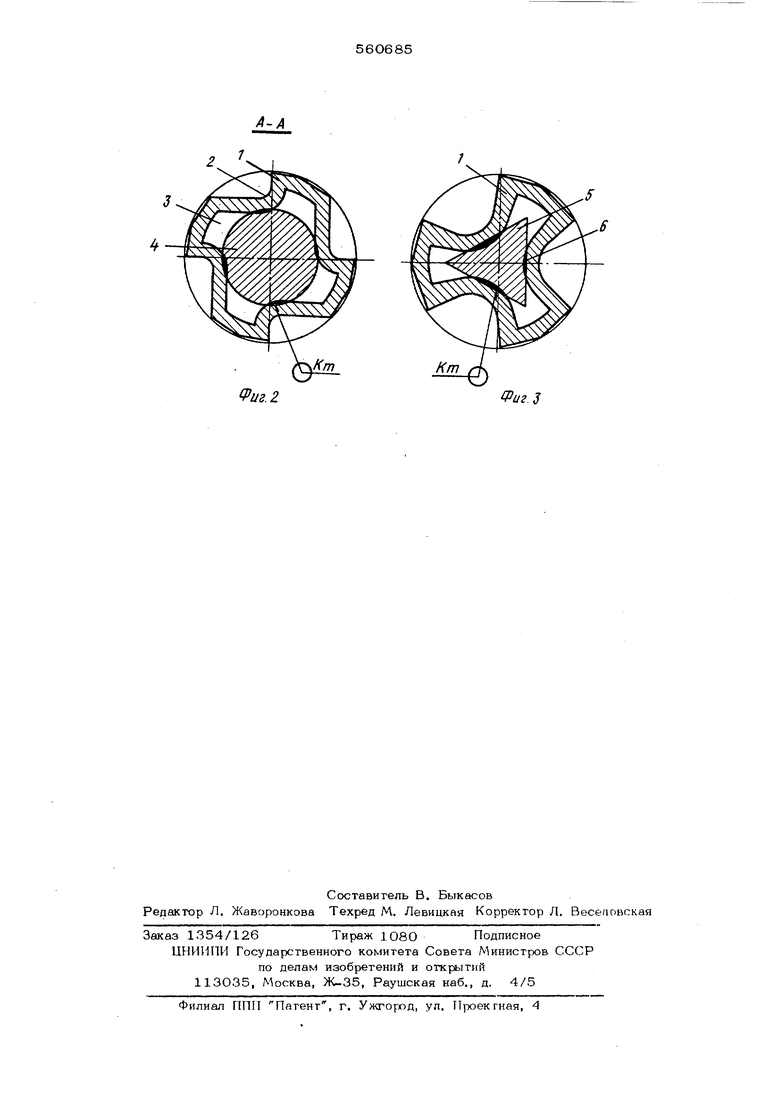
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ТИПА ЗЕНКЕРА С ВНУТРЕННИМИ КАНАЛАМИ ИЗ ТРУБНОЙ ЗАГОТОВКИ Изготовление такого инструмента являет ся трудоемким процессом: трудность изго товления внутренних каналов, например, методом точной расточки, точность расположения режущих частей относительно выемок и др. Целью настояшего изобретения является снижение трудоемкости изготовления инстру мента. Указанная цель достигается тем, что внутренние каналы получают одновременно с формированием стружечньтх канавок путем продольной или продольно-винтовой прокатки. На фиг. 1 изображен инструмент для механической обработки отверстий, например зенкер; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 -инструмент с граненым вкладышем, поперечное сечение. Способ состоит в следующем. Разрезают трубу 1 на мерные заготовки, шлифуют по наружному диаметру, образуют стужечные канавки 2 на трубе 1 прог дольной или продольно-винтовой прокаткой профилированными роликами. Для очистки от окалины внутреннюю полость трубы 3 пескоструят или обдувают дробью. Во внутреннюю полость трубы 3 запрессовывают цилиндрический 4 или граненый 5 вкладыш большего размера, чем внутренняя полость трубы, с целью образования контактных площадок 6 под сварку, образующихся в результате срезания метал с внутренних, поверхностей трубы, свариваю вогнутые поверхности трубы в местах контакта с вкладышем 4 или 5, например,контактной сваркой в среде защитных газов. Другим примером осуществления прочного соединения может быть насадка трубы с на тягом, например, на коническую оправку. . Дальнейшую обработку ведут, например, согласно унифицированному операционному технологическому процессу производства цельных зенкеров. Использование предлагаемого способа изготовления инструмента для механической обработки отверстий типаг зенкера с внутренними каналами обеспечивает по сравнению с существующими в промышленности способами следующие преимущества: упрощение технологии изготовления инструмента ; уменьшение расхода инструментальной стали «vB 2 раза; повышение производительности труда вл-1,5-2 раза. Формула изобретения Способ изготовления инструмента для обработки отверстий типа зенкера с внутренними каналами из трубной заготовки, содержащий операции формирования наружных стружечных канавок и внутренних каналов и последующую запрессовку вкладььща во внутреннюю полость заготовки, о т- личающийся тем, что, с целью снижения трудоемкости изготовления инструмента, внутренние каналы получают одновременно с формированием стружечных канавок путем продольной или продольно-винтовой прокатки. Источники информации, принятые во внимание при экспертизе: 1. Высокопроизводительные конструк1ШИ зенкера и разверток и их рациональная эксплуатация, ВНИИ, Машгиз, 1960г., с. 147. 2.Авторское свидетельство СССР № 405646, В 21 К 5/04, 1973 г. 3.Патент ФРГ № 910020, 49 с 27/04. 1961 г.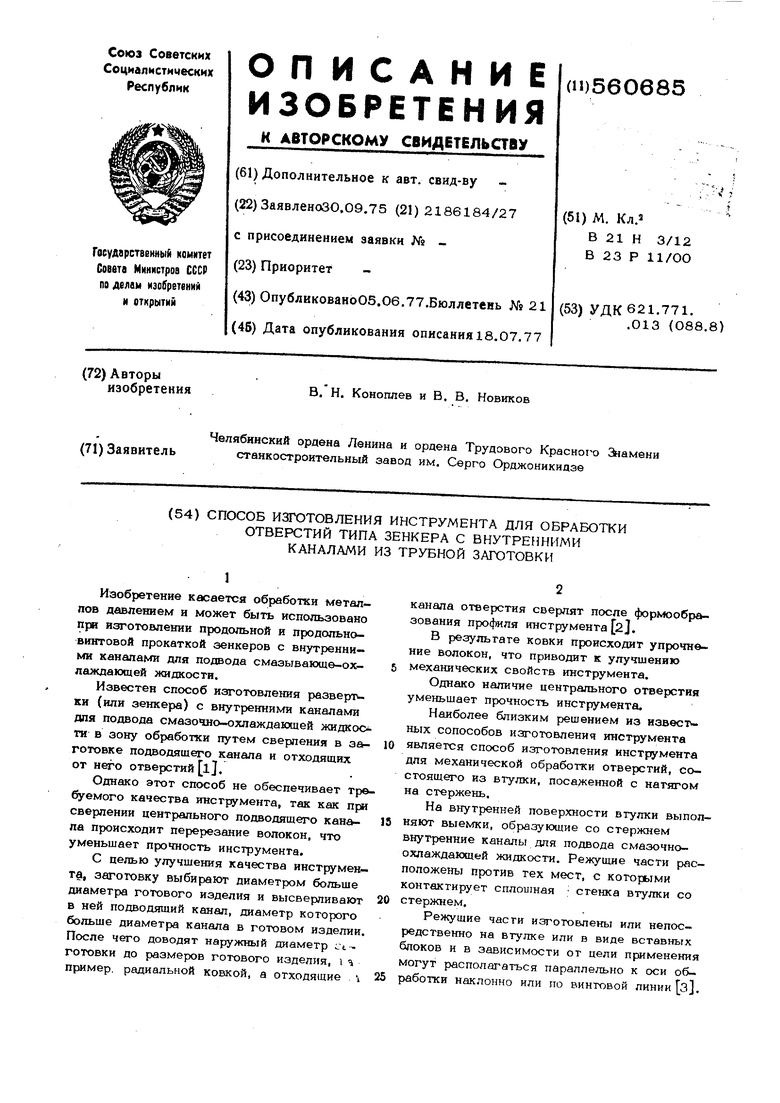

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных сверл | 1975 |
|
SU522883A2 |
| Спиральное сверло с внутренними каналами | 1974 |
|
SU567560A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU521054A2 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ СВЕРЛ | 1973 |
|
SU373065A1 |
| Способ изготовления спиральных сверл | 1976 |
|
SU571338A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ ТЕПЛООБМЕННИКА | 2002 |
|
RU2238166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
Ц2
