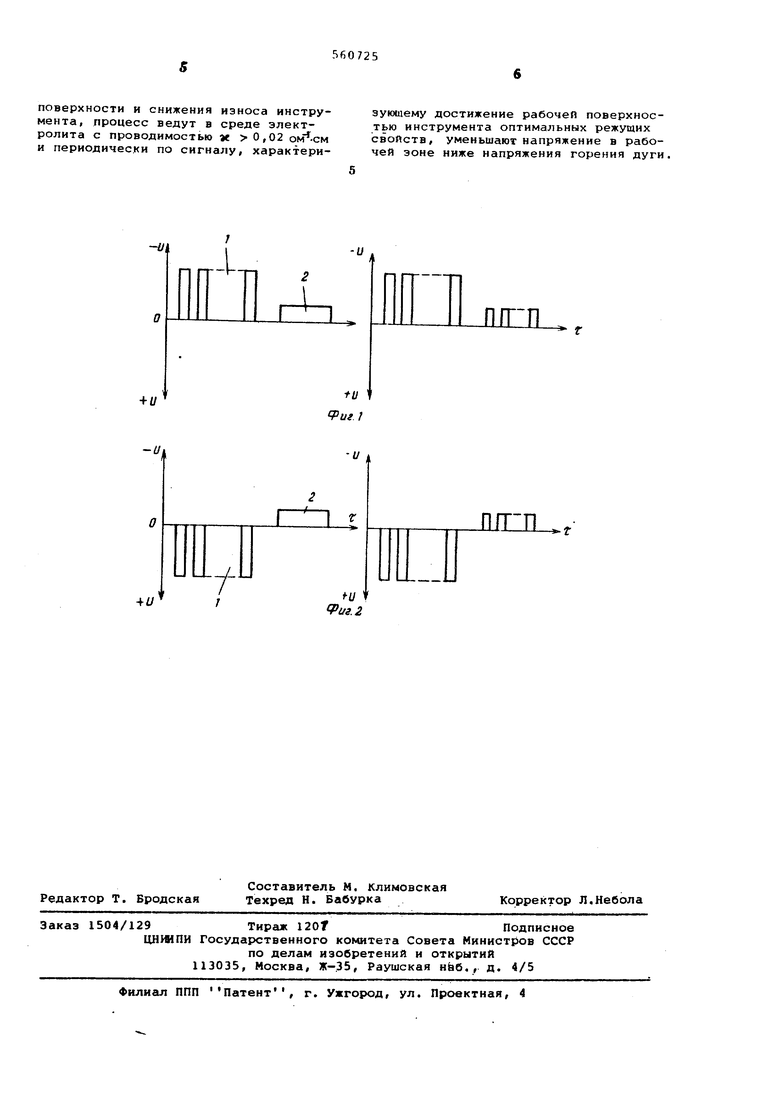
СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ МЕТАЛЛОВ АБРАЗИВНЫМ ИНСТРУМЕНТОМ ТОКОПРОВОДЯЩИМ пряжения i-opefiHH дуги и прекращения электроэроэионных процессов абразивно-эрозионное шлифование ведут в диэлектрической среде или с использованием слабо проводящих СОЖ. Цель изобретения - улучшение качества поверхности детали и снижение износа1кругов. Для этого по предлагаемому способу наряду с непрерывнЕлм микрорезанием металла заготовки осуществляют ре гулируемое во времени эрозионное вск тие рабочих зерен абразивного инстру мента при непрерывном или периодичес ки электрохимическом растворении металла заготовки. Сущность предлагаемого способа со стоит в том, что абразивно-эрозионну обработку ведут в среде электролита электропроводностью at 0,02 рм и периодически по сигналу, характери ющему достижение рабочей поверхности круга оптимальных режущих своГ:ств, прекращают введение электрических им пульсных разрядов в рабочую зону и переходят к абразивной или абразивно электрохи шческой обработке. Для это го уменьшают напря. в рабочей зо не ниже напряжения горения дуги или до нуля. Предлагаемый способ поясняется фиг 1 и 2f на которых показаны различные формы напряжений, при которых возможно осуществление способа. На фиг. 1 на электроды последовательно подают пакет импульсов 1 прямой :полярности С амплитудным напряжением выше напряжения горения дуги и одиночный импульс или пакет импуль сов 2 той же полярности с амплитудны напряжением ниже напряжения горения дуги. На фиг. 2 на электроды последовательно подают пакет импульсов 1 обра ной полярности и единичный импульс или пакет импульсов 2 прямой полярности. При работе по схеме на фиг. 1 одновременно с электроэрозионньлм процессом в рабочей зоне идет процесс электрохимического растворения метал ла заготовки, а по схеме на фиг о 2 наряду с электроэрозионным - электро химическое разрушение связки круга Длительность эЛектроэрозионного процесса ограничивают минимумом, необходимым дJIй лргевидации засаливания инструмента ч вскрытия рабочих зерен Сигналом, свидетельствующим о достижении такого состояния, может быть величина термо эдс, величина эффектн ной мощности привода шпинделе, средняя температура шлифуемой повёрхнос ти, частота и уровень вибраций на станке и ТоП. По этому сигналу прекращают подачу в рабочую зону импульс ных электрических разрядов и переходят на режим обработки импульсами с амплитудным напряжением ниже напряжения горения дуги, обеспечивающим протекание в рабочей зоне только процесса электрохимического растворения металла заготовки. Возможно чередование циклов абразнвно-химико-эрозион.ной обработки с циклами число абразивной обработки. В этом случае по сигналу, характеризующему состояние рабочей поверхности круга, напряжение на электродах снижают до нуля. Длительность циклов абразивно-электрохимической или абразивной обработки устанавливают исходя из конкретных технологических задач. Например, для получения наибольшей производительности шлифования подачу импульсов с амплитудным напряжением ниже напряжения горения дуги прекращают и переходят на электроэрозионный режим, используя для этого один из указанных сигналов. Для получения качественной поверхности обработку детали заканчивают на режиме электрохимического растворения или микрорезания. Для реализации предлагаемого способа используют специальные импульсные генераторы большой мощности с соответствующей формой кривой напряжения ИЛИ два генератора, последовательно коммутирующих импульсы с напряжением выше напряжения горения дуги и импульсы с напряжением ниже горения дуги. Процесс осуществляют на обычных абразивно-электрохимических станках. Таким образом, предлагаемый способ комбинированной абразивно-химико-эрозионной обработки не только позволяет вести съем металла одновременно с эрозионным вскрытием круга и электрохимическим растворением, но и обеспечивает получение оптимальны с показателей шлифования путем непрерывного регулирования длительности электроэрозионных и электрохимических процессов в функции производительности обработки и качества поверхности. Это обеспечивает улучшение технико-экономических показателей обработки за счет снижения износа инструмента и улучшения качества обработанной поверхности. Формула изобретения Способ получения комбинированной обработки металлов токопроводящим абразивным инструментом, режущие свойства которого контролируют в процессе обработки с введением в рабочую зону импульсных электрических разрядов, отличающийся тем, что, с /делью улучшения качества обработанной
поверхности и снижения износа инструмента, процесс ведут в среде электролита с проводимостью X 0,02
и периодически по сигналу, характеризующему достижение рабочей поверхностью инструмента оптимальных режущих свойств, уменьшают напряжение в рабочей зоне ниже напряжения горения дуги,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| Способ обработки токопроводящимАбРАзиВНыМ иНСТРуМЕНТОМ и уСТРОйСТВОК шлифОВАльНОМу СТАНКу для ЕгООСущЕСТВлЕНия | 1978 |
|
SU841889A1 |
| Способ электроабразивного прорезания пазов | 1990 |
|
SU1798067A1 |
| Способ управления абразивно-электроэрозионной обработкой | 1979 |
|
SU872164A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
-и
rr-L-n .
+ У Риг/
4f/
иг.2
ПГГП
1
ПГГП ,
