(54) ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОС ИЗ ЛИСТОВОГО МЕТАЛЛА | 2022 |
|
RU2808318C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ТОНКИХ ЛИСТОВ И ПОЛОС | 1970 |
|
SU264322A1 |
| Устройство для правки листового проката растяжением с изгибом | 1977 |
|
SU712173A1 |
| МНОГОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 2009 |
|
RU2518828C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ ПРАВКИ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2016 |
|
RU2694306C1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| УСТАНОВКА ПРАВКИ ПОЛОСЫ РАСТЯЖЕНИЕМ С ИЗГИБОМ | 2002 |
|
RU2228812C2 |
1
.Изобретение относится к отделочному оборудованию металлургических заводов, применяемому для исправления неплоскостности листового и полосового проката, в частности к правильно-растяжным машинам.
Известна правильнофастяжная машина, содержащая станину, смонтированные на ней переднюю и заднюю зажимные головки, установленную между ними с возможностью возвратно-поступательного перемеш,ения клеть с неприводными гибочными роликами и рольганг на раме 1.
Недостатком известной машины является ее низкая производительность, связанная с трудностями по установке обрабатываемого листового металла в зажимные головки, поскольку требуется использование цехового крана, что занимает при этом длительное время.
Цель изобретения - повышение производительности труда и сокращение производственных площадей.
Указанная цель достигается тем, что правильно-растяжная машина для полосового и листового проката, содержащая станину, смонтированные на ней переднюю и
заднюю зажимные головки, установленную между ними с возможностью возвратнопоступательного перемещения клеть с неприводными гибочными роликами и рольганг на раме, снабжена размещенной между зажимными головками контрольной плитой, выполненной с окнами дли направления роликов рольганга, и пружинными упорами, связанными с рамой рольганга, которая установлена с возможностью возвратнопоступательного перемещения в направлении, перпендикулярном оси правки.
Такое исполнение правильно-растяжной машины позволяет осуществить контроль качества обработки металла непосредственно в машине, что исключает затраты рабочего времени на транспортировку полосы к контрольной плите и обратно в машину при некачественной обработке, и тем самым повысить производительность труда, а также уменьшить габариты машины.
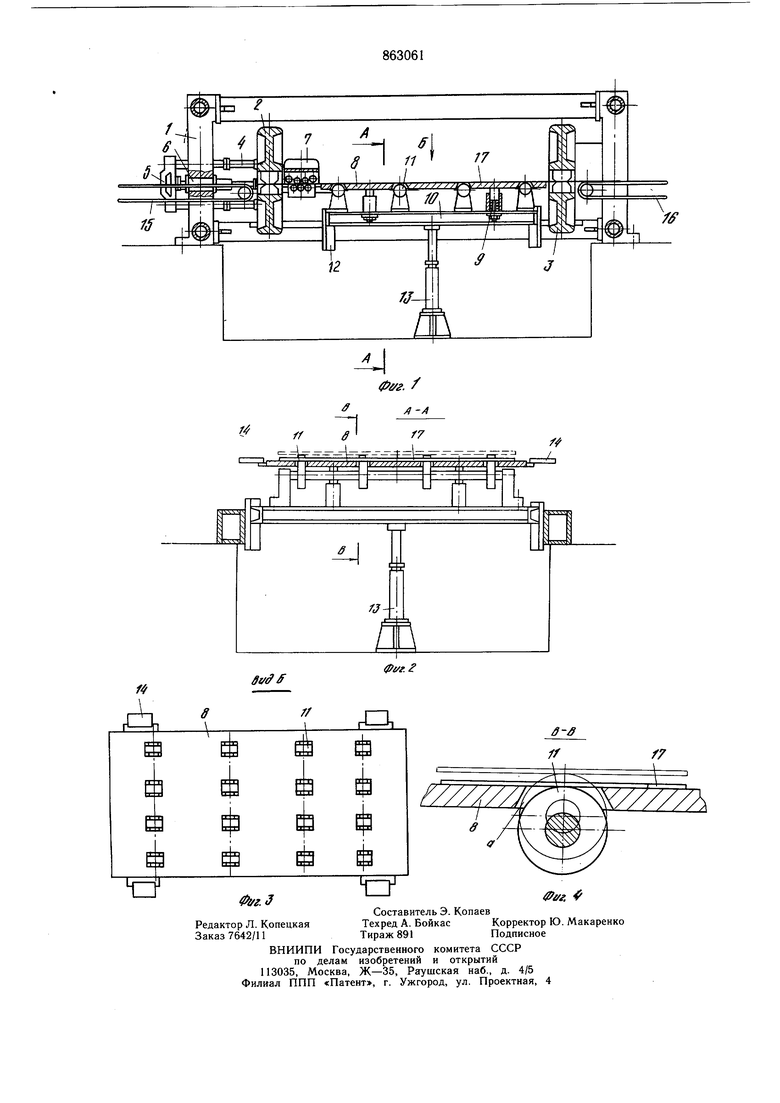
На фиг. 1 изображена правильно-растяжная машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2.
Правильно-растяжная машина состоит из станины 1 с размещенными в ней левой 2 и правой 3 зажимными головками, которые могут перемещаться вдоль нее. Правая зажимная головка предназначена для защемления переднего конца полосы и может устанавливаться на нужном расстоянии от левой головки. Левая зажимная головка необходима для защемления и растяжения обрабатываемого металла. Она соединена двумя тягами 4 с траверсой 5 и далее с гидравлическим цилиндром 6, который обеспечивает растяжение полосы. Правильная клеть 7 с неприводными гибочными роликами установлена между зажимными головками. Контрольная плита 8 для проверки плоскостности обработанного металла выполнена с окнами а и соединена посредством пружинных упоров 9 с рамой 10, на которой смонтирован рольганг 11 с ребристыми роликами. Подъем рамы в направляющих 12 осуществляется, например, двухступенчатым гидравлическим цилиндром 13. Крайнее верхнее положение Контрольной плиты определяется жесткими упорами 14. На входе и выходе металла из машины установлены ленточные транспортеры 15 и 6.
Правильно-растяжная машина работает следующим образом.
Правая зажимная головка 3 устанавливается от левой головки 2 на расстоянии, соответствующем длине обрабатываемого металла. Правильная клеть 7 с поднятой верхней кассетой занимает крайнее левое положение. Рольганг поднят выше контрольной плиты 8. Обрабатываемый металл (полоса) 17 транспортером 15 подается через левую зажимную головку 2, правильную клеть 7 на рольганг. Рольгангом полоса 17 транспортируется в правой зажимной головке 30. После этого металл защемляется в губках обеих головок. Верхняя кассета правильной клети 7 опускается, рольганг с контрольной плитой 8 занимает крайнее нижнее положение, полоса 17 растягивается. Затем включается привод пеперемещения правильной клети 7, и она совершает определенное количество ходов.
необходимое для качественной правки. Совершив нужное количество ходов, правильная клеть 7 останавливается у левой головки 2, верхняя кассета клети 7 поднимается, а левая зажимная головка 2 совершает ход в крайнее правое положение. Контрольная плита 8 перемещается до упоров 14. Осуществляется контроль плоскостности. Если полоса имеет необходимую плоскостность, гидроцилиндр 13 совершает дополнительный ход. При этом контрольная плита 8 за счет жестких 14 пружинных 9 упоров остается на месте, а рольганг 11 поднимается выше плиты 8. После этого раскрываются зажимные головки 2 и 3, полоса 17 рольгангом транспортируется из машины на
ленточный транспортер 16. В зону обработки поступает новый участок полосы, и цикл повторяется. В случае некачественной правки контрольная плита 8 с рольгангом 11 опускаются гидроцилиндром 13 в крайнее нижнее положение. Полоса подвергается вторичной обработке в правильно-растяжной машине.
Формула изобретения
Правильно-растяжная машина для полосового и листового проката, содержащая смонтированные на станине переднюю if заднюю зажимные головки, установленную между ними с возможностью возвратно-поступательного перемещения клеть с неприводными гибочными роликами и рольганг на раме, отличающаяся тем, что, с целью повышения производительности труда и сокращения производственных площадей, она снабжена размещенной между зажимными головками контрольной плитой, выполненной с окнами для направления роликов рольганга, и пружинными упорами, связанными с рамой рольганга, установленной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси правки.
Источники информации,
принятые во внимание при экспертизе 1. Слоним А. В., Санин А. Л. Машины для правки листового и сортового материала. М., «Машиностроение, 1975, с. 83.
