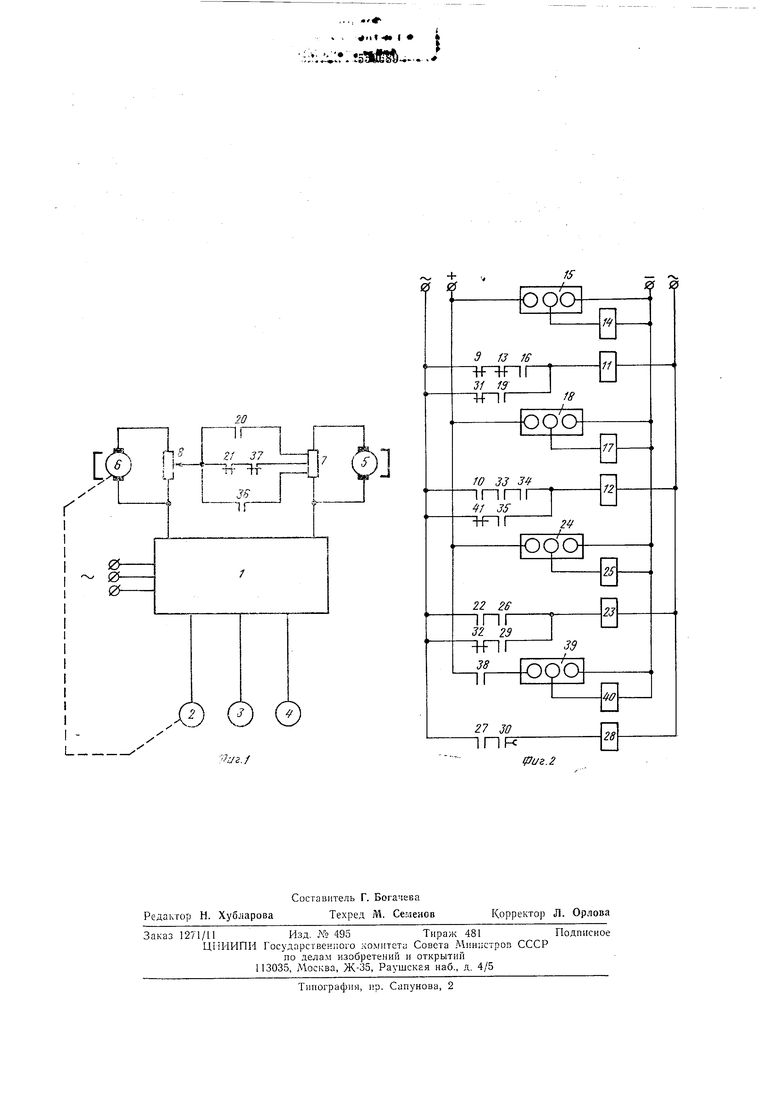
оодству подовых хлебобулочных изделий включает в себя миогодвигательный привод 1 с тиристорным преобразователем напряжения (для электродвигателей постоянного тока) лнбо напряжения и частоты (для электродвигателей переменного тока), от которого получают питание электродвигатели 2, 3, 4 постоянного либо переменного тока тесторазделочного оборудования, требующего регулирования скорости (тестоделителя, промежуточного транспортера, укладчика непрерывного действия и других машин). Скорость тесторазделочного оборудования изменяется пропорционально скорости конвейера печи за счет введения на вход тиристорного преобразователя управляющего сигнала, пропорционального разности нанряжеиий тахогенераторов 5 и 6 приводов конвейера печи и тестоделителя.
В устройстве сравнения скоростей приводов конвейера печи и тестоделителя на выходе тахогенератора 5 привода конвейера печи включен потенциометр 7, который имеет три вывода для стуненчатого изменения коэффициента пропорциональности между скоростью конвейера печи и тестоделителя для режимов ускоренного хода тестоделителя при увеличении числа загружаемых люлек, установившегося замедленного хода тестоделителя при уменьшении числа загружаемых люлек. Встречно iBbiходу потенциометра 7 тахогенератора 5 привода конвейера печи включен выход потенциометра 8, вход которого подключен на выход тахогенератора 6 привода тестоделителя. Потенциометр 8 служит для плавного изменения коэффициента пропорциоцальности скоростей привода и регулирования величины шага между тестовыми заготовками на поду печи при изменении их размеров или при переходе от одного сорта вьшекаемых изделий к другому.
Регулирование времени расстойки осуществляются изменением числа загружаемых люлек шкафа расстойки посредством устройства для регулирования времени расстойки, при замыкании одного из замыкающих контактов которого (не показанного на чертежах) люлька щкафа расстойкн пропускается без загрузки, а при его размыкании останавливается под загрузку. Два других контакта 9 и 10 этого устройства включены в цепи промежуточных реле. Размыкающий контакт 9 включен в цепь промежуточного реле 11, а замыкающий контакт 10 включен в цепь оромелсуточного реле 12. Реле 11 одним из своих замыкающих контактов включает цепь, соответствующую режиму ускоренного хода тестоделителя потенциометра 7. Реле 12 одним из своих замыкающих контактов включает цепь, соответствующую режиму замедленного хода тестоделителя потенциометра 7. При обесточенных реле 11 и 12 их размыкающими контактами замкнута цепь, соответствующая установившемуся режиму.
Помежуточное реле 11 получает питание при поступлении сигналов об остановке люльки щкафа расстой:ки под загрузку, об отсутствии тестовых заготовок в предпоследней люльке перед позицией разгрузки щкафа расстойки и сигйала о фиксированном положении люльки. Сигнал об остановке люльки шкафа расстойки под загрузку подается при замыкании
размыкающего контакта 9 устройства для регулирования времени расстойки. Сигнал об отсутствии тестовых заготовок в предпоследней люльке перед позицией разгрузки щкафа расстойки подается при замкнутом размыкающем
контакте 13 промежуточного реле 14, включенного на выход датчика 15 наличия тестовых заготовок в люльках щкафа, например, бесконтактного переключателя или емкостного датчика, установленного на расстоянии щага
между люльками от места выгрузки. Сигнал о фиксированном ноложении люльки, разрешающем контроль наличия тестовых заготовок в люльках шкафа, подается при замыКании замыкающего контакта 16, промежуточного реле 17, включенного на выход бесконтактного переключателя 18 нрнвода конвейера щкафа расстойки. Моменту срабатывания бесконтактного переключателя 18 соответствует фиксированное положение люльки щкафа расстойки против датчика 15.
Через замкнутые контакты 9, 13, 16 получает питание промежуточное реле 11, которое замыкает замыкающий 1контакт 19, блокирующий контакты 9, 13, 16, замыкает замыкающий контакт 20 в цепи, соответствующей режиму ускоренного хода тестоделителя потенциометра 7, размыкает размыкающий контакт 21 в цепи, соответствующей установившемуся режиму нотенциометра 7, замыкает замыкающий контакт 22 в цепи реле времени 23. Замыкание контакта 20 приводит к увеличению сигнала, снимаемого с выхода потенциометра 7, за счет чего увеличивается управляющий сигнал тиристорного преобразователя. Скорость и ироизводнтельность тесторазделочного оборудования увеличивается в два раза.
По накоплении на автоукладчике числа заготовок, укладываемых одновременно в люльку щкафа расстойки, срабатывает бескоитактный переключатель 24, получает питание промежуточное реле 25, которое дает сигнал на отключение электродвигателя щкафа расстойки, замыкает замыкающий контакт 26 в цепн реле времени 23 и замыкающий контакт 27 в
цепи промежуточного реле 28. Реле 23 времени получает питание, замыкает замыкающий контакт 29, заблокировывается и с выдержкой времени замыкает замыкающий контакт 30 в цепи промежуточного реле 28.
Промежуточное реле 28 прн поступлении первого сигнала от реле 25 не срабатывает, так как контакт 30 реле времени 23 остается разомкнутым, вследствие того, что выдержка времени реле 23 устанавливается несколько
больше времени перемещения люльки щкафа расстойки наодинщаг. На автоукладчике формируется очередная серия заготовок. При появлении второго сигнала от реле 25 цепь питания реле 28 замыкается, так как контакт 30
уже замкнут. Получив питание, реле 28 размыкает размыкающий контактом 31 цепь питания реле И ii размЫКающим контактом 32 - цепь питания реле времени 23. Контакт 2и размыкается, контакт 2 замыкается, и система переходит на работу в установившемся режиме.
Промежуточное реле 12 получает питание при иостуилени сигналов на пропуск люльки шкафа расстонка без загрузки, о наличии тестовых заготовок в предпоследней люльке перед noiiiUnou разгрузки шкафа расстойки и сигнала о фиксированном положении люльки.
Сигнал па пропуск люльки шкафа расстойки подается при замыкании замыкаюш,его контакта 10 устройства для регулирования времени расстойки. Сигнал о наличии тестовых заготовок в предпоследней люльке перед позицией разгрузки подается замыканием замыкаюшего контакта 33 промежуточного реле 14. При наличии тестовых заготовок в вышеуказанной люльке шкафа бесконтактный переключатель 15 срабатывает, и получает пнтание промежуточное реле 14.
Сигнал о фиксированном положении люльки шкафа расстойки подается при замыкаиии замы:каюшего контакта 34 промежуточного реле 17. Через замкнутые контакты 10, 33, 34 получает питание промежуточное реле 12, которое замьжает замыкаюший контакт 35, блокируюш,ий контакты 10, 33, 34, замыкает замыкаюш,ий контакт 36 в цепи потенциометра 7, размыкает размыкающий контакт 37 и замьжает контакт 38 в цепи бесконтактного переключателя ЗЭ. Замыкание контакта 36 уменьшает сигнал, снимаемый с выхода потенциометра 7, за счет чего уменьшается управляюший сигнал тиристорного преобразователя. Сксфость и производительность тесторазделочнол) оборудования уменьшается в два раза.
После поступления на автоукладчик половины TecTOEibix заготовок, укладываемых в люльку шкафл расстойки, срабатывает бесконтактный переключатель 39 и подает питание на промежуточное реле 40, которым включается цепь управления пуском двигателя конвейера
шкафа paccToiiiui. Коииейер шкафа расстойки перемещается u.i идии шаг, и во время движения происходит опрО:кидывание люльки и выгрузка тестовых заготовок на под печи. Когда на автоукладчик поступают все заготовки, одновременно укладываемые в люльку шкафа расстойки, срабатывает бесконтактный переключатель 24, получает питание промежуточное реле 25, размыкающий контакт 41 в
цепи питания реле 12 разомкнут. Система переходит на работу в установившемся режиме. Система управления процессом заполнения пода хлебопекарной печи, по сравнению с известной, повышает производительность печи за
счет полного заполнения пода печи и отсутствия пропусков рядов в переходных режимах регулирования времени расстойки и времени выпечки, имеющих место в известной системе, увеличивает срок службы тесторазделочного
оборудования, обеспечивает автоматическую стабилизацию заполнения ленточного пода то 1нельной хлебопекарной печи.
Формула изобретения
Система управления процессом заполнения пода хлебопекарной леч в линиях по производству подовых хлебобулочных изделий, содержащая устройство для регулирования времени расстойки, контур регулирования приводами тесторазделочного оборудования и устройство автоматической остановки привода конвейера шкафа расстойки, отличающаяся тем, что, с целью автоматической стабилизации заполнения ленточного пода тоннельной хлебопекарной печи тестовыми заготовками, повышения производительности печи, обеспечения непрерывного режима работы тесторазделочного оборудования и увеличения его срока службы, она снабжена устройство.м
сравнения скоростей конвейера печи и тесторазделочного оборудоваНпя, многодвигательным электроприводом с переменным коэффициентом пропорциональности и общим силовым тиристорным преобразователем, при
этом вход последнего подключен к устройству сравнения скоростей.
:::: д.:г.5аеШ-.
Ml I i
| название | год | авторы | номер документа |
|---|---|---|---|
| ШКАФ ДЛЯ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК | 1973 |
|
SU368843A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Расстойно-печной агрегат | 1985 |
|
SU1340708A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| УСТРОЙСТВО для ПЕРЕСАДКИ ТЕСТОВЫХ ЗАГОТОВОК | 1966 |
|
SU186913A1 |
| Линия для выработки хлебобулочных изделий | 1978 |
|
SU921489A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Расстойно-печной агрегат | 1977 |
|
SU835399A1 |
| АГРЕГАТ РАССТОЙНО-ПЕЧНОЙ | 2008 |
|
RU2421997C2 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |
г
:гуг./
иг.2
