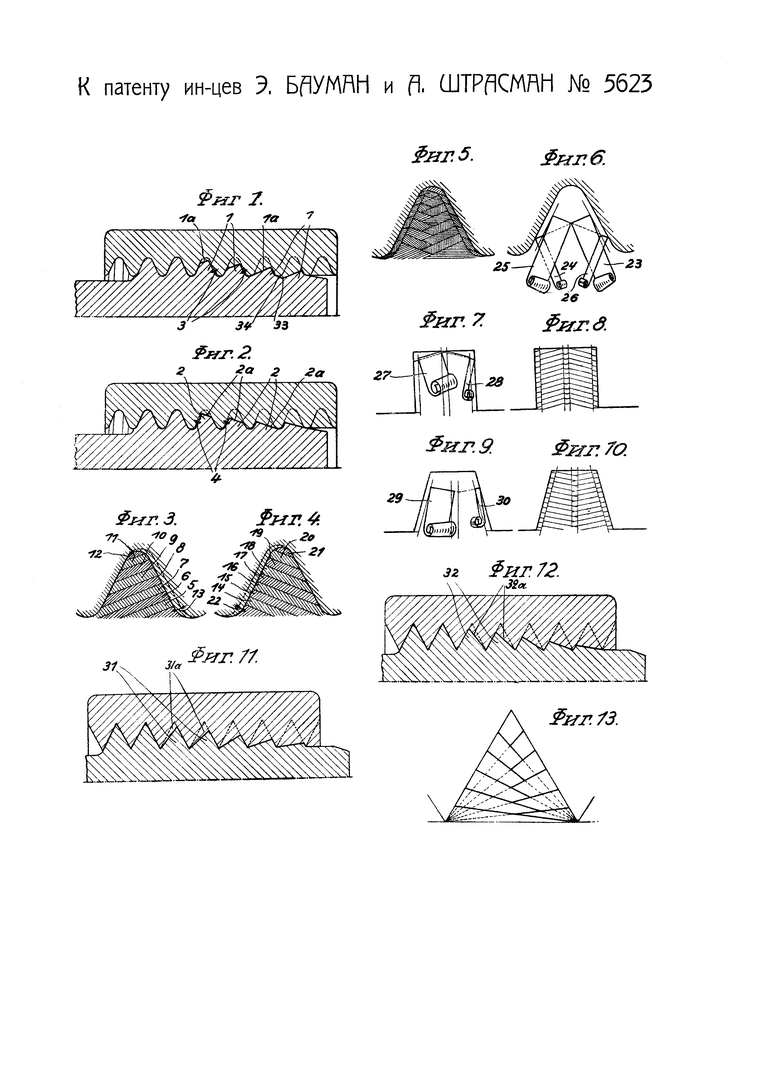
На фиг. 1-13 чертежа изображен предлагаемый инструмент для нарезки винтов или гаек и поясняется его действие.
Согласно фиг. 1-6, режущий край служащего для предварительной грубой нарезки резца делается косым и крышеобразным, при чем наклон крышевидной режущей грани отдельных, распределенных по окружности инструмента, рядов резцов направлен, поочередно, в обратные стороны. Например, режущий край 1а резца 1, показанного на фиг. 1, ряда резцов направлен по ходу (продвижению) инструмента, между тем как режущий край 2а резца, следующего непосредственно за этим ряда резцов, подымается косо по направлению подачи инструмента, - или обратно.
Как резцы 1, так и резцы 2, со стороны наибольшего под′ема режущей грани слегка сняты так, чтобы невыбранные срезы 3 и 4 располагались в различных рядах резцов также в обратные стороны.
На фиг. 3 показано последовательное уменьшение снимаемой помощью резца 1 стружки, удаляемой постепенно слоями 5 до 12, при чем часть 13 материала остается нетронутой. На фиг. 4 показаны резцы 2, снимающие стружку слоями 14-21, при чем часть 22 остается нетронутой; так как в направлении вращения действуют последовательно рабочие резцы (поочередно, с результатом, показанным отдельно на фиг. 3 и на фиг. 4), то в конце концов действие их сводится к тому, что показано на фиг. 5, из которой видно, что при нарезке винта снимаются четыре рода стружек (тоже, но более ясно, это показано на фиг. 6). Каждый режущий край крышевидных резцов производит при этом черновую работу, затем работу начисто, снимая сначала обдирочную стружку 23, затем начисто стружку 24, а при проходе следующего ряда режущих резцов обдирочную стружку 25 и начисто стружку 26. Таким методом работы имеет целью достичь очень точной и тщательной нарезки.
Самое глубокое место 33 у инструмента для нарезки винтов находится глубже, чем диаметр ядра при готовой внутренней (гаечной) нарезке или, наоборот, выше, чем наружный диаметр ненарезанного стержня при внешней (винтовой) нарезке. Таким образом, имеется в виду получить следующее: глубже расположенные части режущих краев при слишком малых диаметрах отверстий будут легко уширять это отверстие, а при наружных (винтовых) нарезках слишком большого диаметра - суживать его, без того, чтобы инструмент для нарезки шел более туго. Режущие края 34 должны дать при этом правильную форму верхней части нитки.
В случае надобности инструмент для нарезки может быть применяем и без того, чтобы грани режущих резцов были несколько понижены (сняты) на поднятых краях крышевидных плоскостей. На фиг. 7 и 8 показана последовательная нарезка прямоугольной резьбы, а на фиг. 9 и 10 - трапецеобразной формы; нарезка производится в обоих случаях так же, как и при работе согласно фиг. 1-6, при чем обдирочная стружка 27 и 29 или чистая 28 и 30 снимаются, каждая, поочередно резцами, грани которых направлены в обратном порядке.
На фиг. 11 и 13 показаны дальнейшие варианты инструмента для нарезки винтов, при чем режущий край резца образован здесь винтовой гранью (по форме нитки), наклон которой непрерывно изменяется, увеличиваясь последовательно от одного резца к следующему. Углы наклона резцов 31 и 32 в различных рядах (сериях) также направлены в противоположные стороны, так что отбор стружек будет таким же, как и в предыдущих вариантах. Порядок работы виден из схемы, согласно фиг. 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| Пластикатор для кондитерской массы | 1982 |
|
SU1152558A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СОПРОТИВЛЯЕМОСТИ ПОРОД РЕЗАНИЮ | 2013 |
|
RU2532955C1 |
| Рабочий орган смесителя-пластикатора | 1987 |
|
SU1593604A2 |
| Фрезерный барабан для машин, добывающих измельченный торф | 1928 |
|
SU25583A1 |
| УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ ТРЕЩИН | 1994 |
|
RU2137581C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| Инструмент для наружной обработки деталей, в частности зубчатых колес, протягиванием | 1940 |
|
SU61468A1 |
1. Инструмент для нарезки винтов или гаек, характеризующийся тем, что на его резцах 31, 32 (фиг. 11, 12), производящих начальную (черновую) обработку, сделаны срезы 31а, 32а верхушек под наклоном к оси инструмента, каковые срезы в каждом продольном ряде резцов, размещенных на отдельных витках, направлены в одну сторону, а в чередующихся резцах 31 и 32 каждого отдельного витка - в разные стороны.
2. Видоизменение охарактеризованного в п. 1 инструмента, отличающееся тем, что, помимо указанных в п. 1 срезов 1а и 2а (фиг. 1, 2), на резцах 1 и 2 сделаны еще и на их винтовых гранях срезы 3 и 4, по одному срезу у каждого резца и притом со стороны более широкой грани, т.-е. по разные стороны в чередующихся резцах 1 и 2 одного и того же витка.
3. Видоизменение инструмента, охарактеризованного в п.п. 1 и 2, отличающееся тем, что в наиболее срезанном с верхушки резце углубление 33 (фиг. 1) при нарезке гаек берется на меньшем расстоянии от оси инструмента, чем граница отверстия гайки, а при нарезке винтов - на расстоянии большем, чем граница винта.
