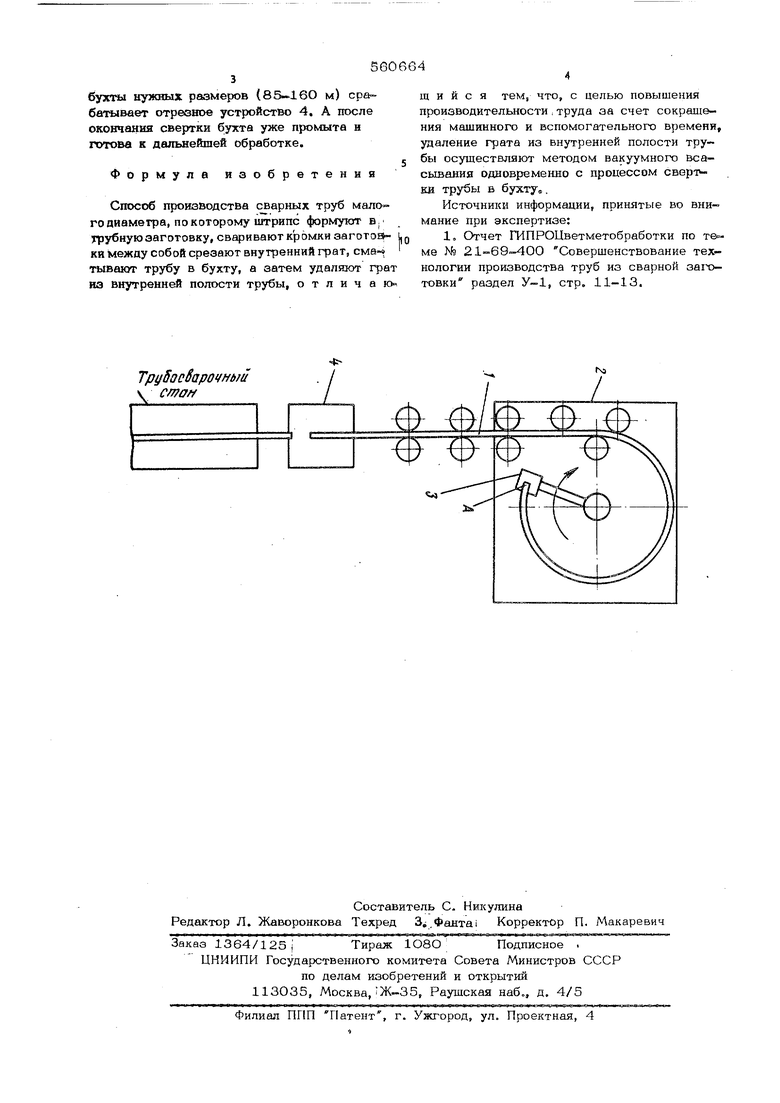
Изобретение относится к трубопрокатному производству. Известен способ изготовления сварных труб, по которому штрипс формуют в трубную заготовку, сваривают кромки заготовки между собой, срезают внутренний грат и свертывают сваренную трубу в бухты, а затем очищают внутреннюю полость трубы о грата. После сварки трубной заготовки дли ной около 15Ом и свертки ее в бухту, трубу отрезают, переносят бухту в.бухто- промывочную машину и соединяют с источником сжатого воздуха и воды. Под дейстнием сжатого воздуха и воды удапяют из бухты срезанный гратО. Недостатком известного способа явпяется большая затрата времени на .удаление грата, так как эта операция проводится в специальной промывочной машине и много времени тратится на снятие бухты с бухто сверточнон машины, перенос на бухтопромы вочную машину, ручное подключение к ней источника сж;пого воздуха и воды. Целью изобретения является повышение производительности труда за счет сокращения машинного и вспомогательного времени. Поставленная цель достигается тем, что удаление грата из внутренней полости трубы осуществляют методом вакуумного всасывания одновременно с процессом свертки трубы в бухту. На чертеже изображена схема устройства для осуществления способа. На трубоэлектросварочном стане формуют и сваривают трубу 1, а затем срёаают с нее грат. После этого трубу подают в бухтосверточную машину 2 и бухтопромывочную машину 3. Бухтопромывочная машина включается после закрепления в ней конца А трубы и работает по принципу вакуумного всасывания. Промывочная маш1ша работает по принципу вакуумного всасывания. При этом отпадает необходимость в технической воде и воздухе, так как в трубе во время сва)- ки всегда в избытке вода, поступающая от охлаждающихся ферритов трубосварочногс стана и валков стана. После образования f
бухты нужных размеров (85-160 м) срабатывает отреэное устройство 4, А после оковчаниа свертки бухта уже промыта и готова к дальнейшей обработке.
Формула изобретения
Способ производства сварных труб малого диаметра, по которому штрипс формуют в. Трубную заготовку, сваривают кромки заготойкй Между собой срезают внутренний грат, сма- тывают трубу в бухту, а затем удалшот грат из внутренней полости трубы, отличаю-.
щ и и с я тем, что, с целью повышения производительности,труда за счет сокращения машинного и вспомогательного времени, удаление грата из внутренней полости трубы осуществляют методом вакуумного всасывания одновременно с процессом сверт ки трубы в бухту.
Источники информации, принятые во внимание при экспертизе:
1о Отчет ГИПРОЦветметоб работки по теме № 21-69-400 Совершенствование технологии производства труб из сварной заготовки раздел У-1, стр. 11-13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| Способ удаления внутреннего грата и устройство для его осуществления | 1986 |
|
SU1349818A1 |
| Способ изготовления прямошовных электросварных труб | 1987 |
|
SU1530279A1 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННЫХ ВОДОГАЗОПРОВОДНЫХ ТРУБ | 2005 |
|
RU2315676C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Способ производства сварных прямошовных труб | 1977 |
|
SU707642A1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |
| Способ производства сварных прямошовных труб | 1969 |
|
SU536857A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
Тру5ас8арочньги у cmffff
