Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении труб на непрерывных трубоэлектросварочных агрегатах.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату, по мнению авторов, является трубоэлектросварочный стан по а. с. СССР N 667268, кл. B 21 C 37/08, содержащий последовательно установленные формовочные клети, узел сварки, гратосниматель для удаления наружного грата, калибрующие клети.
Недостатком известного технического решения является то, что несвоевременность предотвращения взаимодействия гратоснимателя с поперечным сварным швом, связывающим два конца штрипса в бесконечную ленту, приводит гратосниматель к поломке и выходу из строя. На замену гратоснимателя необходимо затратить дополнительное время, следствием чего явится снижение производительности стана. В то же время труба, обработанная затупившимся инструментом, попадает в разряд некондиционных, что способствует увеличению количества брака и уменьшению количества выхода годных изделий.
Задача, на решение которой направлено предлагаемое техническое решение, - повышение выхода годных изделий. При этом достигается получение такого технического результата, как повышение производительности стана за счет уменьшения вспомогательного времени на замену и ремонт гратоснимателя.
Вышеуказанный недостаток исключается тем, что трубоэлектросварочный стан, содержащий последовательно установленные формовочные клети, узел сварки, гратосниматель для удаления наружного грата и калибрующие клети, снабжен датчиком наличия поперечного сварного шва заготовки, размещенным на формовочной клети, двуплечим рычагом, закрепленным на сварочном узле и выполненным с возможностью качания в вертикальной плоскости, и приводом перемещения рычага, при этом гратосниматель размещен на одном из плечей рычага, а датчик наличия поперечного сварного шва связан с упомянутым приводом.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что предложенное техническое решение отличается своим конструктивным выполнением, а именно наличием датчика наличия поперечного сварного шва и механизма - отвода гратоснимателя. Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями показал, что конструкции, снабженные контрольно-измерительными элементами и поворотными рычагами, широко известны.
Однако их введение в конструкцию трубоэлектросварочного стана, их расположение и взаимосвязь с другими элементами конструкции стана обеспечивает не только повышение выхода годных изделий, но также способствует повышению производительности стана.
Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей:
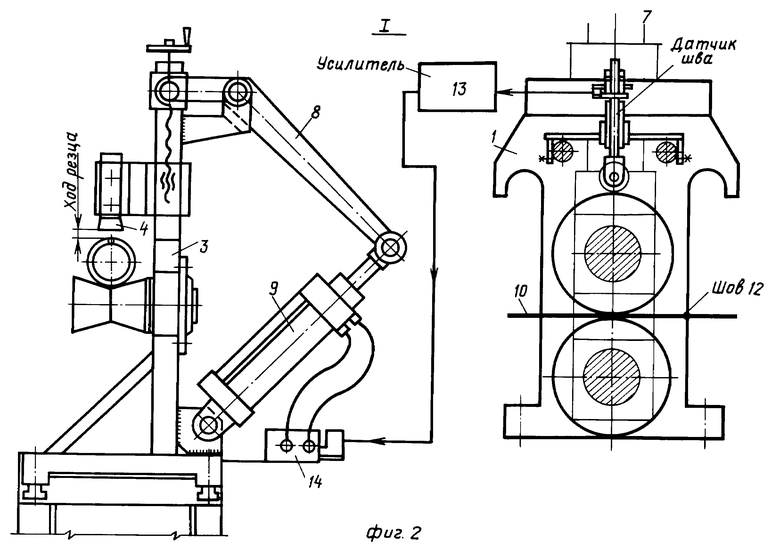
на фиг. 1 изображен (схематично) общий вид стана;
на фиг. 2 изображен фрагмент I фиг. 1.
Трубоэлектросварочный стан содержит последовательно установленные формовочные клети 1, 2, узел сварки 3, гратосниматель 4 для удаления наружного грата и калибрующие клети 5, 6. Стан снабжен датчиком 7 наличия поперечного шва заготовки, который размещен на формовочной клети 1, двуплечим рычагом 8, закрепленным на сварочном узле 3 с возможностью качания в вертикальной плоскости и приводом 9 (пневмоцилиндром) перемещения рычага 8. Гратосниматель 4 размещен на меньшем плече рычага 8, а датчик 7 наличия сварного шва связан с приводом 9 (электрически - с пневмораспределителем пневмоцилиндра или посредством подачи звукового - светового сигнала оператору на отвод гратоснимателя).
Трубоэлектросварочный стан работает следующим образом.
Полосу штрипса 10 (заготовку) подают в формовочные клети 1, 2, в которых происходит формование трубной заготовки. Проходя через индуктор и обжимные сварочные ролики узла сварки 3, производится сварка кромок трубной заготовки, гратосниматель 4 удаляет (срезает) с нее наружный шов, а калибрующие клети 5, 6 окончательно формуют заданный профиль трубы 11.
В процессе непрерывного производства труб, полосы штрипса 10 сваривают между собой поперечным швом 12 с последующей его зачисткой. При прохождении шва 12 между роликами формующей клети 1, верхний ролик, взаимодействуя с упомянутым швом, сжимает тензоэлемент датчика 7. Датчик 7 через усилитель 13 сигнала подает команду пневмораспределителю 14 на подачу воздуха в пневмоцилиндр 9 и отвод гратоснимателя 4. После прохождения сварного шва 12 автоматически гратосниматель 4 занимает рабочее положение и производит удаление наружного грота с поверхности трубы.
Таким образом, предлагаемое техническое решение обеспечивает выполнение поставленной задачи - повышение выхода годных изделий, а также получение упомянутого выше технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1998 |
|
RU2121899C1 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОФОРМОВОЧНОГО СТАНА | 2005 |
|
RU2295411C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
Изобретение относится к области обработки металлов давлением, может быть использовано при изготовлении труб на непрерывных трубоэлектросварочных агрегатах и обеспечивает повышение выхода годных изделий. Трубоэлектросварочный стан содержит формовочные клети, узел сварки, гратосниматель и калибрующие клети. Стан снабжен датчиком наличия поперечного шва заготовки, который размещен на формовочной клети, двуплечим рычагом, закрепленным на сварочном узле, и приводом перемещения рычага. Гратосниматель размещен на меньшем плече рычага, а датчик связан с приводом. 2 ил.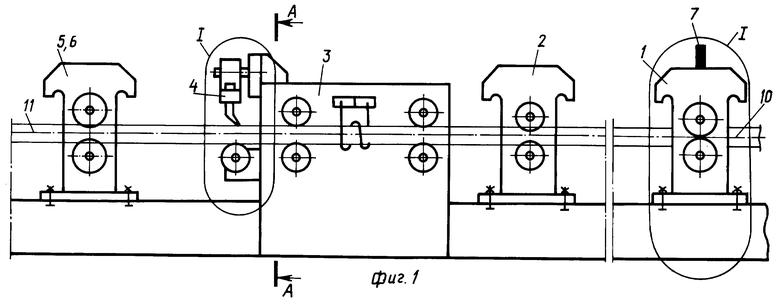
Трубоэлектросварочный стан, содержащий последовательно установленные формовочные клети, узел сварки, гратосниматель для удаления наружного грата, калибрующие клети, отличающийся тем, что он снабжен датчиком наличия поперечного сварного шва заготовки, размещенным на формовочной клети, двуплечим рычагом, закрепленным на сварочном узле и выполненным с возможностью качания в вертикальной плоскости, и приводом перемещения рычага, при этом гратосниматель размещен на одном из плечей рычага, а датчик наличия поперечного сварного шва связан с упомянутым приводом.
| Трубоэлектросварочный стан | 1977 |
|
SU667268A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА СВАРКИ | 0 |
|
SU194992A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ РЕЗАКА ИЛИ СВАРОЧНОЙ | 0 |
|
SU166420A1 |
| Устройство для снятия сварочного грата с наружной поверхности изделий | 1988 |
|
SU1613212A1 |
| Наружный гратосниматель к стану непрерывной сварки прямошовных труб разного диаметра | 1984 |
|
SU1176993A1 |
| Коллоидная дробилка | 1973 |
|
SU464331A1 |

