1
Изобретение относится к переработке пластмасс в изделия, и в частности, к конструированию оснастки для изделий с арматурой,
Известна литьевая форма для изготовления изделий с арматурой, Ьодержащая верхнюю и нижнюю полуформы н литниковую систему l.
Heдocтaтo известной формы в том, что необходимы дополнительные надежные средства фиксации арматуры, чтобы в процессе прессования арматуру ие смывало течением пластмассы.
Наиболее близким техническим решением является литьевая форма, для изготовления изделий с арматурой, содержащая верхнюю и нижнюю полуформы и литниковую систему, включающую центральный канал, основной разводящий и перпендикулярно расположенные ему дополнительные разводяшие каналы и впускные каналы 2.
В литьевой форме такой конструкции направление поступления термопласта в ценрральный канал совпадает с направлением впрыска его в формующую полость. Это MO-I жет привести к продольному смещению арматуры и ее поцеречной геформещни в зоне при высоких скоростях впрыска.
Цель изобретения - повыщение качества изделий.
Это достигается тем, что дополнитель ные развод$Ш1ие каналы выполнены из цилиндрической части, соедин енной с основным разводящим каналом, и конусной части, соединенной меньшим основанием с цилиндрической Частью, а большим основаниемс впускным каналом. Кроме того впускные каналы могут быть расположены в плоскост разъема формы и выполнены прямоугольными, а глубина каналов в верхней поп форме выполнена не более глубины каналов в нижней полуформе, диаметры цилиндричесчих частей дополнительных разводящих каналов могут быть выполнены возрастающими по мере удаления от центрального канала.
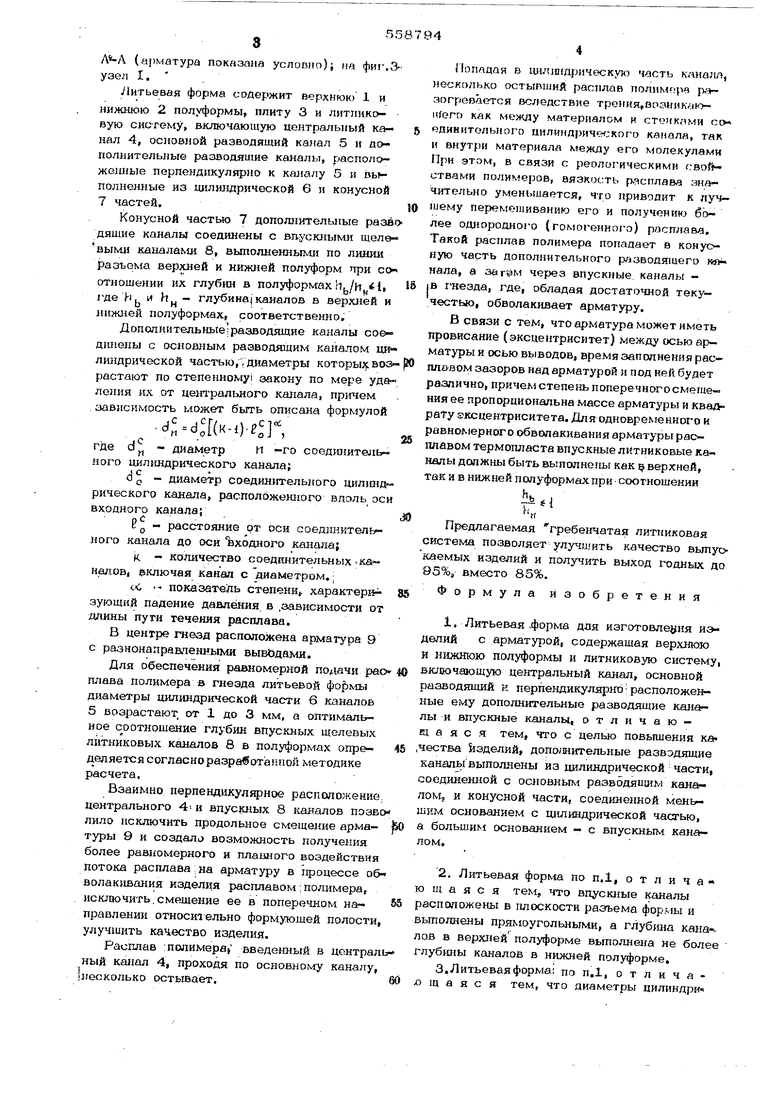
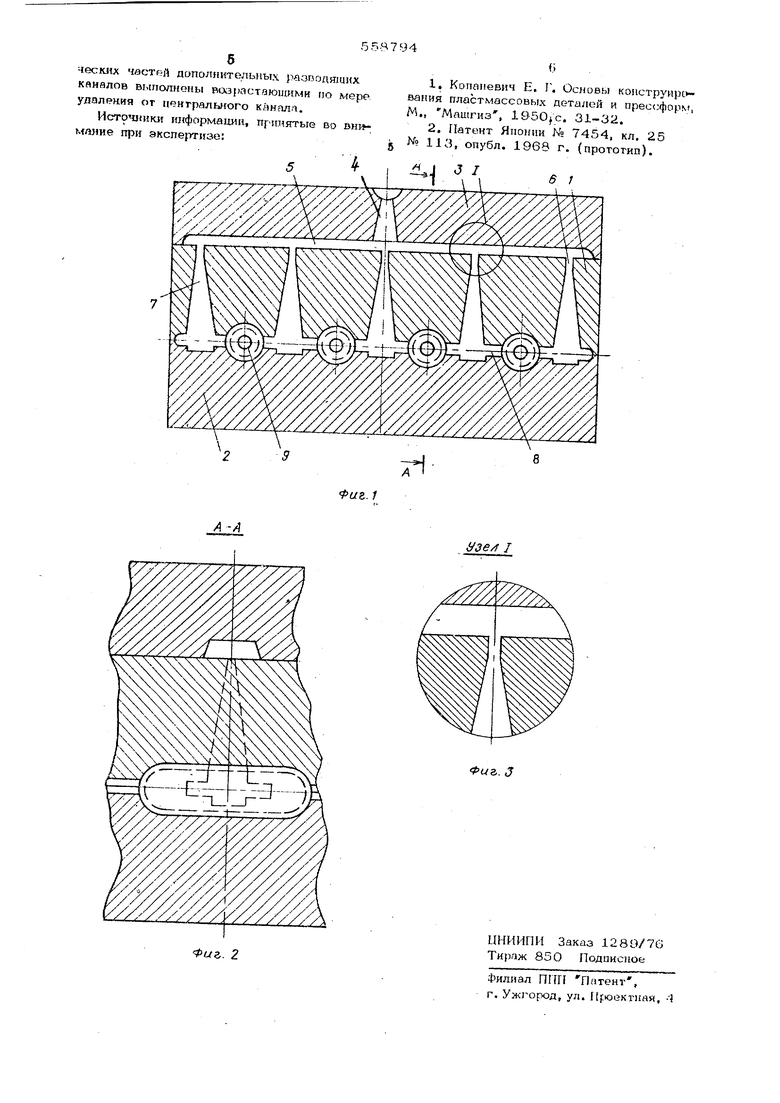
На фиг. 1 показана предлагаемая консг{рукция, раиреэ; на фиг. 2 - дано сечение (а})матура показана условно); на фиг .З узел I. . Литьевая форма содержит верхнюю 1 и нижнюю 2 полуформы, плиту 3 и литниковую сиегему, включающую центральный канал 4, основной разводящий канал 5 н дополнительные разводящие калальт, распол1 жедшые перпендпкул{фно к кшшлу 5 и кыполненные из щшиндрической 6 и конусной 7 частей. Конусной частью 7 дополнительные развс дящие каналы соединены с впусю1ыми щелевымл каналами 8, выполненны ш по линии разъема верхней и нижней полуформ при оси отношении их глубин в полуформах ,1| верхней и h - глубина) каналов в где |( и нижней полуформах, соответственно, Дополннтелькые разводяшие каналы со&динены с основным разводящим каналом ида линдрической частью,Тдиаметры которых возрастают по степенному закону по мере удале} ия их от цешрального канала, причем зависимость может быть описана формулой c.(K-i)-p, где d - диаметр и -го соедгаштель ного цил1шдрического канала; d - диаметр соединительного Щ1ЛШ1Д рического канала, расположенного вдоль оси входного канала; . р расстояние от оси соедннительного канала до оси Ъходного канала; К. - количество с ОВДИИ ител ьн ых налов, рключая канал с диаметром,; , - показатель степени, характер зующий падение давления в .зависимости от длины пути течения расплава. В центре гнезд расположена арматура 9 с разнонаправленными выводами. Для обеспечения равномерной подачи рао плава полимера в гнезда литьевой фо|)мы диаметры цилиндрической части 6 каналов 5 возрастают, от 1 до 3 мм, а оптимальное с оотношение глубин впускных щелевых литниковых каналов 8 в полуформах опре- деляется согласно pa3pa®OTiaH iofi методике расчета. Взаимно перпендикулжгрное расположение центрального 4-. и впускных 8 каналов позв лило исключить продольное смещение арматуры 9 и создала возможность получения более равномерного и плавного воздействия потока расплава;на арматуру в процессе об волакивания изделия расплавом; полимера, исключить,смещение ее в поперечном направлении относи1ельно формующей полости улучшить качество изделия. Расплав ;пoлимepa введенный в централ ный канал 4, проходя по основному каналу, Несколько остывает. Попадая в шупншрическунэ часть клналл, несколько остывший расплав полимере разогревается вследствие TpeHHHfBfaHMKr.iHTи/егг) как между материалом н со вдинитольного цилиндрического канала, так И внутри материала между его молекулами При этом, в связи с реологическими свойствами полимеров, вязкость расплава значительно уменьшается, что приводит к лучшему перемешиванию его и получению болев однородного (гомогенного) расплава. Такой расплав полимера попадает в конусную часть дополнительного разводшиего кл нала, а затем через впускные, каналы - jB гнезда, где, обладая достаточной текз честью, обволакивает арматуру. В связи с тем, что арматура может иметь провисание (эксцентриситет) между осью арматуры и осью выводов, время заполнения распл&вом зазоров над арматурой и под ней будет различно, причем степень поперечного смешения ее пропорциональна массе арматуры и квадрату эксцентриситета. Для одноврелгениого к равномерного обволакивания арматуры расплавом термопласта впускные литниковые каналы должны быть выполнены как щ верхней, так и в нижней полуформах при соотношении Предлагаемая гребе1Р1атая литниковая система позволяет улучшить качество вьшуо каемых изделий и получить выход годных до 85%, вместо 85%. р е т е н и я ормула из 1. Литьевая -форма для изготовления изделий с арматурой, содержащая верхнюю и нижнюю полуформы и литниковую систему, включающую центральный канал, основной развод5шшй и перпендикулярно расположенные ему дополнительные разводящие каналы и впускные каналы, отличающаяся тем, что с целью повьпнения ка,честБа изделий, допоиительные развэдяащие каналь выполнены из цилиндрической части, соединенной с основны { разводящим каналом, и конусной части, соединенной меньШ51М основанием с цилиндрической частью, а большим основанием - с впускным каналом. 2, Литьевая форма по п.1, отличающаяся тем, что впускные каналы расположены в плоскости разъема формы и вьшолнены прямоугольными, а глубина кана- лов в верхней полуформе выполнена не более глубш1Ы каналов в нижней полуформе, 3, Литьевая форма; по п.1, о т л и ч а лщаяся тем, что диаметры цилиндри
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| Литьевая форма | 1979 |
|
SU852593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма | 1980 |
|
SU982278A1 |
