Изобретение относится к устройствам контроля и управления технологическими процессами, в частности для конт1роля выдержек времени прессования в условиях серийного и массового производства и может найти применение в различных отраслях народного хозяйства, где необходима циклическая и регулируемая выдерж-ка времени, например, при прессовании деталей из пластмасс и резино-технических изделий, в сушильных печах, в установках лоли.меризации компаунда И т. д.
Известнопрограммное устройство, содержащее счбтчвк импульсов, генератор импульсов и наборное поле для установки требуемой выдержки времени. Однако это устройство не обеспечивает контроля полного соблюдения технологических процессов 1.
Известно также устройство для программного управления, содержащее испол«ительный блок и последовательно соединенные блок задания программы, блок сравнения, блок управления, элемент И, другой вход которого подключен к генератору импульсов, и блок задания времени, выход которого .подключей к одному из входов блока управления 2. Однако эти устройства имеют узкую область применения.
Цель изобретения - расширение области применения устройства.
Поставленная цель достигается за счет того, что в устройство введены последовательно соединенные формирователь импульсов, подключенный ,к .исполнительному блоку и к выходам блоков сравнения и задания времени, блок контроля режимов, подключенный к блоку управления и ко входу блока задания времени, и счетчик импульсов, другой .вход и выход которого подключены соответственно к выходу формирователя импульсов и входу блока сравнения.
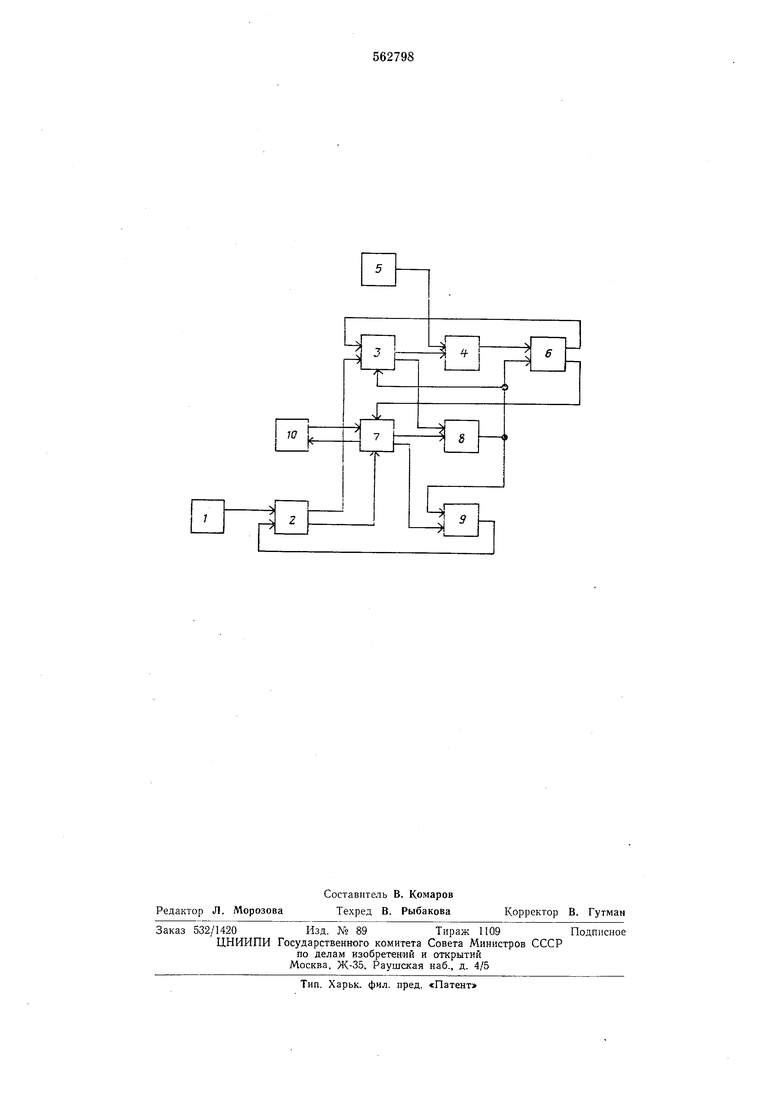
На чертеже представлена схема предлагаемого устройства.
Устройство состоит из соединенных последовательно блока / задания програ-ммы, блока 2 сравнения, блока 3 управления, элемента И 4, второй вход которого подключен к выходу генератора 5,импульсов, блока б задания времени, первый выход которого соединен со вторым входом блока 3 управления, а второй выход-с первым входом формирователя 7 импульсов, второй вход которого соединен со вторым вы.чодом бло.К|а 2 сравнения. Первый выход формирователя 7 импульсов соединен со .вторым входом блока 8 контроля режимов, первый вход которого .подключен ко второму выходу блока 3 управления, второй же выход формирователя 7 соединен со вторым входом счетчика 9 импульсов, первый вход которого подключен к выходу блока 8 контроля реж1ИMOB, с (Которым также соединен третий вход блока 3 управления и второй вход блока 6 задания .времени. Выход счетчика 9 соединен со вторым входом блока 2 сравнения. Формирователь 7 импульсов связан соединительными ЛИНИЯ1МИ с .исполнительным блоком 10.
Устройст1во работает следующил образом.
В блоке производят установку требуе.мого количества подготовительных олераций. В блоке 6 задания времени устанавдивают время прессования. После загрузки испоянительный орган .10, например пресс, включают на выполнение технологического процесса - начинается отработка подпрессовок. При каждом смыкании пресс-форм формирователь 7 импульсов выдает сигнал на счетч,ик 9, а при раз-.мыкании - на бло:к 8 контроля режимов. Однако блок Контроля режимов от эти.х сигналов не сра-батывает, как на первый вход его поступает сигнал с блока 3 управления. Количество отработанных нодпрессовок фиксирует счетчик 9 и контролирует блок 2 сравнения, на первый вход которого ноступает сигн-ал с блока /задания программы. После отработки заданного количества подпрессовок на выходе блока 2 сравнения формируется сигнал, который через формирователь 7 импульсов поступает в схему локальной автоматики пресса, переключая ее на операцию прессования, и через блок 3 управления на второй вход элемента И 4, разрешая прохождение импульсов с генератора 5 импульсов на блок 6 задания времени. С блока 3 управления сигнал одновременно поступает на вход блока 8 контроля и устанавливает его в состояние контроля. Начинается отсчет времени прессовакия. После выдержки времени прессования, устано.вленного в блоке 6 задания времени, сигнал с выхода этого блока поступает на третий вход формирователя 7 импульсов и на второй вход блока 3 управления, с выхода которого прекращают поступать сигналы на элемент И 4 и блок 8 контроля режимов. Следовательно, прекращается поступление вмпульсов с генератора 5 .импульсов на вход блока 6 задания и отключается блок 8.
В формирователе 7 формируется сигнал на разъем пресс-форм, который поступает на
пресс 10. После съема деталей и загрузки материала цикл работы устройства повторяется. ЕСЛ.И время прессования не будет выдержано и будет произведен принудительный разъем пресс фо.рм раньше времени-, установленного в блоке 6, с пресса 10 поступит сигнал через формирователь 7 импульсов .на блок 8 контроля режимов. Загорится сигнальное табло. С блОКа контроля режимов 8 сигнал
поступит на блок 3 управления, блок 6 задания времён.и и счетчик 9 импульсов и устано-вит их в исходное состояние. Система готова к следующему Ци;клу прессования. Сброс сигнального табло осуществляется вручную.
Использова.ние данного устройства нозволит устранить время на перенастройку оборудования, повысить точность выполнения технологического процесса, умепьш.ить количество бракованных изделий.
Формула изобретен1ия
Устройство для программного управления, содержащее исполнительный блок и последовательно соединенные блок задания програ.ммы, блок сравнения, блокуправления, элемент И, другой вход которого подключен к генератору импульсов, и блок задания времени, выход которого подключен к одному :из входов блока управления, отличающееся тем, что, с целью расширения области при.менения устройства, .в него, введены последовательно соединенные формирователь импульсов, подключенный к исполнительному блоку
и к выходам блоков сравнения и задания времени, блок контроля режимов, подключенный к блоку управления и ко входу блока задания времени, и счетчик импульсов, другой вход и выход которого подключены соответственно к выходу формирователя импульсов и входу блока сравнения.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР N° 383.001, .М. Кл.2 G 05 В 19/18, 1970.
2.Авторское свидетельство СССР N° 420987, М. Кл.2 G 05 В 19/18, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления | 1980 |
|
SU881675A2 |
| Устройство для программного управления | 1978 |
|
SU736049A1 |
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для программногоупРАВлЕНия | 1979 |
|
SU817666A1 |
| Устройство для программного управления | 1980 |
|
SU920640A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1978 |
|
SU809264A1 |
| Устройство для регулирования заполнения пресс-форм | 1986 |
|
SU1332276A1 |
| Устройство для управления технологическим процессом | 1982 |
|
SU1166138A1 |
| Устройство для контроля производительности оборудования | 1978 |
|
SU728147A1 |