Область техники, к которой относится изобретение
Настоящее изобретение относится к технике металлургического оборудования, а более конкретно - к правильно-растяжным машинам для правки полос из листового металла.
Уровень техники
В настоящее время правильно-растяжные машины широко используются в технологических линиях конвейерного производства полосового проката в металлургической промышленности. Рыночные требования к форме и качеству поверхности полосового проката становятся все более высокими, вместе с тем правильно-растяжные машины традиционной конструкции часто не обеспечивают хороших результатов правки или приводят к царапинам, различиям в цвете и другим проблемам с качеством поверхности полосовой стали из-за неправильного расположения роликов. При прохождении полосового сварочного шва верхние и нижние ролики не могут быть быстро одновременно отделены от полосового проката, в результате чего остаются следы от роликов, что приводит к снижению количества выпущенной продукции полосового проката.
Сущность изобретения
Настоящее изобретение относится к правильно-растяжной машине для правки полос из листового металла, которая, по меньшей мере, может решить некоторые из недостатков предшествующего уровня техники.
Настоящее изобретение относится к правильно-растяжной машине для правки полос из листового металла, которая включает в себя расположенные последовательно по ходу движения полосы верхние отводящие ролики на входе, нижние отводящие ролики на входе, линию гибочных валков, верхние отводящие ролики в секции, линию поперечных гибочных правильных валков, линию продольных гибочных правильных валков и нижние отводящие ролики на выходе; линия гибочных валков включает несколько групп верхних гибочных валков и несколько групп нижних гибочных валков, причем верхние гибочные валки и нижние гибочные валки имеют одинаковое количество и расположены в соответствии один к одному; линия поперечных гибочных правильных валков включает в себя верхние правильные валки и несколько поперечных гибочных отводящих роликов, расположенных под каналом прокатки полосы; линия продольных гибочных правильных валков включает в себя нижние правильные валки и несколько продольных гибочных отводящих роликов, расположенных над каналом прокатки полосы.
Один из вариантов осуществления: все верхние гибочные валки, верхние правильные валки и нижние правильные валки оснащены механизмом регулировки обжатия; все нижние гибочные валки, поперечные гибочные отводящие ролики и продольные гибочные отводящие ролики оснащены устройством быстрого открытия роликовой системы.
Один из вариантов осуществления: верхние отводящие ролики на входе, нижние отводящие ролики на входе и нижние отводящие ролики на выходе оснащены устройством быстрого открытия роликовой системы, верхние отводящие ролики в секции представляют собой роликовую систему с фиксацией положения.
Один из вариантов осуществления: отметка нижнего основания после прижатия верхними отводящими роликами на входе и отметка верхней части после прижатия нижними отводящими роликами на выходе такие же, как высотная отметка линии прохождения полосы; отметка нижнего основания верхних отводящих роликов в секции выше отметки линии прохождения полосы; отметка верхней части после прижатия нижними отводящими роликами на входе выше отметки линии прохождения полосы.
Один из вариантов осуществления: отметка нижнего основания верхних отводящих роликов в секции на 6-20 мм выше отметки линии прохождения полосы.
Один из вариантов осуществления: отметка верхней части после прижатия нижними отводящими роликами на входе на 30-80 мм выше отметки линии прохождения полосы.
Один из вариантов осуществления: за исключением верхних отводящих роликов в секции, остальное роликовое оборудование имеет цельную роликовую кассетную конструкцию.
Один из вариантов осуществления: все верхние гибочные валки, все нижние гибочные валки, верхние правильные валки и нижние правильные валки представляют собой тройную роликовую конструкцию.
Один из вариантов осуществления: после нижних отводящих роликов на выходе также расположены отжимные ролики.
Настоящее изобретение имеет как минимум следующие положительные эффекты:
Правильно-растяжная машина, представленная настоящим изобретением, благодаря расположению линии гибочных валков, линии поперечных гибочных правильных валков и линии продольных гибочных правильных валков, а также особому расположению отводящих роликов на входе, в секции и на выходе соответственно, способствует прохождению полосового проката через правильно-растяжную машину по определенному пути для осуществления рихтовки изгибов. Это может улучшить эффективность правки полос и уменьшить такие проблемы с качеством поверхности, как царапины и различия в цвете полосы.
Кроме того, настоящее изобретение имеет следующие эффекты:
Благодаря расположению всех роликовых линий и настройкам устройства быстрого открытия роликовой системы в настоящем изобретении можно обеспечить отделение роликовой линии от полосового проката при прохождении сварного шва полосы, кроме того, при быстром открытии правильно-растяжной машины отметка линии прохождения полосы не изменится, что позволяет избежать неблагоприятного воздействия на последующее нормальное производство или необходимости многократной регулировки линии прохождения полосы.
Описание прилагаемых фигур
Чтобы более четко проиллюстрировать варианты осуществления настоящего изобретения или технические решения предшествующего уровня техники, ниже кратко приведены прилагаемые фигуры, которые необходимо использовать при описании вариантов осуществления или предшествующего уровня техники; очевидно, что приведенные ниже фигуры являются лишь некоторыми вариантами осуществления настоящего изобретения, и для специалистов в данной области техники другие чертежи также могут быть получены из этих чертежей без каких-либо творческих усилий.
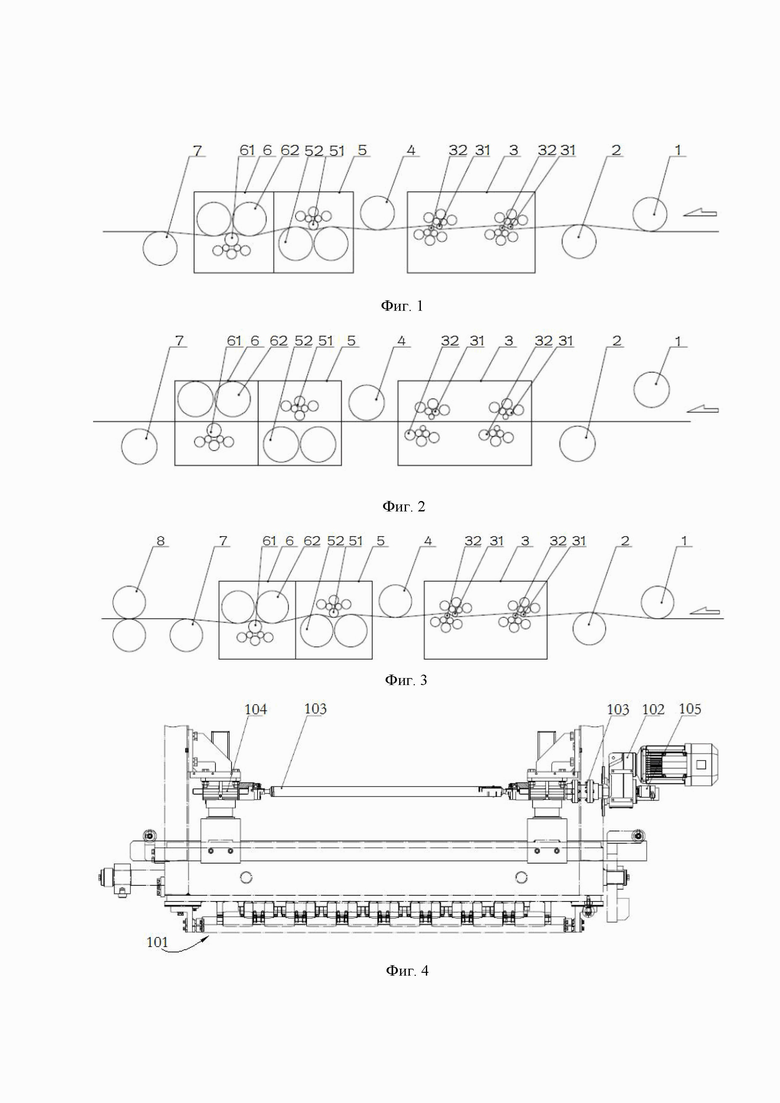
На фигуре 1 представлено схематическое изображение компоновки правильно-растяжной машины, предусмотренной вариантом осуществления настоящего изобретения;
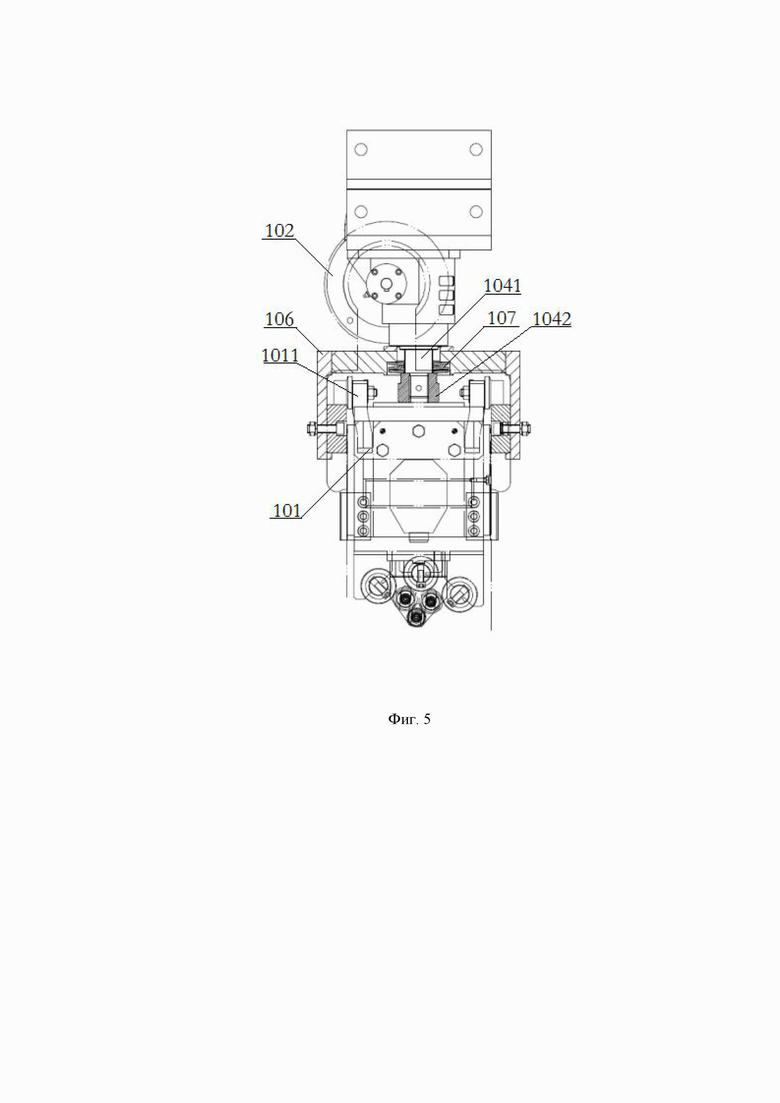
На фигуре 2 представлено схематическое изображение правильно-растяжной машины в состоянии быстрого открытия, предусмотренной вариантом осуществления настоящего изобретения;
На фигуре 3 представлено схематическое изображение компоновки правильно-растяжной машины, которая включает отжимные ролики, согласно варианту осуществления настоящего изобретения;
На фигуре 4 представлена конструктивная схема роликового устройства с механизмом регулировки обжатия, предусмотренного вариантом осуществления настоящего изобретения;
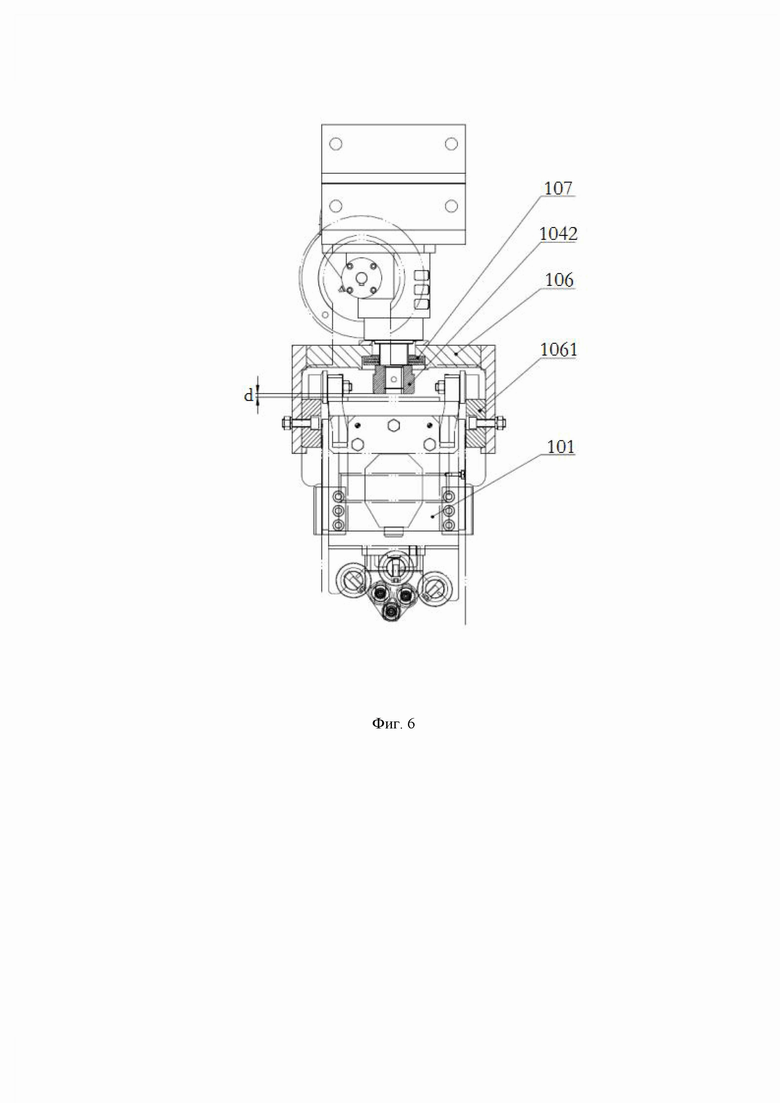
На фигуре 5 представлено схематическое изображение состояния роликового устройства на фиг. 4 во время его нормальной работы;
На фигуре 6 представлено схематическое изображение состояния роликового устройства на фиг. 4 во время замены роликов.
Конкретные методы осуществления
Технические решения в вариантах осуществления настоящего изобретения четко и полностью описаны ниже со ссылкой на прилагаемые фигуры в вариантах осуществления настоящего изобретения; очевидно, что описанные варианты осуществления являются лишь некоторыми, но не всеми вариантами осуществления настоящего изобретения. Основываясь на вариантах осуществления настоящего изобретения, все другие варианты осуществления, полученные специалистами в данной области техники без творческих усилий, входят в сферу охраны настоящего изобретения.
Вариант осуществления 1
Как показано на фиг. 1-3, вариант осуществления настоящего изобретения предлагает правильно-растяжную машину для правки полос из листового металла, которая включает в себя расположенные последовательно по ходу движения полосы верхние отводящие ролики на входе 1, нижние отводящие ролики на входе 2, линию гибочных валков 3, верхние отводящие ролики в секции 4, линию поперечных гибочных правильных валков 5, линию продольных гибочных правильных валков 6 и нижние отводящие ролики на выходе 7; линия гибочных валков 3 включает несколько групп верхних гибочных валков 31 и несколько групп нижних гибочных валков 32, причем верхние гибочные валки 31 и нижние гибочные валки 32 имеют одинаковое количество и расположены в соответствии один к одному; линия поперечных гибочных правильных валков 5 включает в себя верхние правильные валки 51 и несколько поперечных гибочных отводящих роликов 52, расположенных под каналом прокатки полосы; линия продольных гибочных правильных валков 6 включает в себя нижние правильные валки 61 и несколько продольных гибочных отводящих роликов 62, расположенных над каналом прокатки полосы.
При этом, во время нормального производства, канал прокатки полосы ограничивается верхними отводящими роликами на входе 1, нижними отводящими роликами на входе 2, линией гибочных валков 3, верхними отводящими роликами в секции 4, линией поперечных гибочных правильных валков 5, линией продольных гибочных правильных валков 6 и нижними отводящими роликами на выходе 7. Как можно понять, верхние отводящие ролики на входе 1, верхние гибочные валки 31, верхние правильные валки 51 и продольные гибочные отводящие ролики 62 расположены над каналом прокатки полосы; нижние отводящие ролики на входе 2, нижние отводящие ролики на выходе 7, нижние гибочные валки 32, нижние правильные валки 61 и поперечные гибочные отводящие ролики 52 расположены под каналом прокатки полосы.
В одном из вариантов осуществления вышеупомянутая линия гибочных валков 3 включает в себя две группы верхних гибочных валков 31 и две группы нижних гибочных валков 32, а вышеупомянутая правильно-растяжная машина образует процесс правки с двумя сгибами и двумя правками, который может удовлетворить потребности в правке всех видов полосового проката.
Вышеупомянутая линия поперечных гибочных правильных валков 5 используется для исправления дефектов поперечного изгиба полосы, в одном из вариантов осуществления, как показано на фиг. 1-3, имеется два поперечных гибочных отводящих ролика 52, оси двух поперечных гибочных отводящих роликов 52 параллельны и расположены горизонтально в одном ряду, предпочтительно, чтобы верхние правильные валки 51 были расположены между двумя поперечными гибочными отводящими роликами 52.
Вышеупомянутая линия продольных гибочных правильных валков 6 используется для исправления дефектов продольного изгиба полосы, в одном из вариантов осуществления, как показано на фиг. 1-3, имеется два продольных гибочных отводящих ролика 62, оси двух продольных гибочных отводящих роликов 62 параллельны и расположены горизонтально в одном ряду, предпочтительно, чтобы нижние правильные валки 61 были расположены между двумя продольными гибочными отводящими роликами 62.
Оптимально, когда верхние отводящие ролики на входе 1, нижние отводящие ролики на входе 2, все верхние гибочные валки 31, все нижние гибочные валки 32, верхние правильные валки 51, все поперечные гибочные отводящие ролики 52, нижние правильные валки 61, все продольные гибочные отводящие ролики 62 и нижние отводящие ролики на выходе 7 имеют цельную роликовую кассетную конструкцию, которая может быть выдвинута вбок, что удобно для установки и обслуживания; также за исключением верхних отводящих роликов в секции 4, остальное роликовое оборудование имеет цельную роликовую кассетную конструкцию.
Оптимально, когда все верхние гибочные валки 31, все нижние гибочные валки 32, верхние правильные валки 51 и нижние правильные валки 61 представляют собой тройную роликовую конструкцию, включающую рабочие валки, два промежуточных валка и несколько опорных валков.
Правильно-растяжная машина в данном варианте осуществления, благодаря расположению линии гибочных валков 3, линии поперечных гибочных правильных валков 5 и линии продольных гибочных правильных валков 6, а также особому расположению отводящих роликов на входе в секции и на выходе соответственно, способствует прохождению полосового проката через правильно-растяжную машину по определенному пути для осуществления рихтовки изгибов. Это может улучшить эффективность правки полос и уменьшить такие проблемы с качеством поверхности, как царапины и различия в цвете полосы.
В одном из вариантов осуществления все верхние гибочные валки 31, верхние правильные валки 51 и нижние правильные валки 61 оснащены механизмом регулировки обжатия; данный механизм регулировки обжатия использует общепринятую конструкцию регулировки обжатия в данной области техники, которая здесь не будет подробно описываться.
В одном из вариантов осуществления все нижние гибочные валки 32, все поперечные гибочные отводящие ролики 52 и продольные гибочные отводящие ролики 62 оснащены устройством быстрого открытия роликовой системы, данное устройство быстрого открытия роликовой системы может напрямую приводиться в действие пневмоцилиндром/гидравлическим цилиндром, и имеет высокую скорость отклика.
В одном из вариантов осуществления верхние отводящие ролики на входе 1, нижние отводящие ролики на входе 2 и нижние отводящие ролики на выходе 7 оснащены устройством быстрого открытия роликовой системы; верхние отводящие ролики в секции 4 представляют собой роликовую систему с фиксацией положения. Аналогично данное устройство быстрого открытия роликовой системы может напрямую приводиться в действие пневмоцилиндром/гидравлическим цилиндром и имеет высокую скорость отклика.
При этом, как показано на фиг. 2, после того, как верхние отводящие ролики на входе 1, нижние отводящие ролики на входе 2, все нижние гибочные валки 32, все поперечные гибочные отводящие ролики 52, продольные гибочные отводящие ролики 62 и нижние отводящие ролики на выходе 7 открываются устройством быстрого открытия роликовой системы, полосовой прокат не соприкасается с каким-либо роликовым оборудованием правильно-растяжной машины. При прохождении полосового сварочного шва вся роликовая система может быть быстро отделена от полосового проката, что позволяет избежать появления следов прокатки на поверхности полосы и снижения количества выпущенной продукции полосового проката.
При этом оптимально, когда отметка нижнего основания после прижатия верхними отводящими роликами на входе 1 и отметка верхней части после прижатия нижними отводящими роликами на выходе 7 такие же, как высотная отметка линии прохождения полосы; отметка нижнего основания верхних отводящих роликов в секции 4 выше отметки линии прохождения полосы; отметка верхней части после прижатия нижними отводящими роликами на входе 2 выше отметки линии прохождения полосы. На основании данной конфигурации можно улучшить эффект правки полосы; в сочетании с вышеупомянутой настройкой устройства быстрого открытия роликовой системы это может обеспечить быстрое отделение роликовой линии от полосового проката при прохождении сварного шва полосы, кроме того, при быстром открытии правильно-растяжной машины отметка линии прохождения полосы не изменится, что позволяет избежать неблагоприятного воздействия на последующее нормальное производство или необходимости многократной регулировки линии прохождения полосы.
При этом следует отметить, что отметка линии прохождения полосы основана на высоте полосы на входе/выходе правильно-растяжной машины.
Усовершенствование: отметка нижнего основания верхних отводящих роликов в секции 4 на 6-20 мм выше отметки линии прохождения полосы; в одном из вариантов осуществления отметка нижнего основания верхних отводящих роликов в секции 4 на 10-12 мм выше отметки линии прохождения полосы.
Усовершенствование: отметка верхней части после прижатия нижними отводящими роликами на входе 2 на 30-80 мм выше отметки линии прохождения полосы; в одном из вариантов осуществления отметка верхней части после прижатия нижними отводящими роликами на входе 2 на 50-60 мм выше отметки линии прохождения полосы.
В альтернативном варианте осуществления, как показано на фиг. 3, после нижних отводящих роликов на выходе 7 также расположены отжимные ролики 8.
Вариант осуществления 2
Данный вариант осуществления предлагает роликовое устройство; в упомянутом выше варианте осуществления 1 по меньшей мере один из верхних гибочных валков, верхних правильных валков и нижних правильных валков может использовать данное роликовое устройство.
Как показано на фиг. 4-6, данное роликовое устройство включает роликовую коробку 101 и механизм регулировки обжатия, с помощью которого можно регулировать степень обжатия роликовой коробки 101, тем самым повышая маневренность и надежность работы роликового устройства.
В этом варианте осуществления оптимально, когда вышеупомянутый механизм регулировки обжатия использует винтовой подъемник 104. В частности, данный механизм регулировки обжатия включает в себя винтовой подъемник 104 и подъемную раму 106, при этом подъемная рама 106 соединена с подъемной рейкой 1041 винтового подъемника 104; роликовая коробка 101 установлена на подъемной раме 106 и может приводить в движение подъемную раму 106 под действием винтового подъемника 104, тем самым приводя в движение роликовую коробку 101 вверх и вниз для достижения цели регулировки степени обжатия.
При этом предпочтительно, чтобы механизм регулировки обжатия мог использовать несколько групп винтовых подъемников 104, винтовые подъемники 104 соединяются с помощью соединительной муфты 103, а затем соединяются с тем же приводным узлом 102, данным приводным узлом 102 может быть электродвигатель, мотор-редуктор и т.д.
В одном из вариантов осуществления, как показано на фиг. 5 и 6, на подъемной раме 106 предусмотрена направляющая для смены роликов 1061, а роликовая коробка 101 соответственно снабжена ходовым механизмом 1011, данный ходовой механизм 1011 может представлять собой ролик и т.п., опирающийся на направляющую для смены роликов 1061 и может перемещаться по направляющей для смены роликов 1061. Направление направляющей для смены роликов 1061, как правило, параллельно осевому направлению рабочих валков в роликовой коробке 101.
Дальнейшая оптимизация приведена на фиг. 5 и 6, где подъемная рейка 1041 винтового подъемника 104 проходит через подъемную раму 106, а донный торец входит в подъемную раму 106 и упирается в роликовую коробку 101; донный торец подъемной рейки 1041 имеет ступенчатую конструкцию вала с узким верхом и широким низом, данная подъемная рейка 1041 также обшита дисковой пружиной 107, донный торец дисковой пружины 107 соприкасается со ступенчатой поверхностью ступенчатой конструкции вала, а верхний конец дисковой пружины 107 соприкасается с подъемной рамой 106.
При этом соответственно в подъемной раме 106 может быть предусмотрен приемный желоб, при этом выемка приемного желоба обращена вниз, а дисковая пружина 107 размещена в приемном желобе и упирается в дно приемного желоба (дно желоба находится напротив выемки и прямо над выемкой).
При этом на донном торце подъемной рейки 1041 может быть установлена головка 1042, образующая упомянутую выше ступенчатую конструкцию вала; при этом данная головка 1042 и подъемная рейка 1041 могут иметь разъемное соединение, например, головка может быть навинчена на подъемную рейку 1041 для облегчения установки и снятия дисковой пружины 107.
На основе вышеописанной конструкции такие операции, как фиксация роликовой коробки 101, замена роликовой коробки 101 и регулировка обжатия роликовой коробки 101 могут быть реализованы с помощью механизма регулировки обжатия. В частности: в нормальных условиях донный торец подъемной рейки 1041 (например, упомянутая выше головка 1042) упирается в роликовую коробку 101, и под действием силы упругости дисковой пружины 107 подъемная рама 106 может быть прижата к корпусу винтового подъемника 104; под действием собственного веса роликовой коробки 101 в сочетании с ограничениями подъемной рамы 106 и подъемной рейки 1041 роликовая коробка 101 может быть надежно установлена на подъемной раме 106; с помощью действия подъемного привода винтового подъемника 104 может быть реализована регулировка обжатия роликовой коробки 101; при этом дисковая пружина 107 может играть роль амортизирующего и вспомогательного прижима, что может уменьшить повреждение полосы при одновременном повышении точности регулировки обжатия; при необходимости замены роликовой коробки 101 подъемная рейка 1041 винтового подъемника 104 поднимается, после сжатия дисковой пружины 107 подъемная рама 106 прижимается к корпусу винтового подъемника 104, а между донным торцом подъемного стержня 1041 и роликовой коробкой 101 существует определенный зазор d (например, контролируемый на уровне 5~10 см), после того как роликовая коробка 101 не ограничивается подъемной рейкой 1041, она может перемещаться по направляющей для смены роликов 1061, чтобы можно было выполнить операцию по смене роликов.
В описанном выше технологическом процессе надежное управление рабочим положением роликовой коробки 101 может быть реализовано с помощью кодирующего устройства 105, установленного в приводном блоке 102, а кодирующее устройство 105 может быть кодирующим устройством 105 абсолютного значения.
Вышеприведенные описания являются только предпочтительными вариантами осуществления настоящего изобретения и не предназначены для ограничения настоящего изобретения; любые модификации, эквивалентная замена, усовершенствования и т.д., сделанные согласно идее и принципам настоящего изобретения, должны быть включены в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина | 1980 |
|
SU863061A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ПОГРЕШНОСТЕЙ ПЛАНШЕТНОСТИ МЕТАЛЛИЧЕСКОГО ПЛОСКОГО ПРОДУКТА | 2016 |
|
RU2703743C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ БЕСКОНЕЧНОЙ ПРОКАТКИ ВЫПОЛНЕННОЙ В СЕЧЕНИИ КАК ТОНКИЙ СЛЯБ, ПОЛУЧЕННОЙ СО СКОРОСТЬЮ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ, И МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2310529C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ ДЛЯ ОХЛАЖДЕНИЯ РУЛОННОЙ ПОЛОСЫ ПОСЛЕ ОТЖИГА | 2002 |
|
RU2201461C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243842C1 |
Изобретение относится к области обработки давлением, в частности к оборудованию для правки полос из листового металла. Правильно-растяжная машина содержит расположенные последовательно по ходу движения полосы верхние и нижние отводящие ролики на входе, линию гибочных валков, верхние отводящие ролики в секции, линию поперечных гибочных правильных валков, линию продольных гибочных правильных валков и нижние отводящие ролики на выходе. Линия гибочных валков включает несколько групп верхних гибочных валков и несколько групп нижних гибочных валков. Линия поперечных гибочных правильных валков включает верхние правильные валки и несколько поперечных гибочных отводящих роликов, расположенных под каналом прокатки полосы. Линия продольных гибочных правильных валков включает нижние правильные валки и несколько продольных гибочных отводящих роликов, расположенных над каналом прокатки полосы. В результате обеспечивается возможность уменьшить такие проблемы с качеством поверхности полосы, как царапины и различие в цвете. 8 з.п. ф-лы, 6 ил.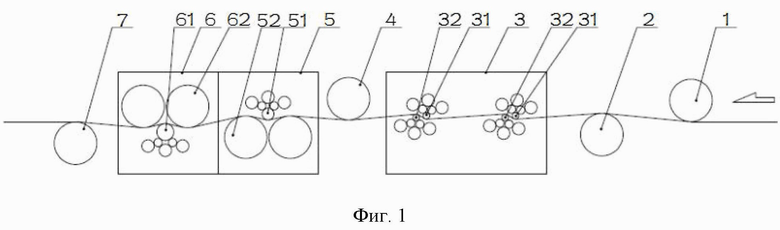
1. Правильно-растяжная машина для правки полос из листового металла, отличающаяся тем, что она включает в себя расположенные последовательно по ходу движения полосы верхние отводящие ролики на входе, нижние отводящие ролики на входе, линию гибочных валков, верхние отводящие ролики в секции, линию поперечных гибочных правильных валков, линию продольных гибочных правильных валков и нижние отводящие ролики на выходе; линия гибочных валков включает несколько групп верхних гибочных валков и несколько групп нижних гибочных валков, причем верхние гибочные валки и нижние гибочные валки имеют одинаковое количество и расположены в соответствии один к одному; линия поперечных гибочных правильных валков включает в себя верхние правильные валки и несколько поперечных гибочных отводящих роликов, расположенных под каналом прокатки полосы; линия продольных гибочных правильных валков включает в себя нижние правильные валки и несколько продольных гибочных отводящих роликов, расположенных над каналом прокатки полосы.
2. Правильно-растяжная машина по п. 1, отличающаяся тем, что все верхние гибочные валки, верхние правильные валки и нижние правильные валки оснащены механизмом регулировки обжатия; все нижние гибочные валки, поперечные гибочные отводящие ролики и продольные гибочные отводящие ролики оснащены устройством открытия роликовой системы.
3. Правильно-растяжная машина по п. 2, отличающаяся тем, что верхние отводящие ролики на входе, нижние отводящие ролики на входе и нижние отводящие ролики на выходе оснащены устройством открытия роликовой системы, верхние отводящие ролики в секции представляют собой роликовую систему с фиксацией положения.
4. Правильно-растяжная машина по п. 2, отличающаяся тем, что отметка нижнего основания верхних отводящих роликов в секции после прижатия верхними отводящими роликами на входе и отметка верхней части нижних отводящих роликов в секции после прижатия нижними отводящими роликами на выходе такие же, как высотная отметка линии прохождения полосы; отметка нижнего основания верхних отводящих роликов в секции выше отметки линии прохождения полосы; отметка верхней части нижних отводящих роликов в секции после прижатия нижними отводящими роликами на входе выше отметки линии прохождения полосы.
5. Правильно-растяжная машина по п. 4, отличающаяся тем, что отметка нижнего основания верхних отводящих роликов в секции на 6-20 мм выше отметки линии прохождения полосы.
6. Правильно-растяжная машина по п. 4, отличающаяся тем, что отметка верхней части нижних отводящих роликов в секции после прижатия нижними отводящими роликами на входе на 30-80 мм выше отметки линии прохождения полосы.
7. Правильно-растяжная машина по п. 1, отличающаяся тем, что верхние и нижние отводящие ролики на входе, верхние и нижние гибочные валки, верхние и нижние правильные валки, поперечные и продольные гибочные отводящие ролики и нижние отводящие ролики на выходе имеют цельную роликовую кассетную конструкцию.
8. Правильно-растяжная машина по п. 1, отличающаяся тем, что все верхние гибочные валки, все нижние гибочные валки, верхние правильные валки и нижние правильные валки представляют собой тройную роликовую конструкцию.
9. Правильно-растяжная машина по п. 1, отличающаяся тем, что после нижних отводящих роликов на выходе также расположены отжимные ролики.
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| Установка для непрерывной правки проката | 1979 |
|
SU772647A1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ТОНКИХ ЛИСТОВ И ПОЛОС | 0 |
|
SU264322A1 |
| US 5829286 A1, 03.11.1998 | |||
| US 3839888 A1, 08.10.1974. | |||
