Изобретение относится к области горячего прессования н, в частности, к стеклосмазкам для иглы горизонтальных гидравлических прессов прн прессовании труб и полых профилей из различных сталей и сплавов в темнературном интервале 11UO-1150С.
Применение эффективных технологических смазок для иглы при производстве горячепрессовых полых изделий является обязательным условием для достижения высокой стойкости прессового инструмента и качественной внутренней поверхпости. Это тем более важно, что ремонт внутренней поверхности длинномерных изделий практически неосуществим.
В настоящее время в качестве смазки для иглы при прессовании на горизонтальных прессах применяются стекла различных составов, которые подают в виде порошка фракции до 0,4 мм в полость нагретой заготовки перед подачей ее в пресс.
Известно применение стеклосмазки состава, вес. %: SiOg 70-72; КагО 16-20; СаО 6-8; MgO 3-5 ij, и стеклосмазки состава, вес. %: SiOz 79-81; ВгОз 12-14; 1,5- 2,5; Na20-|-K2O 4-6 2, при прессовании сталей и сплавов в интервале температур 1100-1250°С.
Однако недостатком этих стеклосмазок является их высокая вязкость (150-200 н.сек/мири 1130°С) и низкая смачиваюпдая способность, вследствие чего их антифрикционные свойства в температурном интервале 1100-И50С резко снижаются, увеличивается изиос инструмента и ухудшается качество прессованных изделий.
Известна также стеклосмазка для горячего прессования металлов, содержаш,ая, вес. %: biOa 5U; ВгОз 20; AljOs 3; СаО 5; NajO 12, и
применяемая для иглы при производстве
стальных труб и полых профилей в интервале
температур 1100-1150°С на горизонтальных
трубопрофильных прессах 3J.
Недостатком данной стеклосмазки является
ее низкая вязкость (30 н.сек/м при 1130°С), вследствие чего качество внутренней поверхности прессованных изделий неудовлетворительно - крупная шероховатость, раковины и др.
Известна стеклосмазка па основе смеси окисей кремния, кальция, алюминия и натрия (SiO2, А12Оз, СаО, IN2O) состава, вес. %: biO bO-76; АЬОз 4-8; СаО 1-5; Na2O + K2O 11-1о; iNasSiFg 8-12 4J.
Эта смазка применяется в качестве смазки для иглы при горячем прессовании труб в интервале температур 1150-1200°С на горизонтальных трубопрофильных прессах. Смазка имеет хорошую смачивающую способность,
обладает оптимальной етч| остью 40-50
Таблица I

| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU558935A1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU350813A1 |
| Стеклосмазка для горячей обработки металлов давлением | 1990 |
|
SU1761778A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ МАРОК СТАЛИ | 2024 |
|
RU2837055C1 |
| Стеклосмазка для горячей обработки металлов давлением | 1974 |
|
SU510502A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
н-сек/м в указанном температурном интервале и обеспечивает получение качественной внутренней поверхности труб.
С пелыо повышения механических свойств труб горячее прессование производят прп более низких темнературах 1100-1150°С и указанная смазка из-за высокой вязкости при этих температурах не дает возможности получить качественные трубы.
Внутренняя поверхность выпресованных при этой температуре труб, в особенности тонкостенных, характеризуется наличием рисок, глубина которых увеличивается с уменьшением температуры нагрева. При этом уменьп1ается стойкость игл.
Целью изобретения является разработка стеклосмазки для иглы нри горячем прессовании труб и полых профилей, обладающей наряду с хорошей смачивающей способностью оптимальной вязкостью 40-50 н-сек/м в температурном интервале 1100-IISO C, а также обеспечивающей повышение стойкости инструмента и качество прессуемых изделий. Цель достигается тем, что стеклосмазка на основе SiOa, AlaOs, CaO, NagO дополнительно содержит фтористый кальций (Сар2) при следующем соотнощении компонентов, вес. % АЬОз8,5-9,5
СаО8,5-9,5
ЫагО19,5-22,5
СаРг4,5-5,5
ЗЮгдо 100.
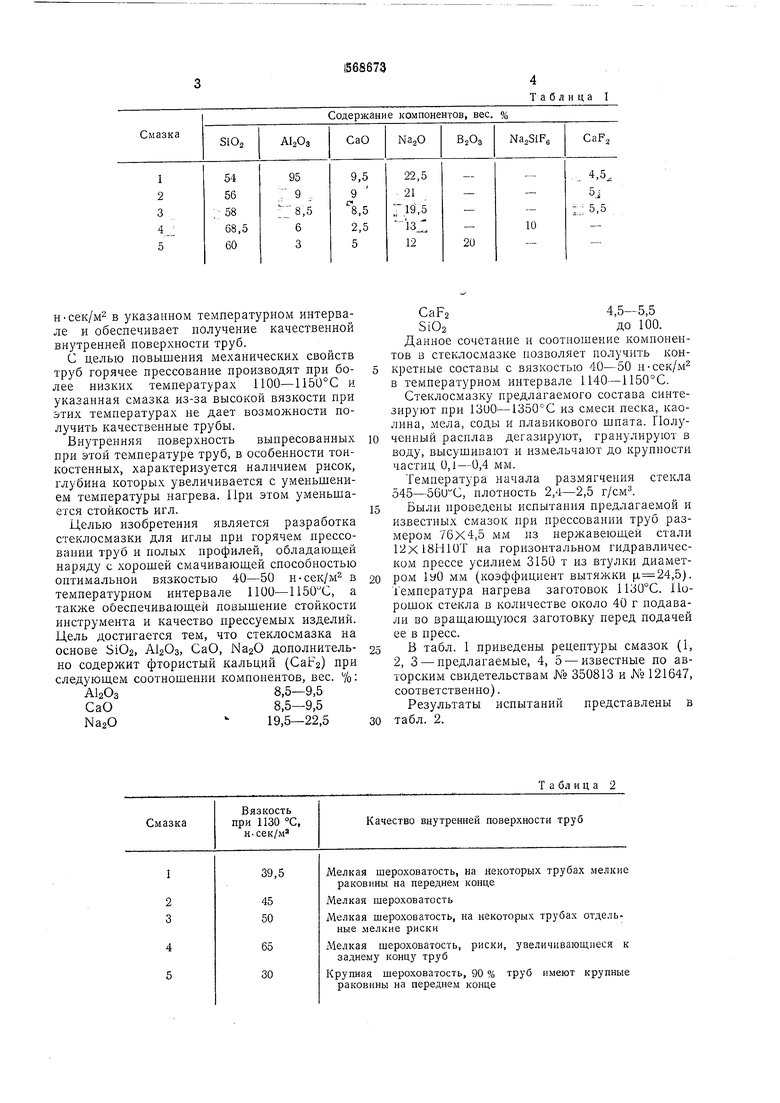
Данное сочетание н соотношение компонентов в стеклосмазке позволяет получить конкретные составы с вязкостью 40-50 н-сек/м в температурном интервале 1140-1150°С.
Стеклосмазку предлагаемого состава синтезируют при 1300-1350°С из смеси песка, каолина, мела, соды и плавикового шпата. Полученный расплав дегазируют, гранулируют в воду, высушивают и измельчают до крунности частиц 0,1-0,4 мм.
Температура начала размягчения стекла 545-560 С, плотность 2,4-2,5 г/см.
Были нроведены испытания предлагаемой и известных смазок при прессовании труб размером 76X4,5 мм из нержавеющей стали 12х18Н10Т на горизонтальном гидравлическом прессе усилием 3150 т из втулки диаметром 1УО мм (коэффициент вытяжки д,24,5). Темнература нагрева заготовок 1130°С. 11орошок стекла в количестве около 40 г нодавали во вращающуюся заготовку перед подачей ее в пресс.
В табл. 1 приведены рецептуры смазок (1, 2,3 - предлагаемые, 4,5 - известные по авторским свидетельствам № 350813 и № 121647, соответственно).
Результаты иснытаний представлены в табл. 2.
Т а бл и ц а 2
Как видно, предлагаемая стеклосмазка обеспечила получение удовлетворнте.г:ьпого качества внутренней поверхностн труб. Износа игл в процессе испытаний не наблюдалось. Однако стеклосмазки с граничным содержанием компонентов при вязкости менее 40 исек/м склонны к образованию раковин, а при вязкости более 50 н-сек/м - рисок на внутренней поверхности труб.
Следовательно, составы с граничным содержанием компонентов являются предельно допустимыми.
В то же время при использовании известiiHx смазок с повышенной вязкостью на внутренней поверхности труб наблюдались риски, глубина и количество которых увеличивались к задним концам труб. При этом наблюдался повышенный износ игл.
При использовании известной смазки с низкой вязкостью па передних концах труб наблюдались глубокие раковины и увеличивалась шероховатость внутренней поверхности.
Наличие дефектов на трубах при использовании известных стеклосмазок приводило к повышению отходов.
Формула изобретения
Стеклосмазка для иглы при горячем прессовании труб и полых профилей на основе смеси окисей кремния, алюминия, кальция и натрия, отличающаяся тем, что, с целью обеспечения работоспособности смазки при 1100-1150°С. повышения стойкости инструме 1та п качества прессуемых изделий, смазка дополнительно содержит фтористый кальций при следующем содержании компонентов, вес. %:
8,5-9,5
Окись алюминия Окись кальция
8,5-9,5
19,5-22,5 Окись натрия
4,5-5,5 Фтористый кальций Окись кремния
до 100.
Источники информации, принятые во внимание при экспертизе
