еоответствующих рычагах Шарнирно-рычажного механизма.
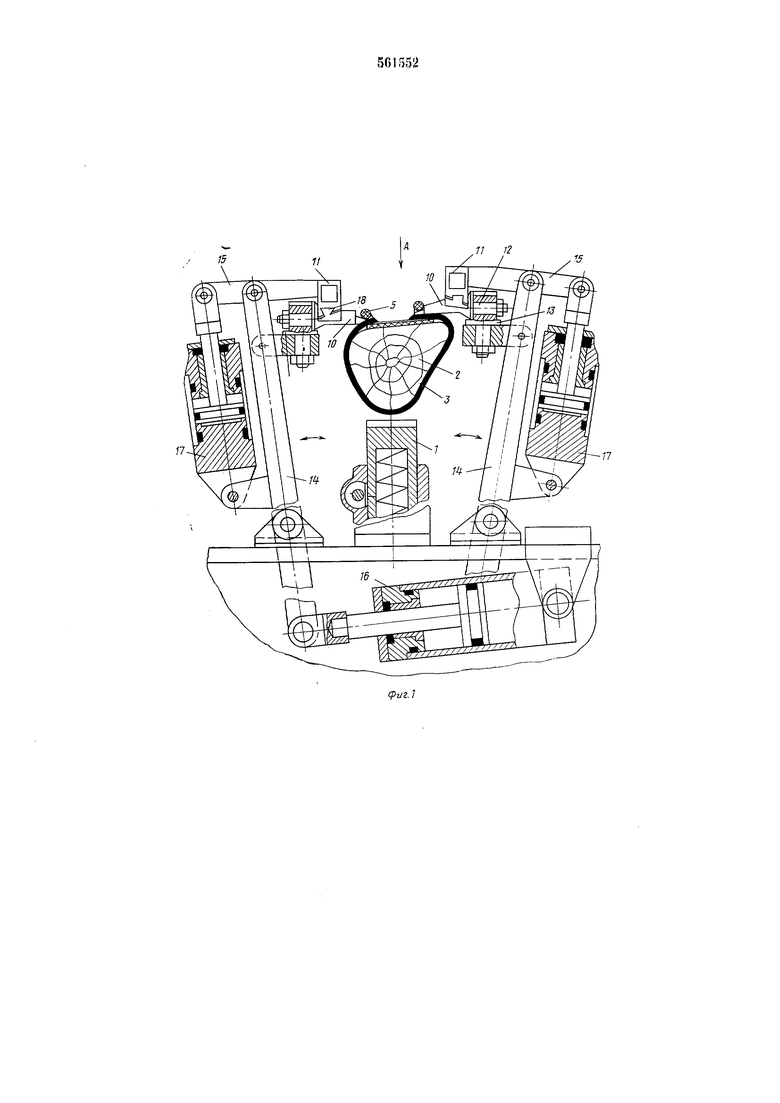
На фиг. I показала кинематическая схема устройства для шнуровой затяжки заготовки; на фиг. 2 - средство для формования геленочных участков заготовки (вид по стрелке А на фиг. 1).
Устройство для шнуровой затяжки заготовки верха обуви содержит средство 1 для фиксации колодки с обувью (фиг. 1, 2), колодку 2 с надетой на нее заготовкой 3 верха, пяточный упор 4, механизм затяжки заготовки 3 с помощью шнурка 5, а также средство для формования геленочных участков заготовки верха обуви. Механизм затяжки заготовки 3 с помош.ью шнурка 5 содержит два ролика 6, сидягцих на пальце 7, укрепленном на скобе 8, жестко связанной € нневмоцилиндром 9.
Средство для формования геленочных участков содержит левый и правый участки для затяжки геленочной части обуви соответственно с внутренней и наружной сторон следа. Как левый, так и правый зчастки выполнены в виде профилированной рамки 10 и жестко укрепленйого над ней прижима 11.
Рамки 10 вьгполнены по профилю геленочной части следа колодки, т. е. левая )амка выполнена но профилю внутренней стороны следа, а правая рамка--по профилю наружной Стороны следа.
Профилированная рамка 10 укреплена на пальце 12 (фиг. 3), посаженным во втулку 13, смонтированной на рычаге 14, нричем палец 12 посажен во втулку 13 с зазором, обеспечиваюшим возможность поворота ее как в горизонтальной, так и в вертикальной нлоекостях.
Прижим И смонтирован на рычаге 15 и имеет свободу движений в обеих цлоскостях. Рычаг 14 шарнирно закреплен на станине. Рычаги 14 и 15 между собой связаны шарнирно для обеспечения перемещения их с ломощью нневмоцилиндров 16 и 17. Средство для формования пяточных участков снабжено электронагревателями IS, обеспечиваюпшми разогрев клеевой пленки, нанесенной на след обуви, и размец1енными между рамкой и нрижимом. Рамки 10 снабжены зубцами 19 для захвата шнурка 5, смонтированными со стороны взаимодействия их с обувью. Количество зубцов должно быть не менее трех. Зубцы должны быть распределены равномерно но всей длине геленочной части. Затяжка обуви на колодке осуществляется следующим образом.
Заготовка 3 с предварительно пришитым шнурком 5 надевается на колодку 2. Стелька обуви предварительно промазывается клеем. Колодка 2 с надетой заготовкой 3 устанавливается на средство для фиксации колодки с обувью и регулируется относительно цяточного упора 4.
Пяточный упор 4 с помощью пневмоцилиндра 9 перемещает в направлении к пяточной части колодки 2 и прижимает заготовку 3 к
колодке 2, осуществляя таким образом фиксацию заготовки.
Концы шнурка 5 перекидывают через ролики 6 и отводят пневмоцилиндр 9 назад, осуществляя затяжку заготовки на шнурок. После этого с помощью пневмоцилиндра 16 осуП1,ествляют перемещение рычагов 14 в сторону колодки 2. При этом левый участок средства для формования геленочных участков подходит к грани следа с одной стороны колодки 2, а правый - с другой стороны. Профнлированные рамки 10 скользят по затяжной кромке, а зубцы 19 в этот момент зацепляют шнурок 5.
Зацепление шнурка 5 всеми зубцами обеспечивается за счет того, что средство для формования геленочных учатсков имеет возможность самоустановки относительно следа обуви, с которым оно взаимодействует, и при
дальнейшем его перемещении донолнительно вытягивается затяжная кромка заготовки 3 в геленочной части обуви.
После остановки средства для формования геленочных участков в заданном ноложении
приводят в движение рычаги 15 с помощью пневмоцилиндров 17. Совершая качательное перемец;ение в сторону следа колодки 2, рычаги 15 прижимают профилированные рамкп 10 к следу обувп, обеснечивая формование
затяжной кромки по следу.
Электронагреватели 18 обеспечивают разогрев клеевой пленки, скрепляющей затяжную кромку со стелькой. После этого концы щнурка образуются. Затяжка геленочного участка
обуви закончена.
Механизация затяжки геленочной части обуви позволяет изготовлять обувь не только из легкоформующих материалов, но и обувь более тяжелых видов, нанример мужскую кожаную обувь, распшряя таким образом ассортимент обуви, в нроизводстве которой применяется; щнуровая затяжка.
Ф о р м чт а н 3 о б р е т е н и я
1.Устройство для шнуровой затяжки заготовки верха обуви, содержащее ередство для фиксации колодки с обувью, пяточный упор и ролики, связанные с пневмоприводом, отличающееся тем, что, с целью новыщения качества затяжки, оно снабжено средствами для фор.мования няточных участков заготовки, смонтированными с возможностью перемещения в горизонтальной и вертикальной
плоскостях посредством шарнирно-рычажного механизма, связанного с нневмоприводом.
2.Устройство по п. 1, отличаюшееся тем, что каждое средство для формования состоит из профилированной рамки с зубцами
для захвата шнура, прижи.ма, жестко укрепленного над ней, и электронагревателей, размещенных между рамкой и прижимом, при этом рамка и прижи.м укреплены на соответствующих рычагах шарнирно-рычажного механизма.
71 12

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для обтяжки геленочной части заготовки верха обуви | 1985 |
|
SU1429925A3 |
| Машина для шнуровой затяжки заготовки верха обуви на колодке | 1983 |
|
SU1158155A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| Способ формования носочно-геленочного участка заготовки верха обуви | 1980 |
|
SU1268092A3 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Способ формования носочно-геленочной части заготовки верха обуви на колодке, установленной на опоре и имеющей стельку | 1989 |
|
SU1708272A1 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |

Фиг. 2
