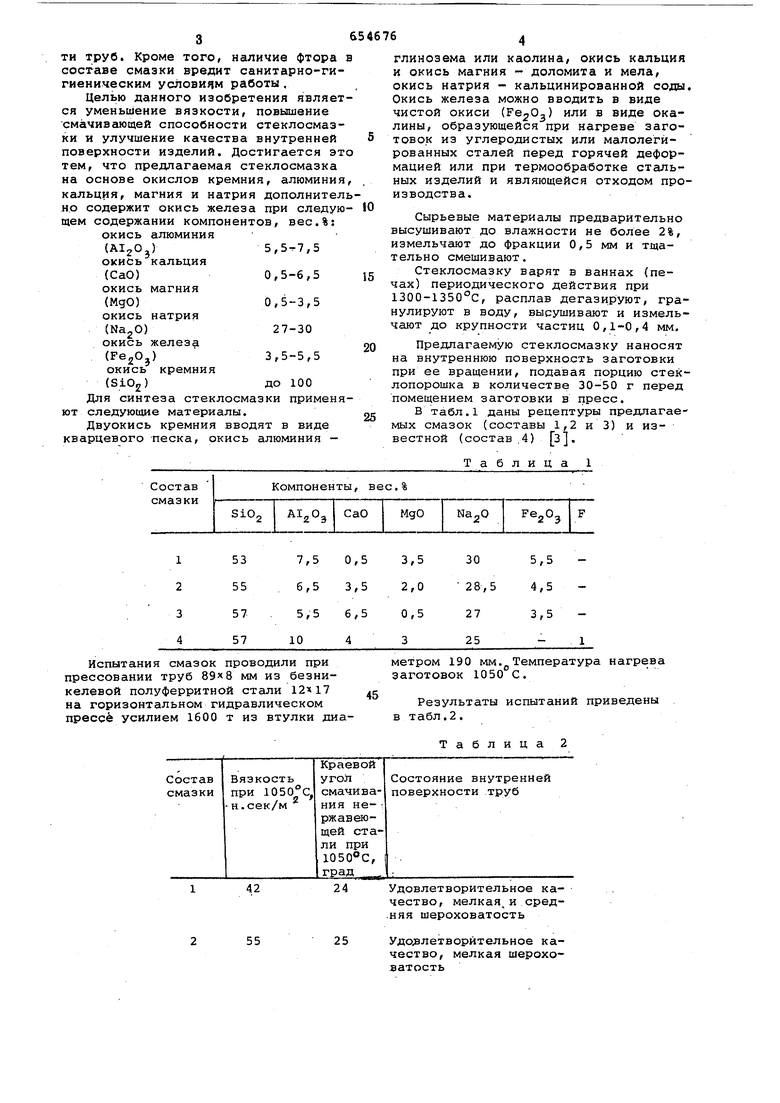
Изобретение относится к области горячего прессования металлов, в частности, к стеклосмазке для иглы горизонтальных гидравлических прессов при горячем прессовании полых изделий, например труб из различных сталей и сплавов, в температурном интервале lOOO-llOO C. Применение эффективных технологи ческих смазок для иглы при производ стве полых горячепрессованных изделий повышает стойкость прессового инструмента и улучшает качество вну ренней поверхности. В настоящее время в качестве сма ки для иглы при прессовании на гори зонтальных прессах применяют стекла различных составов, которые задают в виде Порошка внутрь нагретой гиль зы перед подачей ее в пресс. Известно применение для смазки иглы стекла типа оконного на основе окислов кремния, кальция,магния и натрия ij. Недостатком этой стеклосмаэки яв ляется ее высокая вязкость в температурном интервале 1000-1100 €(60лее 200 н.сек/л, вследствие чего она практически ведет себя как абразив, выводит из строя инструмен и резко ухудшает качество внутренней поверхности труб. Известна стеклосмазка для горяче.го прессования металлов на основе окислов кремния, алюминия,кальция и натрия состава, вес.%: SiOg 60-76; А1„Оз 4-8; СаО 1-5; Na О+К-О 11-15; Na2SiFg 8-12 2. Однако из-за высокой вязкости (более 100 н.сек/м при 1000-1 ) этой смазки страдает качество внуг-. ренней поверхности труб (риски) и повышается износ игл. Кроме того, смазка ухудшает санитарно-гигиенические условия работы из-за выделения фтористых соединений в атмосферу. Наиболее близкой по составу ингредиентов к предлагаемой является стеклосмазка на основе окислов кремния, алюминия, кальция и натрия состава, вес.%: SiOg 52-60; AtyO- S-l ; СаО 3-7; NajO 23-35; F 0-2, в которой допускается замена окиси кальция окисью магния в количестве 0,6% З. Указанная смазка имеет также высокую вязкость при lOOO-llOO C и низкую смачивающую способность по отношению к нагретому металлу,, вследствие чего повышается износ инструмента и ухудшается качество внутренней поверхности труб. Кроме того, наличие фтора составе смазки вредит санитарно-гигиеническим условиям работы , Целью данного изобретения являет ся уменьшение вязкости, повышение смачивающей способности стеклосмазки и улучшение качества внутренней поверхности изделий. Достигается эт тем, что предлагаемая стеклосмазка на основе окислов кремния, алюминия кальция, магния и натрия дополнител но содержит окись железа при следую щем содержании компонентов, вес.%: окись алюминия () 5,5-7,5 окись кальция 0,5-6,5 окись магния 0,5-3,5 окись натрия окись железа (FegOj) 3,5-5,5 окись кремния (SiOg)до 100 Для синтеза стеклосмазки применя ют следующие материалы. Двуокись кремния вводят в виде кварцевого песка, окись алюминия глинозема или каолина, окись кальция и окись магния - доломита и мела, окись натрия - кальцинированной соды. Окись железа можно вводить в виде чистой окиси (Fe202) или в виде окалины, образующейся при нагреве заготовок из углеродистых или малолегйрованных сталей перед горячей деформацией или при термообработке стальных изделий и являющейся отходом производства. Сырьевые материалы предварительно высушивают до влажности не более 2%, измельчают до фракции О,5 мм и тщательно смешивают. Стеклосмазку варят в ваннах (печах) периодического действия при 1300-1350с, расплав дегазируют, гранулируют в воду, высушивают и измельчают до крупности частиц 0,1-0,4 мм. Предлагаемую стеклосмазку наносят на внутреннюю поверхность заготовки при ее вращении, подавая порцию стеклопорошка в количестве 30-50 г перед помещением заготовки в пресс. В табл.1 даны рецептуры предлагаемых смазок (составы 1,2 и 3) и известной (состав .4) з. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU558935A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU350813A1 |
| Стеклосмазка для горячей обработки металлов давлением | 1990 |
|
SU1761778A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
| Стеклосмазка для горячей обработки металлов давлением | 1974 |
|
SU510502A1 |
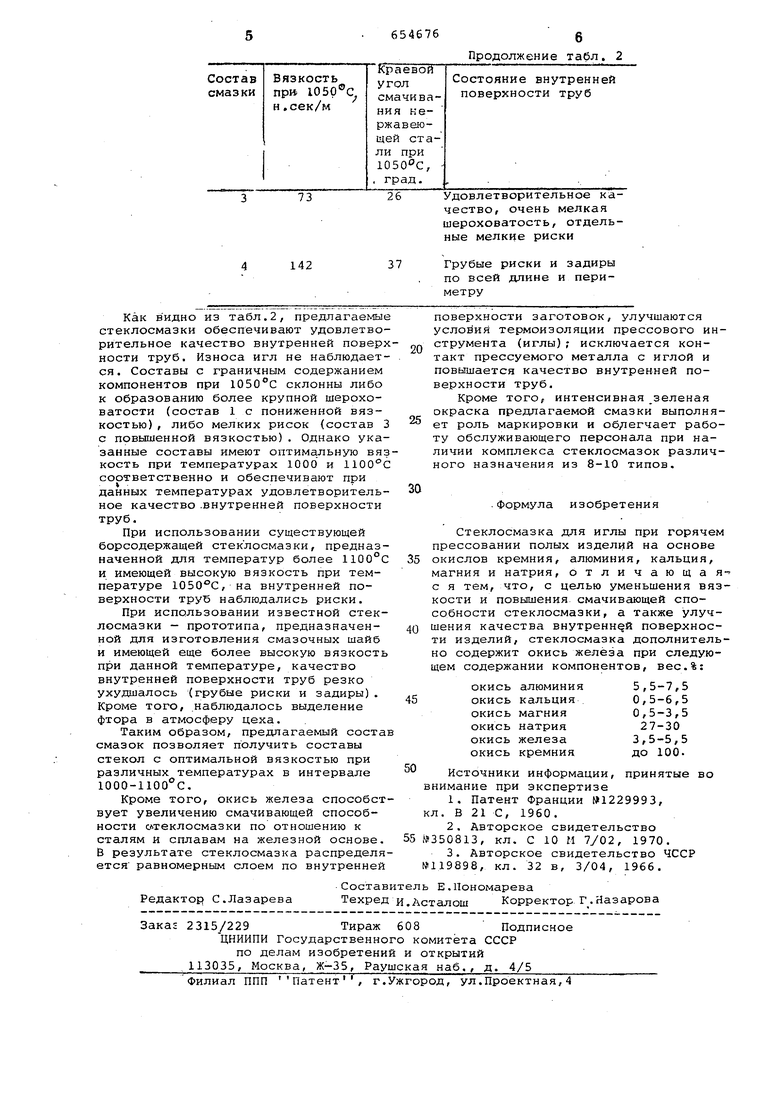
Испытания смазок проводили при прессовании труб мм из безникелевой полуферритной стали 12x17 на горизонтальном гидравлическом прессе усилием 1600 т из втулки диа24Удовлетворительное ка25Удовлетворительное каметром 190 мм.рТемпература нагрева заготовок 1050 С.
Результаты испытаний приведены в табл.2.
Таблица 2 чество, мелкая,и сред.няя шероховатость чество, мелкая шероховатость
