1
Изобретение относится к области управления прокатным произвоаством и предназначено для испольпования в чистовых группах клетей непрерывных станов горячей прокатки.
Наиболее близким к описываемому иэй- бретению по технической сущности и достигаемому результату является устройство в котором установка скорости приводов клетей чистовой группы производится с помощью блоков установки задания скорости каждой клети и блока установки задания заправочной скорости Всей чистовой rpynniii, В таких схемах существует неопределенность при установке скорости блоками задания скорости клети и блоком установки задания заправочной скорости всей чистовой группы. При каждой перестойке чистовой группы необходимо решать задачу распреде- ления уставок между блоками установки заДания скорости каждой клети и блоком уста- новки задания заправочной скорости чистово группы. При этом блоком установки задания заправочной скорости чистовой группы на шине эталонного напряжения может быть
вьютавлено такое напряжение, что значительно ограничит диапазон задания скорости блоками установки задания скорости клети и наоборот. Это приводит к задержке перестройки чистовой группы.
Целью изобретения является ynpouieHne настройки чистовой группы клетей и сокра- щение времени перестройки.
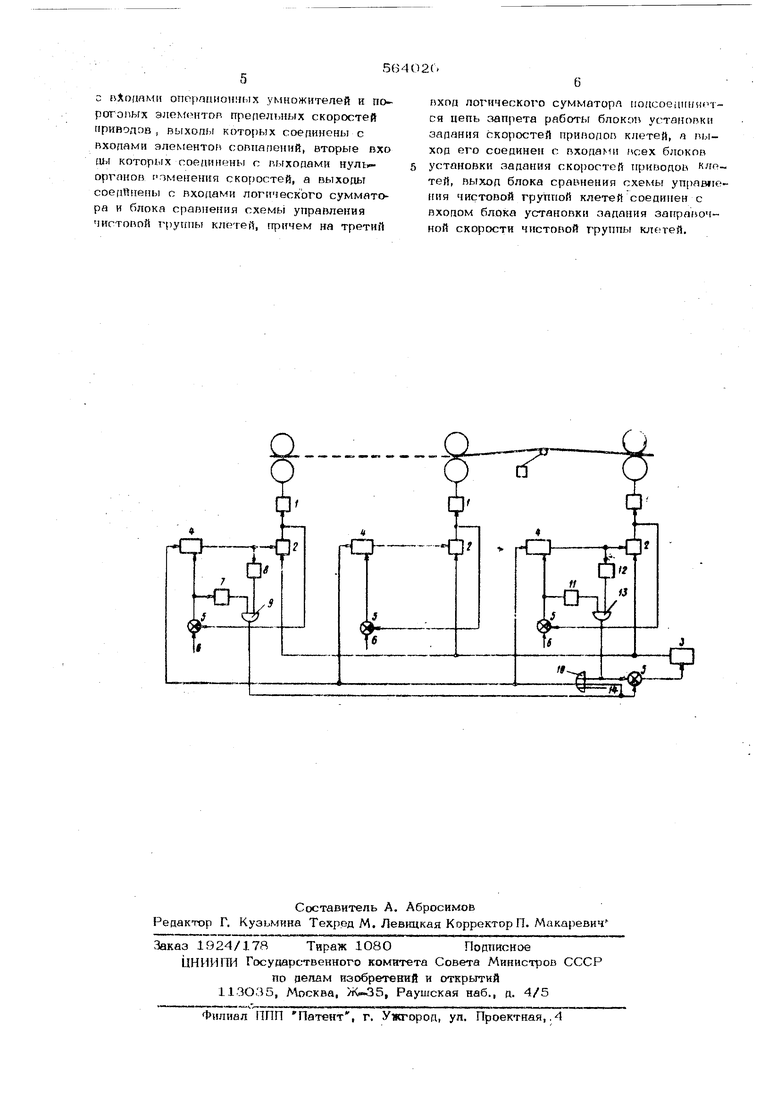
0 достигается тем, что в устройство управления скоростными режимами непрерывного стана горячей прокатки, содержащее регуляторы скорости клетей, включенные на выходы операционных умножителей, один вход которых включен на выход блока установки задания заправочной скорости чистовой гругшы клетей, а второй - на выход блока установки задания скорости соответствующей клети, элементы сравнения на входах блоков установки задания скорости дополнительно включены пороговые элементы, схемы совпадения, логический сумматор и нуль - органы, а выход операционного умножителя каждой клети включен на элемент сравнения, включенный на вход блока установки задания скорости соотнетствуюшей клети. На Чертеже приведена блок-схема описываемого устройства. Устройство содержит для каждой клети непрерывной группы регулятор 1 скорости главного привода, включенный на выхоц операционного умножителя 2, один вход которо :го включен на выход блока 3 установки задания заправочной скорости чистовой группы клетей, а второй - на выход блока 4 установки задания скорости соответствую щей клети. Входы элементов 5 сравнения на входах блоков установки задания скорости клети Подключены к цепям 6 задания и выходам операционных умножителей. Выход элемента сравнения первой клети соединен со входом нуль- органа 7 увеличения, скорости. Выход блока установки задания скорости первой клети соединен с пороговым элементом --а минимального задания скорости. Выходы нуль-органа( увеличения скорости и порогового элемента минимального задания скорости соединены со входами схемы 0 совпадения, выход кото- рой соединен со входом логического сумма тора 1О и элемента сравнения на входе блока установки задания заправочной ско рости чистовой группы. Выход элемента (Сравнения-последней клети соединен со входом нуль - органа 11 уменьшение скорости. Выход блока установки задания скорости последней клети соединен с пороговым элементом 12 максимального задания скорости. Выходы нуль - органа 11 умень шения скорости и порогового элемента 12 максимального задания скорости соединены с входами 13 совпадения, выход которой связан со вторыми входами логического сут шатора и элемента сравнения. Вы
|ход jiOrHHecKoro сумматора включен на запре рцающие входы блоков установки задания скорости клетей. На вход логического сумматора включена также цепь 14 запрета работы блоков 4 установки задания клетей при изменении скорости всей чистовой группы в начале разгона или изменении скорости через блок 3.
Работает устройство следующим образом. На выходе элементов 5 сравнения каждой клети выделяется сигнал, пропорциональный разнице требуемого и фактического задания заправочной скорости каждой клети. Это вызывает работу блоков 4 установки задания скорости клетей, благодаря чему фактическое задание скорости приводится в соответствие с требуемым. Если в процессе отработки задание скорости первой клети от блока 4 установки ..;iустйтновки задания заправочной скорости чистовой группы клетей, блоки установки задания скорости приводу клети, элементы сравнения, отличающееся тем, что, с целью сокращения времени перестройки чистовой группы клетей, оно дополнительно содержит нуль- органы изменения скоростей, элементы совпадения и пороговые элементы предельных скоростей приводов в схемах управления первой i последней клетяМи, а также логический сумматор и блок сравнения схемы управления скоростью чистовой группы клетей, причем выходы элементов сравнения заданий скоростей приводов клетей в схемах управления первой и последней клетями соединены с входами нуль. органов изменения скоростей и блоков установки задания скорости приводу клети, выходы которых соединены дания станет мень,;е некоторого uofJoroBoro значения, срабатывает .iiopoTOBE.tfi элемент 8, При включе пшм нуль - органе 7 ил выходе 9 совпадения появляется сигнал, запрещающий работу всех блоков -1 установки задания скорости клети через лот-ический сумматор 10, ;и снижающий обгний уровон} заправочной скорости через 5 :;равнения и блок 3 установки падлния скорости прокатки. После установки на В111ходе операционного умножителя 2 первой клети напряжения, соответствующего заипнной заправочной скорости, пропадает сигнал на выходе нуль- органа 7, чтовызывасп- прекращение работы блока 3 установки задания заправочной скорости чистовой группы и снимается запрет работы блоков 4 установки задания скорости клетей. Аналогично работает устройство и в случае превышения напряжения на выходе блока 4 установки задания скорости последней клети некоторого порогового значения, В этом случае сигнал с выхода схемы 13 совпадения вызывает увеличение напряжения на шипе эталонного напряжения заправочной скорости через блок 3. Так как заданная скорость любой клети не может быть меньше минимально допустимой для первой клети и больше максимально допустимой для последней, устройство обеспечивает установку требуемой заправочной скорости sia любой клети непрерывной группы. Формула изобретения Устройство управления скоростными режимами непрерывного стана горячей прокатки, содержащее регуляторы скорости клетей, операционные умножители, блок
с BAofWMn onopnanoiiifbix умножителей и порогоных элокгентов пре(1ел1)Ных скоростей приводов, выходы которых соединены с входами элементои совпапений, вторые пхо ш.1 которых соепинены с пыходами nyni органов змеяения скоростей, а выходы соедПнепы с входами логического сумматора и блока сравнения схемы управления чистовой группы клетей, причем на третий
вход логического сумматора шдсоегик/яотся цепь запрета работы блоксш установки задания скоростей приводов клетей, « выход его соединен с входами всех блоков установки задания скоростей приводов кло тей, выход блока сраь нения схемы управиения чистовой группой клетей соединен с входом блока установки аадяния заправочной скорости чистовой группы клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU735350A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство автоматического регулирования температуры полосы в процессе горячей прокатки | 1986 |
|
SU1319960A1 |
| Устройство для управления межклетьевым охлаждением полосы на широкополосном стане горячей прокатки | 1980 |
|
SU876231A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1976 |
|
SU559746A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Устройство для установки валков на параллельность | 1979 |
|
SU789175A1 |
| Устройство управления шириной полосы | 1976 |
|
SU604598A1 |