Изобретение относится к полимерному машиностроению.
Известно устройство для поперечной резки экструдируемых труб, включающее смонтированные на основании режущую головку и расположенные по обеим сторонам ее зажимы (1 .
В известном устройстве нижние полуформы зажимов перемещают под действием пневмоцилиндров, а верхние выставляют в зависимости от размера изделий при помо1ци винтов вручную.
Установка одних из половин зажимов (ш1жних или верхних) неподвижно на заданный размер трубы не обеспечивает точного центрирования к оси зкструзии захватываемой трубы, так как в процессе изготовления наружный диаметр трубы может измениться (в пределах допуска).
Наиболее близко к предлагаемому устройство для поперечной резки зкструдируемых труб из полимерных материалов, включающее смонтированные на основании режущую головку и расположенные по обеим сторонам ее зажимы, каждьш из которых выполнен в виде губок, подвижных в радиальном направлении посредством поворотного от привода центрального колеса 2.
Одновременное радиальное перемещение губок зажима при помоаш копирных рамок с роликами, приводимых центральным колесом, улучшает центрирование трубы относигельно оси экструзии.
Однако необходимость в ручной настройке зажимов на заданный типоразмер трубы и отсутствие совместного центрирования зажимов, расположенных по обеим сторонам режущей головки, приводит к отклонению трубы or оси экструзии. Несоблюдение оси экструзии парущаег перпендикулярность реза. Кроме того, индивидуальная настройка каждого зажима требует значительных aaTjiai времени на центрирование зажимов игноснтельно оси экструзии.
Цель изобрсге шя - повышение качества центрирования труб достигается тем, что в предлагаемом устройстве центральные колеса обоих зажцмов кинематически соединены между собой системой шестерен.
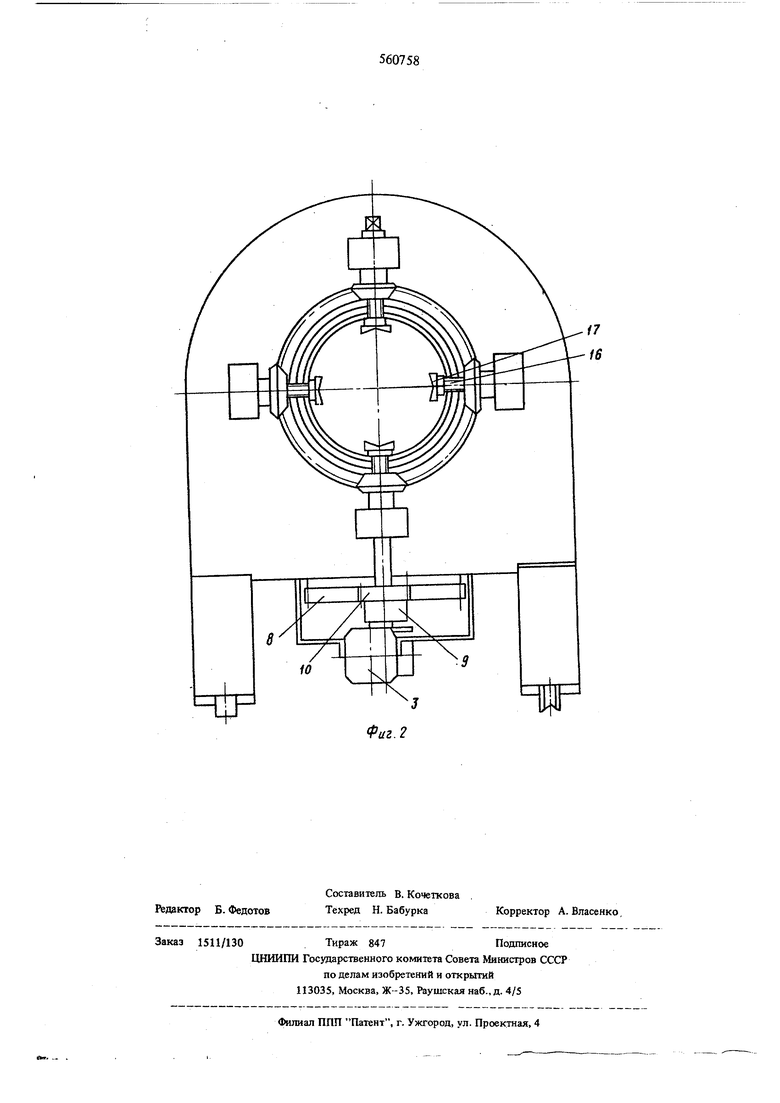
На фиг. 1 изображен общий вид устро1итва в на фиг. 2 - вид со стороны направления движения экструдируемой трубы.
В основантш 1 установлена режущая головка 2. Привод. 3 представляет собой .двусторонний инсвмоцнлиндр с двумя пориишми 4. llIioK 5 ппепмоцнливдра вьшолнен.в виде рейки, взаимодействующей с циливдрической шестерней 6. На выходном валу 7 привода установлена общая цилиндрическая шестерня 8, закрепленная на валу 7 при помощи муфты 9. Цилиндрическая шестерня 8 входит ввацепление с двумя шестернями 10, которые установлены на выходных концах валов 11 шестерен-гаек. 12. Корпусы 13 нодшишоисовых узлов конических шестерен-гаек 12 закреплены на основании 1. Шестерни -гайки зацеплены Ч: центральными коническими колесами 14, установленными с обеих сторон режущей головки 2 на подшипниках 15. В шестернях-гайках 12 установлены винты 16 с губками 17 зажимов. Для ручной. настройки зажимов служит хвостовик 18, связанный с конической шестерней-гайкой 19. Остальные шестерни-гайки являются ведомыми.
Зажимы можно настраивать на заданный размер трубы как вручную, так и дистанционно - с пульта управления (на чертеже не показан),
Для ручной настройки отключают муфту 9 от привода 3, затем, вращая хвостовик 18 шестерни-гайки 19, приводят в движение центральные конические колеса 14 и связанные с ними шестерни-гайки 12. Благодаря этому губки зажимов устанавливаются на зада1шый размер трубы.
После включения муфты 9 устройство готово к работе.
Для дистанционной настройки при помощи привода 3 отключают муфту 9, возвращают шток-рейку 5 в исходное положение, включают муфту 9, сообщают штоку-рейке 5 рабочий ход и т.д. до выхода губок 17 зажимов на заданный размер трубы.
Количество ходов штока-рейки в соответствии с типоразмером труб устанавливают на пульте управления при помошл известных электротехнических задатчиков (на чертеже не показаны).
Устройство работает следующим образом.
При перемещении поршней 4 пневмощ1линдра приводятся во врашрние шестерни 6 и сидящая с
ней на одном валу цилиндрическая шестерня 8. От этой шестерни вращение передается шестерне 10, валам 11 и коническим шестерням-гайкам 12, которые в свою очередь приводят во вращение конические центральные колеса 14 и тем самым находящиеся в зацеплении с ними остальные конические шестерни-гайки 19.
Вращение конических шестерен-гаек 12,19 приводит в поступательное перемещение к центру винты 16 и губки 17 зажимов, которые захватывают трубу по обеим сторонам режущей головки и обеспечивают жесткое удержание трубы до окончания реза. После окончания резки зажимы разводят.
Устройство обеспечивает,совместную настройку
губок зажимов числом не менее трех на необходимый размер труб, т.е. их совместное центрирование относительно оси экструзии трубы. Оно позволяет автоматизировать настройку зажимов на заданный
размер труб и дистанционно управ;ють ею.
Формула изобретения
Устройство для поперечной резки экструдируемых труб из полимерных материалов, включающее смонтированные на основании режущую головку и расположенные по обеим сторонам ее зижимы, каждый из которых вьшолнен в виде губок, подвижных в радиальном направлении посредством поворотного от привода центрального колеса, о тличающееся тем, что, с целью повышения качества центрирования 1руб, центральньш колеса зажимов кинематически соединены между собой
системой шестерен.
Источники информации, принятые во внимание при экспертизе:
1.Грузнов Г.Ф. Машины для переработки пластических масс, М.-Л., Изд. Машиностроение, 1966,
с. 186-187.
2.Патент Англии № 970752, кл. В 5 L, 1964.
fS
Фиг. f
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Автомат для фрезерования пазов | 1981 |
|
SU1000177A1 |
| Трехосный станок с ленточной пилой | 1932 |
|
SU33270A1 |
| Многопозиционная машина для вставки книжных блоков в переплетные крышки | 1956 |
|
SU119170A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Устройство для поперечной резки экструдируемых труб из полимерных материалов | 1977 |
|
SU730588A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Самоцентрирующее зажимное устройство | 1988 |
|
SU1579704A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для завинчивания гаек | 1973 |
|
SU484979A1 |