(54) СТЕКЛОСМАЗКА ДЛЯ ИГЛЫ
ПРИ ГОРЯЧЕМ ПРЕССОВАНИИ ТРУБ И ПОЛЫХ ПРОФИЛЕЙ
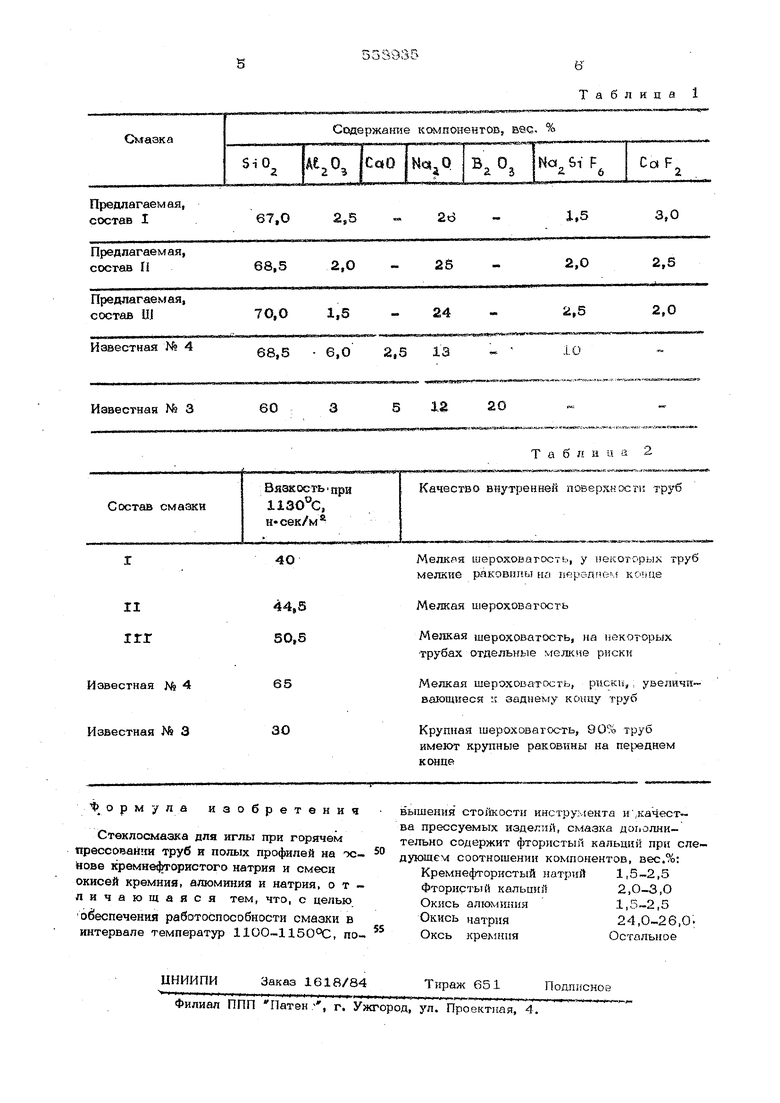
2 неудовлетворительно; наблюдаются крупная шероховатость, раковины и т.п. Известна,, наконец, стеклосмазка (известная № 4), содержащая смесь бкисей.кремния, алюминия, натрия и кремнефтористый натрий при следующем соотношении всех входящих в нее компонентов, вес,%: feiOli 60-76; 4-8; СаР NoijS-i Fg 8-12. Ута смазка применяется при горячем прессовании труб в интервале температур 115О-1200°С на горизонтальных трубопрофильных прессах. Она имеет хорошую смачивающую способность, обладает оптимальной вязкостью |НСек/м в указанном температурном интервале и обеспечивает получение качественной внутренней поверхности труб. Однако в настошдее время с целью повышенна механических свойств труб горяч прассование. производят.при более низких тем пературах - 1100-1150°С. Вязкость известной смазки № 4 при этих температура повышается, в результате чего на внутренней поверхности выпрессоеанных труб (в особеннсюти тонкостенных) появляются риски, глубина которых увеличивается с уменьшением темп атуры нагрева. Одновременно уменьшается стойкость игл. Целью изобретения является разработка состава стеклосмг.зки для иглы при горячем прессовйнии труб и полых профилей, обёс печивающей повышение стойкости инструмента и качества прессуемых изделий бла годаря хорошей смачивающей способности и оптимальной вязкости в температурном интервале 11ОО-115О°С, Для достижения поставленной цели пред лагается в стеклосмазку)содержащую крем нефтористый натрий и смесь окисей кремн алюминия и натрия, дополнительно вводить фтористый кальций при следующем соотношении компонентоЕГ, вес.%; Кремнефтористый натрий1,5-2,5 Фтористый кальций2,О-3,0 Окись алюминия1,5-2,5 Окись натрия ., 24,0-26,0 Окись кремнитОстальное Приведенные состааы и соотношение компонентов стеклосмазки позволяют получить конкретные составы смазки с опти мальной вязкостью 40-5О н-сек/м в те пературном интервале 1100-1150°С. Стеклосмазку предлагаемого состава синтезируют при температуре 13ОО-1350° из смеси песка, каолина, соды, кремнефто того натрия и плавикового шпата. Получен ый расплав дегазгфуют, гранулируют в воу, высушнва от и измельчают до крупности астиц 0,1-0,4 мк4. Температура начала размягчения стекла 30-550°С, плотность 2.,40-2,45 г/см Испытания предлагаемой и известных мазок проводили при прессовании труб разером 76544,5 мм из нержавеющей стали 2Х18Н1ОТ на горизонтальном гидравлиеском прессе усилием 315О т из втулки иаметром 190 мм (коэффициент вытяжки - ), Температура нагрева заготоок ИЗО с Порошок стекла в количестве коло 4р г подавали во вращающ аося заотовку еред подачей её в пресс. Испытаниям были подвергнуты стеклосмас и, конкретные составы которых приведены табл. 1. Данные о вязкости испытанныхf смазок качестве полученных при их использоваии труб приведены в табл 2. Из данных табл. 2 следует, что предлагаемая стеклосмазка обеспечивает nonj4eНйе удовлетворительного качества внутренней поверхности труб. Износа иглы в процессе испытаний не наблюдалось. Одна ко стеклосмазки с граничным содер санием компонентов при вязкости менее 40 и сек/м (состав I) склонны к образованшо раковин, а при вязкости более 50 Нсек/м (состав Ш) « рисок на внутренней поверхности труб. Спедовательно, .указанные для предлагаемой смазки граничные значения содержания компонентов являются предельно допустимыми. При .использованш известной смазки № 4 (с повышенной вязкостью) на внутренней поверхности труб наблюдались риски, глубина и количество которых увеличивались ;К задним концам труб. Одновременно наблюдался повышенный износ игл. При испо шзовании известной смазки № 3(с низкой вязкостью) на передних концах труб наблюдались глубокие раковины, увеличивалась и общая шероховатость внутренней поверхности труб Наличие дефектов на трубах при использованми известных стеклосмазок приводило к повышению количества отходов и процента брака, Таким образом, применение стеклосмазки предлагаемого состава способствует повышению стойкости прессового инстру лента и качества внутренней поверхности прессованных изделий лрк температурах прессования 1100-1150°С.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU350813A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ МАРОК СТАЛИ | 2024 |
|
RU2837055C1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| Стеклосмазка для горячей обработки металлов давлением | 1990 |
|
SU1761778A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
