1
Изобретение касается обработки деталей давлением и может быть испопьаовано при штамповке деталей сложной формы.
Известен способ штамповки деталей ко1:-{чеокой формы из трубных заготовок путем раздачи нагретым пуансоном.
Недостатком известного способа является неизбежное появление пресс-остатка тем большего, чем больше коэффициент раздачи, больи е диаметр детали и меньше ее высота.
роме того, -затруднено изготселение крупногабаритных отсеков ввиду значительных усилий из-за увеличения трения между контактными поверхностями металле и пуа сона„ а. в некоторых случаях невозможно из-за боль-1их габаритов прессов.
С целью экономии металл, унификации заготовок, раздачу нагретым пуансоном осуществляют путем предварительной ра дачи со стороны меньшего диаметра готовой детали с образованием раструба высотой, меньшей половины высоты заготсжки, после чего заготовку переворачивают на 180, устанавливают в штамп и производят окончательную раздачу до размеров готовой детали.
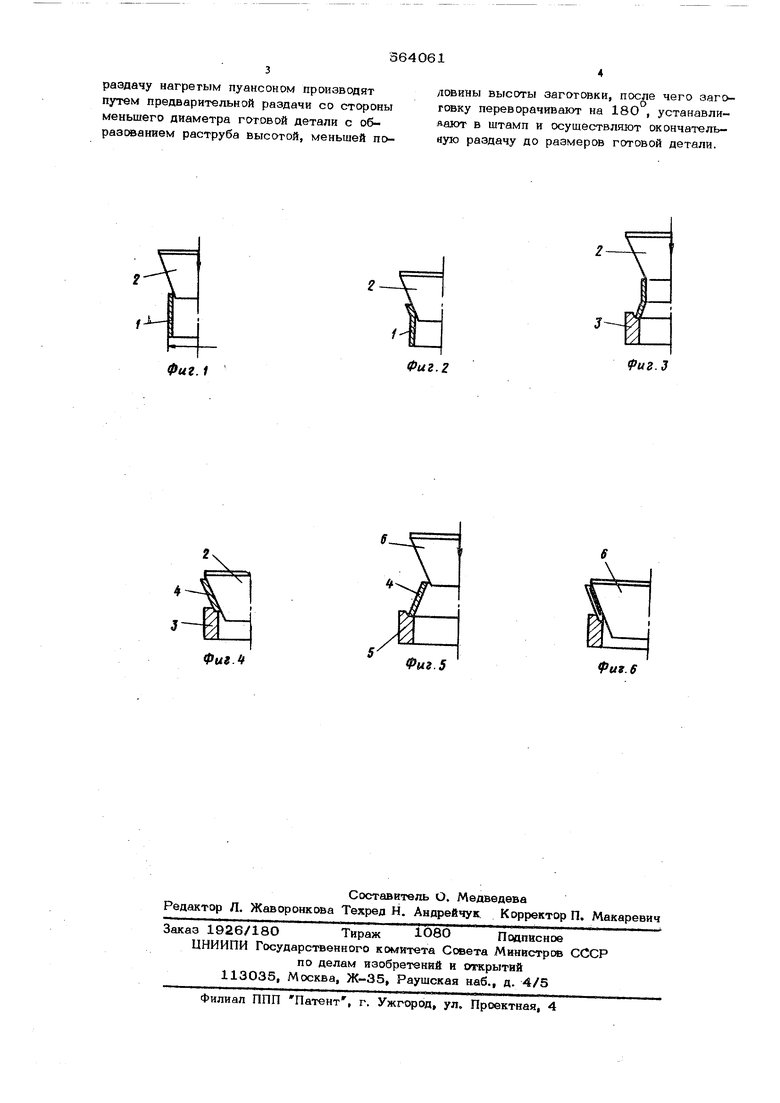
На фиг. 1-6 представлена технологичес-кая схема штамповки.
Трубн 1Я заго овка 1, например (фиг. 1), предварительно раздается нагретым пуансоJ ном 2 (фиг. 2)t переворачивается на 18О , устанавливается в штамп 3 (фиг. З) и пуансоном 2 раздается с противоположного торца до получения промежуточного (или окончательного) диаметра детали 4 (фиг. 4). После этого деталь переворачивается на 18О , устанавливают в штамп 5 (фиг.5) и пуансоном 6 раздают до получения окончательного (или промежуточного) диаметра детали (фиг. б).
Формула изобретения
Способ штамповки деталей конической формы из трубных заготовок путем раздачи их нагретым пуансоном, отличаюшийс я тем, что, с целью экономии металла,
раздачу нагретым пуансоном производят путем предварительной раздачи со стороны меньшего диаметра готовой детали с образдаанием раструба высотой, меньшей половины высоты заготовки, после чего заготовку переворачивают на 180 , устанавлияают в штамп и осуществляют окончательную раздачу до размеров готовой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ КОНИЧЕСКОЙ ФОРМЫ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1988 |
|
RU2057610C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2502574C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ШТАМПОВКИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2016 |
|
RU2664998C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
фаг. 1
фиг.з
Фиг.г
Фиг л
Фиг. 6
.5
