можностёю перемещения вдоль них и фикса-цией в определенных точках концевые датчики 17, ограничивающие участки рабочего хода абразивных инструментов.
Данная планетарная пшифовальная головка работает следующим образом. Приводной вал 2 вращает солнечное колесо 3, которое приводит во вращение сателлиты 6. Последние посредством клино - ременной передачи 9, один шкив которой жестко соединен с :;ателлитом, а второй закреплен на оси шпин-50 ;еля 8 передают врашение этим шпинделям, на осях которых закреплены абразивные ;тнструменты 10 - 13. Шпиндель может перемешаться вдоль его оси вверх и вниз при подаче сжатого воздуха в соответствузо- 55 щую полость пневмоцкпиндра 14. Давлением сжатого воздуха, подаваемого в верхнюю полость , можно регулировать усилие прижима абразивного инструмента к обрабатываемой поверхности.
Водило 4 совершает вращательное или колебательное движение. При этом оси 5 сателлитов перемещаются по окружности. От осей 5 переносное движение передается копировальным рычагам 15 и с помощью рычагов 7 - щпинделям с абразивными инструментами. Копировальнью рычаги 15, скользящие концы которых перемещаются по закрепленным на корпусе направляющим 16, форма которых в плане представляет собой, например, овал и прямоугольник со скругленными краями, через оси 5 и рычаги 7 отклоняют траектории переносного движения,абразивных инструментов 10-13 от окружности, и придают траектории инстpyivieHTOB 11 и 12 форму овала, а траектории инструментов 10 и 13 форму прямоугольника со скругленными углами.
При этом спереди и сзади оси головки по направлению ее движения (фиг. 2) создаются внутренние и наружные зоны работы абразивных инструментов, которые в данном случае имеют четыре различные характеристики абразивного слоя и, работая каждый в своей зоне, выполняют одновременно четыре операции обработки. Ширина каждой зоны равна диаметру абразивного инструмента и составляет на практике не менее 16О мм (фиг.З). Ширина обрабатываемого изделия будет меньше габарита инструмента не более , чем на половину диаметра инструмент
Вследствие вращательного перечосного движения абразивных инструментов вместе с водилом они многотфатно проходят по обрабатываемому материалу, что увеличивает производительность процесса. Скорость движения водила подбирается таким образом, чтобы скорость переносного движения абразивных инструментов составляла 2-10 м/ми
Скорость вращения солнечного колеса подбирается так, чтобы скорость относительного движения (окружная скорость) аЬразивных инструментов составл ла 10-30 м/с
Так как абразивные инструменты не располагаются одновременно на линиях, параллельных оси изделия, при повороте водила они выходят за его края или входят в зону 60 работы других инструментов. Эти участки траектории движения абразивных инструментов являются нерабочими, и при движении по ним абразивные инструменты должны подниматься над обрабатываемой поверхностью. Сигналы для подьема абразивных инструментов на нерабочих участках или опускания их на рабочих участках подаются соответственно расположенными концевыми датчиками 17, на которые воздействуют скользящие концы копировальных рычагов 15.
i- результате образут-угоя четыре рабочих участка, которые показаны на фиг. 3. На участке грубого шлифования работает абразивный инструмент 10, пол у чистового шлифования - инструмент 11, чистового шлифования - инструмент 12, полирования - инструмент 13.
Предлагаемая головка увеличивает производительность обработки в 3-4 раза за счет одновременного выполнения трех-четырех операций шли|)ования и полирования и исключения затрат времени на замену абразивных инструментов при последовательном выполнении этих операций на станках портального типа, например СМР-013, оснашенных одним приводом вращения инструмента.
Обрабатываемые плиты укладывают, на стол станка полосами, между которыми оставляются зазоры, равные, примерно диаметру абразивного инструмента. За один проход по каждой из этих полос выполняется полный цикл шлифования и полирования плит.
Формула изобретения Планетарная шлифовальная головка, преимущественно, ОЛЯ обработки камня, выполненная в виде установленного в корпусе на приводном валу водила, несущего сателлиты, находящиеся в зацеплении с солнечным колесом и связанные с абразивными инструментами, установленными с возможностью вращения на осях, смонтированных на концах рычагов, оси качания которых установлены на водиле, отличающаяся тем, что, с целью расширения технологических возможностей, рычаги выполнены двуплечими, вторые плечи которых связаны со введенными в устройство замкнутыми направляющими, выполненными в плане отличными от окружности и имеющими концевые датчики, установленные на них , при этом абразивные инструменты снабжены приводами перемещения вдоль осей их вращения связанными с датчиками.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР 25 №421475, М. 24В 7/22 от24.05.72.
2. Авторское свидетельство СССР NO 184647,.Н.Кя1324 В 7/00 от 29.05.64.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| Способ шлифования | 1985 |
|
SU1274906A2 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Шлифовальная головка для обработки камня | 1976 |
|
SU623715A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2148488C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
,2 П Фиг.1
5w Б
Фиг.2
