1
Изобретэние относится к области обработки металлов давлением, а именно к устройствам для накатывания конических колес
Известен стан для накатывания конических колес, в котором конический зубчатый валок имеет одинаковые зубья ij .
В процессе накатывания валок перемешается вдоль своей оси и вьща вливает зубья на заготовке, причем деформация осуществляется по всей боковой поверхности зуба на протяжении всего процесса обработки. Формируемые зубья испытывают значительные боковые усилия, что снижает их качество.
Известно также устройство для накаты вания конических зубчатых колес, в котором конические зубчатые состоят из се& торов отличающихся друг от друга высотой ба 2 .
Недостатком указанного устройства является то, что зубья формующей части валков срезаны по спирали при одинаковой высоте расположения впадин. Накатываемые таким наструмевтом зубья в начале формообразования имеют толщину, намного превышак
Шую толшину вершины в конце накатывания. При работе каждый из секторов обжимает зубья, сформовшшые предыдущим сектором по всей боковой поверхности. Накатываемые зубья испытывают дополнительный изгиб, что снижает их тoчнocть па поверхности зубьев образуются складки, что снижает их прочность.
Целью настоящего изообретения является повышение качества накатанных зубча.тых колес.
Указанная цель достигается тем, что сектора формующей части выполнены с зубьями, впадиньГ которых расположены на окГужностях разного диаметра.
Такое выполнение инструмента в устройстве обеспечивает то, что сформованные участки зубьев не меняются по топишне при прохождении от одного сектора к другому, и поэтому давление на боковую поверхность зуба невелико.
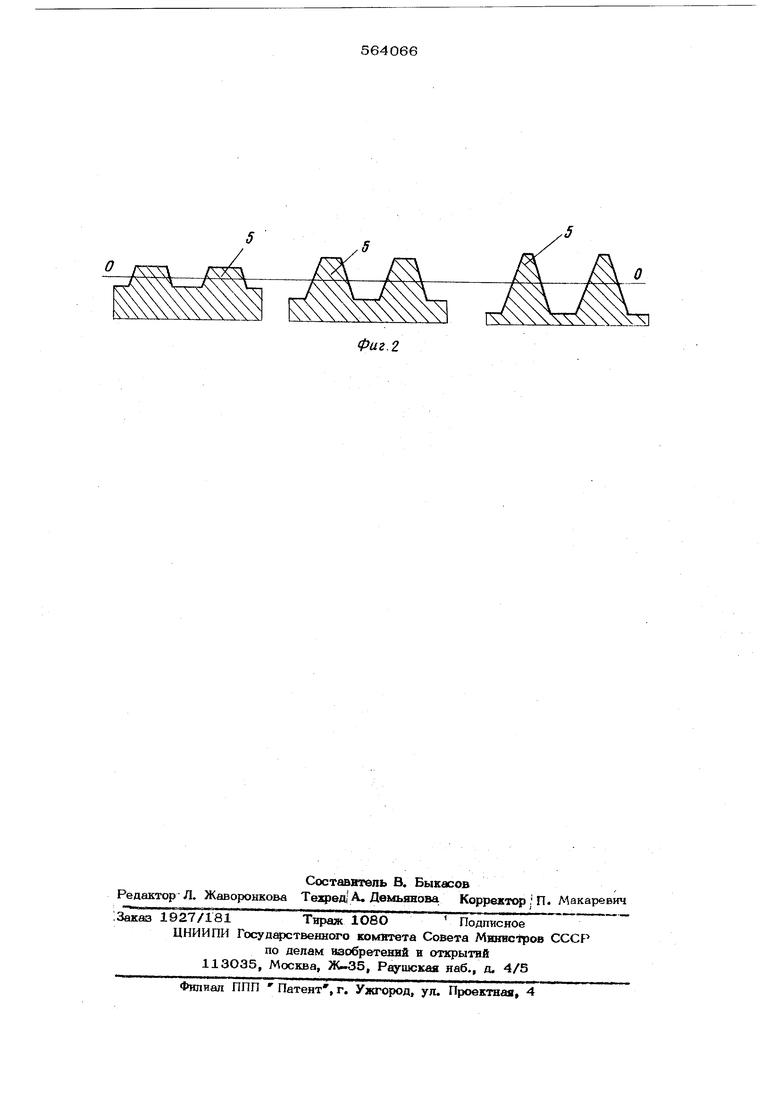
На фиг, 1 изображена схема предлагаемого устройства ; на фиг. 2 - развертка зубьев секторов валка. Устройство включает в себя два соосных, распопожеш1ых лапратшз друг друга, инструмента. Калсдый инструмент состоит из зубонакатного колеса 1 и двух реборднед|ужной 2 и BiiyipejiHefl 3. Заготовка 4 располагается между двумя зубозшкатными копесами 1, Зубчатые венды нак агниКовростоят из нескольких секторов (фиг. 2). Зубья 5 каждого сектора отличаются от зубьев других секторов высотами гоповок, ножек и толщи ной. На одном, из секторов зубья отсутству ют, что необходимо для установки и съема детали 4, i Накатывание зубьев осуществляется еле дующим образом, Зубонакатным колесам 1 и заготовке 4 сообщают вращательное движение. Движение подачи заготовки и инструмента отсутствует. Последовательное внедрение зубьев 5 инструмента в заготовку 4 происходит за счет увеличения их высоты. Фор мообразование зубьев начинается с форми ровання вершин, осуществляемого широкими и невысокимк зубьями зубонакатного колес Спбдуюшяб участки зубьев последовательно ф ; мируютсш зубьями, сужающимися и увегаичнйающимИсЯ по высоте. Полное накатывание зубьев осуществляется за один оборот Кнструмента. Каждая из двух зон (Деформирования металла ограничена со всех сторон зубонакатным колесим 1 и ребордами 2 и 3. Предлагаемое; устройство позволяет про изводить накатывание прямых и криволинейных зубьев конических колес, Осущест вляя последовательное формирование в окончательный размер небольших по высоте участков зуба. При этом боковые усилия на сторону зуба почти попноотыо исклю- чаюгся.Поэтому отсутствуют тнб накатываемых зубьев и образование складок на их поверхности, что значительно повышает точность и прочность шестерен. Формула изобретения Устройство для изготовления конических зубчатых колес, содержащее два соосных инструмента, состоящ.их из двух реборд и конического зубоншсатного колеса с зубчатым венцом, имеющим гладкую заходную часть, формующую честь, состоящую из нескольких секторов с различной высотой зубьев, и калибрующую часть с зубьями полного профиля, отличающееся тем, что, с целью сохранения толщины аубьев сформоваш1ых участков для повышения качества накатанных колес, сектора формую-, шей части выполнены с зубями, впадины которых расположены на окружностях разного диаметра. Источники информации, принятые во вни мЪние при экспертизе: 1.Авторское свидетельство СССР №275995, В 21 Н 5/04, 1969. 2.Авторское свидетельство СССР №111122, В 21 Н 5/04, 1957 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект инструмента для накатки цилиндрических зубчатых колес | 1980 |
|
SU927399A1 |
| Устройство для накатки зубчатых колес | 1981 |
|
SU969397A1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЬЕВ У ЗУБЧАТЬ1Х РЕЕК | 1966 |
|
SU184804A1 |
| Устройство для прокатки зубчатых колес | 1980 |
|
SU942854A1 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ НА БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ЗАГОТОВКАХ | 2005 |
|
RU2284241C1 |
| Устройство для горячей накатки зубчатых колес | 1955 |
|
SU116884A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU234338A1 |