Изобретение относится к области сварки магнитоуиравляемой дугой в условиях непрерывного производства тонкостенных кабельных оболочек.
Известен способ сварки плавлением 1, при котором на сварочную дугу воздействуют посторонним «бегущим магнитным полем, направленным вдоль продольной оси шва для управления кристаллизацией шва, устранения дефектов и повышения скорости сварки.
Однако данный способ сварки плавлением требует громоздкого оборудования и не обеспечивает качественного формирования сварного соединения при повышении скорости сварки, так как управляющее магнитное поле (продольное по отношению к дуге) воздействует на сварочную ванну, а не на сварочную дугу.
Известен способ дуговой сварки 2, в котором с целью упрощения сварочного оборудования импульсное дозирование тепловой энергии осуществляется скачкообразным перемещением дуги.
Это техническое решение рещает задачу замены способа сварки, при котором дуга горит периодическими импульсами, регулируемыми по амплитуде, частоте и длительности, на способ сварки с импульсным дозированием тепловой энергии, осуществляемой скачкообразным перемещением дуги с остановками во
время импульса в заданных точках без изменения величины сварочного тока с помощью поперечного магнитного поля и не решает вопроса повышения пространственной устойчивости дуги на повышенных скоростях сварки.
Способ сварки 3, в котором сварочную дугу отклоняют «углом вперед постоянным поперечным магнитным полем, также как и вышеуказанные технические решения не решает вопросов повышения пространственной устойчивости дуги и не может быть использован на повышенных скоростях сварки, так как ведет к появлению дефектов сварного соединения (прожоги, выбросы металла из сварочной ванны).
Известен также способ сварки магнитоуправляемой дугой 4, при котором сварочную дугу отклоняют «углом вперед поперечным магнитным полем и одновременно с основным поперечным магнитным полем на сварочную дугу воздействуют дополнительным поперечным магнитным полем, напряженность которого пропорциональна сварочному току, а направление одинаково с направлением основного поперечного магнитного поля, для повышения качества сварного шва путем стабилизации угла отклонения дуги. В этом способе сварочную дугу отклоняют «углом вперед навстречу набегающим кромкам нерасплавленного металла. Под давлением дуги,
3
отклоненной основным поперечным полем, металл вытесняется из ванны вперед, образуя на переднем фронте ванны «стоячую волну металла, способствующую заполненню каналов подреза, являющегося функцией скорости сварки. Причем, чем больще высота «стоячей волны металла, тем меньше глубина подреза. Дополнительное поперечное магнитное поле служит для стабилизации угла отклонения, т. е. оставляет величину угла отклонения дуги постоянной и равно первоначально заданной при случайных изменениях величины сварочного тока в цепи.
Однако стабильное поддержание максимальной высоты «стоячей волны металла и минимальной глубины подреза по известному способу в условиях сварки тонкостенных кабельных оболочек, когда скорость сварки достигает 15-20 м/мин, представляет технологическую трудность из-за наличия пространственной неустойчивости самой дуги, выражающейся в «уходе анодного пятна с фронта плавления (гребня «стоячей волны жидкого металла) на фронт кристаллизации и появлению дефектов сварного соединения.
Целью изобретения является повыщение качества сварных швов и скорости сварки путем повышения пространственной устойчивости дуги.
Поставленная цель достигается тем, что сварочную дугу дополнительно периодически отклоняют вдоль вектора скорости сварки знакопеременным поперечным магнитным полем.
Это позволяет повысить пространственную устойчивость дуги. Колебания сварочной дуги вдоль вектора скорости сварки в сочетании с отклонением ее «углом вперед способствует стабилизации процесса переноса расплавленного металла от переднего фронта сварочной ванны к фронту кристаллизации. В результате нериодического (с частотой поля) переноса металла на поверхности шва образуются чешуйки. Сварной шов на повышенных скоростях сварки формируется без подрезов, прожогов, мелкозернистой структуры.
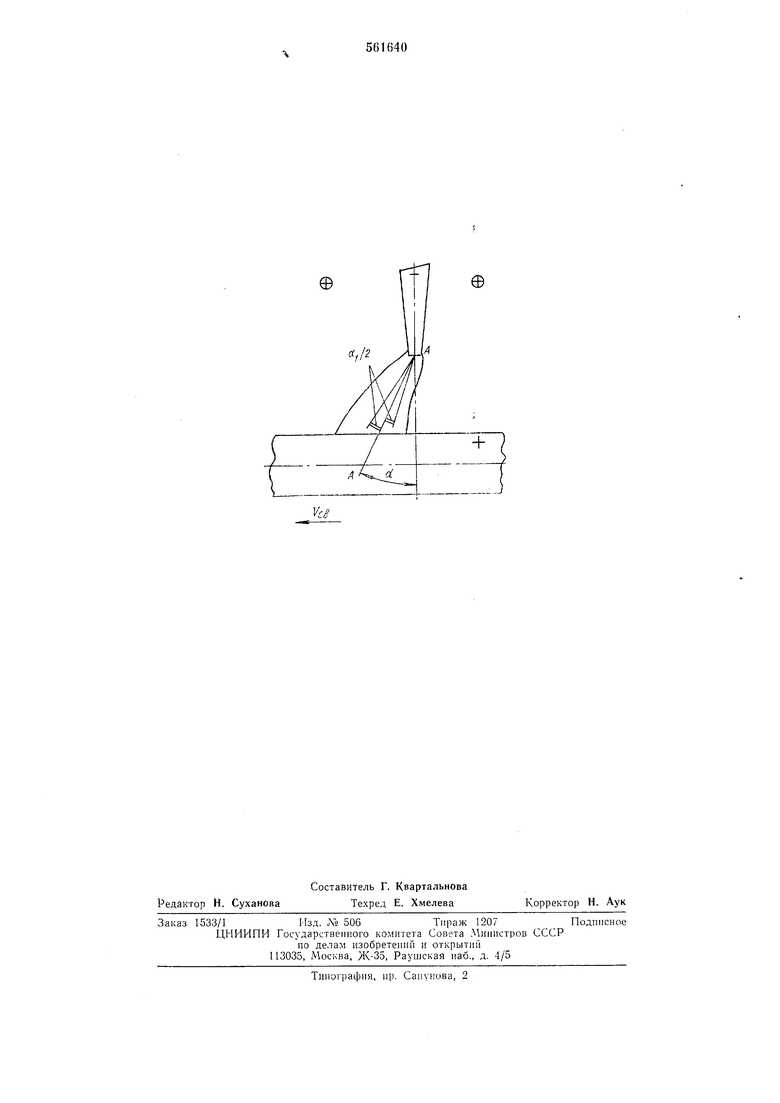
Описываемый способ иллюстрируется чертежом.
4
Сварочная дуга, отклоненная на угол а постоянным поперечным магнитным полем, имеет ось симметрии А-А. Относительно этой оси под действием знаконеременного попереч5 кого магнитного поля (линии напряженности которого перпендикулярны к плоскости чертежа) сварочную дугу дополнительно периодически отклоняют вдоль вектора скорости VCB сварки на угол ai/2.
0 Пример. Проводится сварка алюминиевой кабельной оболочки диаметром 12 мм с толщиной стенки 1 мм на стане «Унивема неплавящимся вольфрамовым электродом в среде гелия. Ток сварки 180 а, скорость сварки
5 15 м/мин.
Для осуществления предложенного способа на сварочную дугу воздействовали постоянным и переменным (частотой 50 гц) поперечными магнитными полями, позволявшими эффективно управлять процессом переноса расплавленного металла от переднего фронта сварочной ванны к заднему и получать безподрезовое мелкочешуйчатое формирование сварочного шва.
Формула изобретения
Способ сварки магнитоуправляемой дугой, 0 отклоненной «углом вперед постоянным поперечным магнитным полем, отличающийся тем, что, с целью повышения пространственной устойчивости дуги для повышения качества сварных швов и скорости сварки путем по5 вышения пространственной устойчивости дуги, последнюю дополнительно периодически отклоняют вдоль вектора скорости сварки знакопеременным поперечным магнитным полем. 0
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 230342, кл. В 23К 9/08, 1967.
2.Авт. св. № 221867, кл. В 23К 9/08, 1967. 3. Гаген Ю. Г. и Таран В. Д. Сварка магнитоуправляемой дугой. М., «Машиностроение, 1970, с. 15-18.
4. Авт. св. № 546446, кл. В ЗК 9/08, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1975 |
|
SU546446A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |