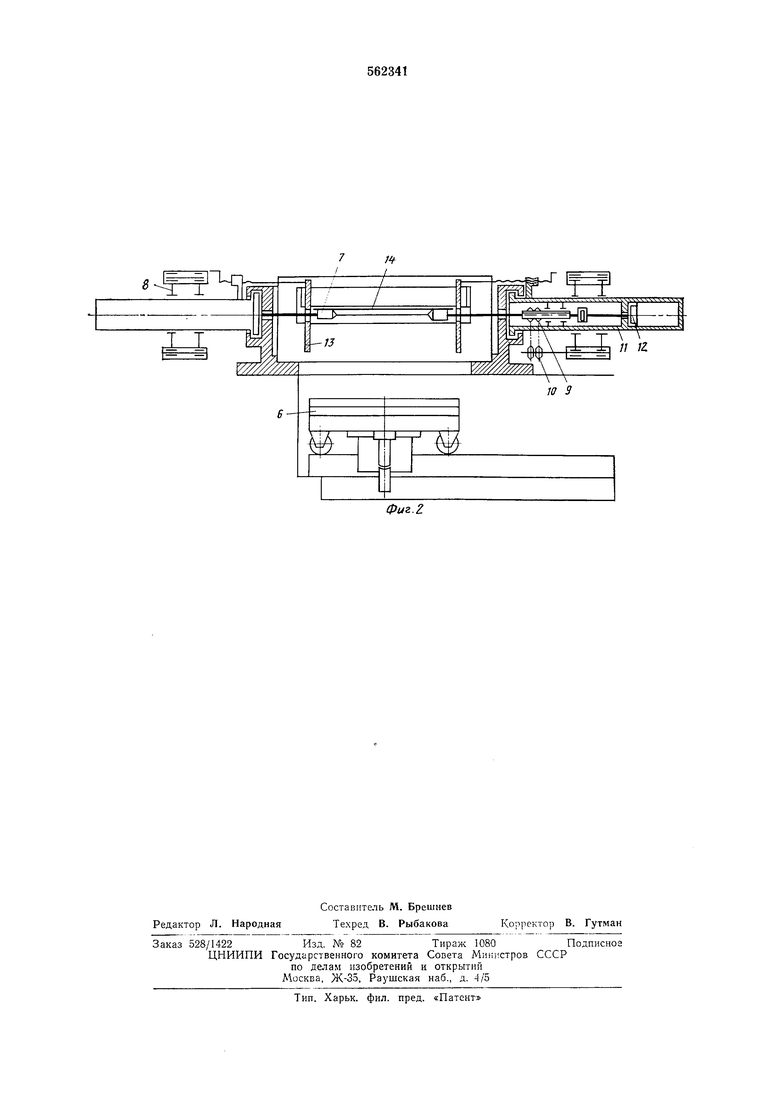
смонтированные на головках правильно-растяжной машины; подъам.ный стол 6, расположенный нод участком транспортера между зажимными 1гол0;вкам(и; ролики 7 транспортера, оси которых смонтированы в средних палых шарпирах параллелограммного шарнирнорычаж.ного механизма 8 и снабжеиы приводом перемещения вдоль оси.
Осп роликов попарно соединены цепными передачами 9 через промежуточные звездочки 10, смонтированные на осях нижних шарниров механизма 8. Корпус 11 может быть общим для оси ролика 7 транспортера, звездочек ,и привода 12, например гидравлическо.го, для перемещения осей роликов транспортера вдоль :нх оси, перпендикулярной к оси правки.
Позицией 13 обозначены секционные направляющие падающего листа, устанавливаемые вручную в зависимости от ширины листа, а 14 - обрабатываемая полоса.
Предлагаемое устройство работает следующим образом.
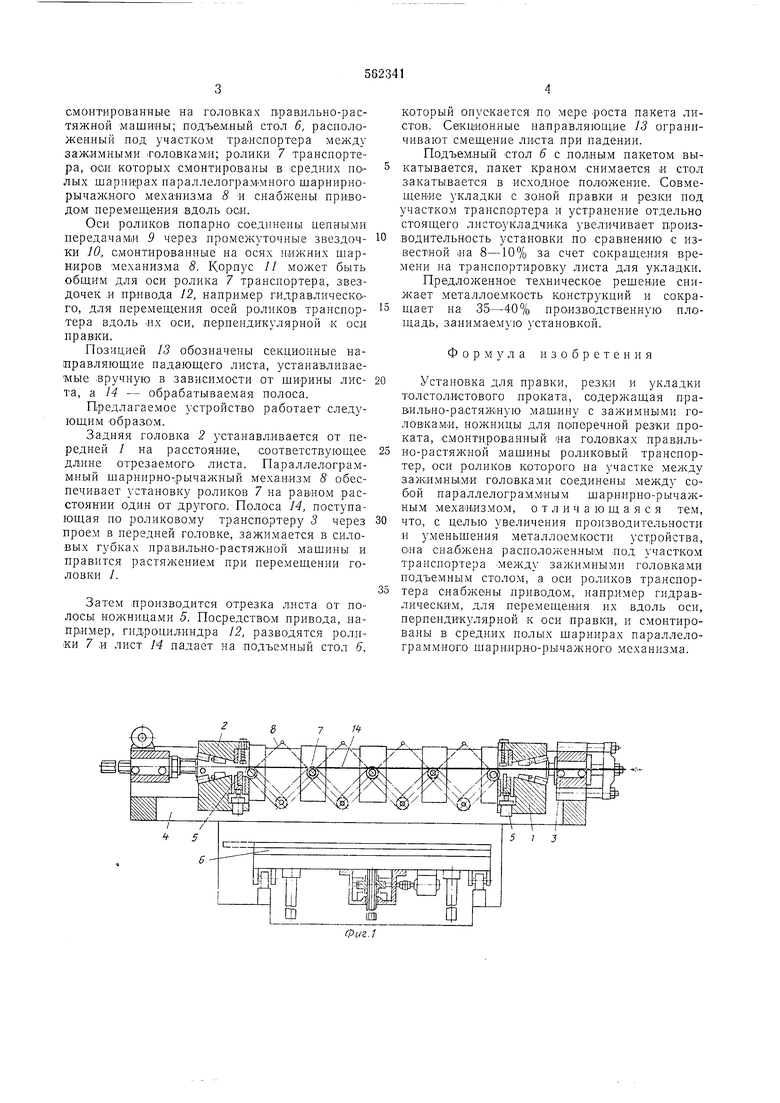
Задняя головка 2 устанавливается от передней / на расстояние, соответствующее длине отрезаемого лнста. Параллелограммдый шарнирно-рычажный меха.низм 8 обеспечивает установку роликов 7 на равном расстоянии один от другого. Полоса М, поступающая по роликовому транспортеру 3 через проем в передней головке, зажимается в силовых губках правильно-растяж.ной машины и правится растяжением при перемещении головки /.
Затем .производится отрезка листа от полосы ножницами 5. Посредство.м привода, ,папрд-пгер, гидроцилиндра 12, разводятся ролики 7 .и лист М падает на подъемный стол 6,
который опуска ется по мере роста пакета листов. Секционные направляющие 13 ограничивают смещение листа, при падении.
Подъемный стол 6 с поллым цакетом выкатывается, пакет крано,м снимается и стол закатывается в исходное положение. Совмещение укладки с зоной правки .и резки под участком транспортера и устранение отдельно стоящего л.истоукладчика увеличивает производительность установки по сравнению с известной иа 8-10% за счет сокращения времени иа транспортировку листа для укладки.
Предложенное техническое решение снижает металлоемкость конструкций и сокращает на производственную площадь, занимаемую установкой.
Формула изобретения
Установка для правки, резки и укладки толстолистового проката, содержащая правильно-растяжную машину с зажимными головками, ножницы для иоперечной резки проката, смонтированный на головках правильно-растяжной машины роликовый транспортер, оси роликов которого на участке между зажимными головками соединены между собой параллелограмм1ным шарнирно-рычажным механизмом, отличающаяся тем,
что, с целью увеличения производительности и уменьшения металлоемкости устройства, она сна.бжена расиоложенньгм под участком транспортера .между зажимными головками подъемным столом, а оси роликов транспортера снабжены приводом, напр.Имер гидравлическим, для перемещения их вдоль оси, перпендикулярной к оси правки, и смонтированы в средних полых шарнирах параллелограммного щарнирно-рычажного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки растяжением и резки толстолистового проката | 1974 |
|
SU503647A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Правильно-растяжная машина | 1980 |
|
SU863061A1 |
| Зажимная головка правильно-растяжной машины | 1986 |
|
SU1362534A1 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА СО ВСТРОЕННЫМ ТРАНСПОРТЕРОМ | 1967 |
|
SU200405A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОС ИЗ ЛИСТОВОГО МЕТАЛЛА | 2022 |
|
RU2808318C1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ТОНКИХ ЛИСТОВ И ПОЛОС | 1970 |
|
SU264322A1 |