полосы с учетом транспортного запаздывания.
На чертеже приведена схема предлагаемого устройства-.
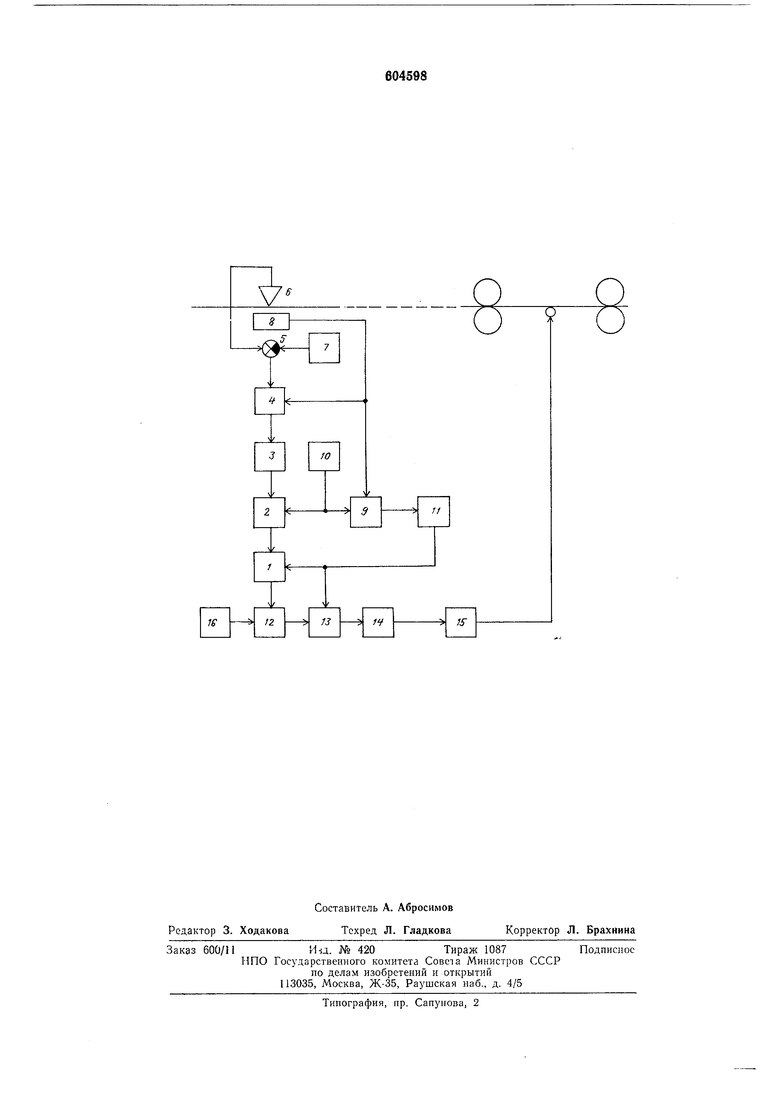
Вход блока 1 усреднения соединен с выходом операционного умножителя 2, первый вход которого через усилитель 3, ключ 4 и элемент 5 сравнения подключен к шириномеру 6 на входе в чистовую группу клетей: Второй вход элемента 5 сравнения соединен с задатчиком 7 ширины. Ключ 4 па выходе элемента 5 сравнения подключен к датчику 8 наличия м-еталла под шириномером 6. Датчик 8 наличия металла соединен с одним из входов таймера 9. Второй вход операционного умножителя 2 включен на выход датчика 10 скорости металла перед чистовой группой клетей, который подключен также и на второй вход таймера 9. Выход таймера 9 включен на вход блока И управления. Блок 11 управления включен на второй вход блока 1 усреднения. Выход блока 1 усреднения включен на вход вычислителя 12. Выход вычислителя 12 через ключ 13, связанный с блоком И управления, и запоминающее устройство 14 включен на вход устройства 15 управления натяжением. На вход вычислителя включено также устройство 16 ввода исходных данных.
Работает устройство следующим образом.
Перед началом прокатки партии полос задают исходные данные для управления задатчиком 7 щирины и устройством 16 ввода исходных данных. При попадании металла под щириномер 6 от датчика 8 наличия металла срабатывает ключ 4 и сигнал на выходе элемента 5 сравнения, пропорциональный мгновенному отклонению щирины от заданной, усиленный усилителем 3, поступает на вход операциопного умножителя 2. От датчика 8 одновременно со срабатыванием ключа 4 запускается таймер 9. Операционный умножитель 2 перемножает указанный сигнал с сигналом от датчика 10 скорости. Выходной сигнал операционного умножителя 2 интегрируется блоком 1 усреднения. На выходе блока 1 усреднения получается сигнал, пропорциональный интегральному отклонению щирины подката,
iг
Д5„- -If B-V-dt оо
т
l B-V-dt,
т.
где А5ц-иптегральпое отклонение щирины подката;
L - участок интегрирования, принимаемый равным расстоянию от щириномера до входа в первую клеть; Т - время интегрирования, определяемое таймером из условия;
V-скорость движения подката от щириномера до чистовой группы; AS - мгновенное отклонение щирины;
/С - оередаточпый коэффициент интегратора.
По интегральному отклонению щирины А5„ и исходным данным из устройства 16 ввода данных вычислитель 12 определяет требуемое изменение натяжения. Когда металл достигает первой клети чистовой группы, от таймера 9 срабатывает блок 11 управления. При срабатывании блока 11 управления через ключ 13 данные с вычислителя 12 переносятся в запоминающее устройство 14, которое управляет устройством 15, и срабатывает блок I усреднения. На последующих участках полосы процесс повторяется.
Формула изобретения
Устройство управления шириной полосы для непрерывного стана горячей прокатки, содержащее шириномер, установленный перед чистовой группой клетей, вычислитель, усилитель, элемент сравнения, задатчик щирины, блок ввода исходных данных и блок управления натяжением полосы, отличающееся тем, что, с целью Звеличения точности прокатываемой полосы по щирине, оно дополнительно содержит блок усреднения,
операционный умножитель, датчик наличия металла под щириномером, таймер, датчик скорости, блок управления, запоминающее устройство, ключи, причем выход датчика наличия металла под щприномером соединен с
входами таймера и первого ключа, второй вход которого соединен с вы.ходом элемента сравнения, а выход -- с входом усилителя, выход которого соединен с первым входом операционного умножителя, второй вход которого соединен с выходом датчика скорости, а выход - с первым входом блока усреднения, второй вход которого соединен с выходом блока управления, вход которого соединен с выходом таймера, вход которого соединей с выходом датчика скорости, выход блока усреднения соединен с первым Входом вычислителя, второй вход которого соединен с выходом блока ввода исходных данных, а выход вычислителя соединен с первым, входом второго ключа, второй вход которого соединен с выходом блока управления, а выход второго ключа соединен с входом запоминающего устройства, выход которого соедин-ен с входом блока уиравления натяжением полосы. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Устройство регулирования ширины полосы на станах горячей прокатки | 1981 |
|
SU982833A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство регулирования ширины концов полос на непрерывных станах | 1981 |
|
SU946711A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |