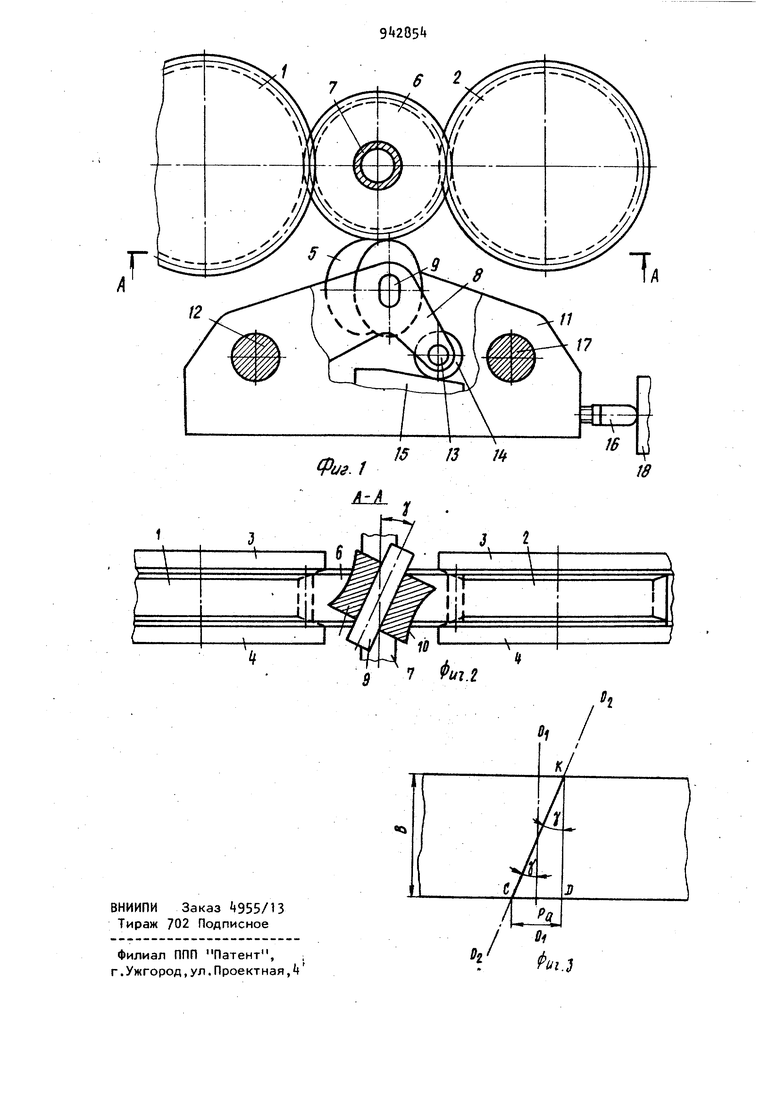
.Изобретение относится к обработке металлов давлением, в частности к горячей прокатке зубчатых колес. Известно устройство для прокатки зубчатых колес, содержащее зубчатые валки с приводом их вращения и перемещения, образующие калибр, гладкий вспомогательный валок с механизмом регулировки его положения и шпиндель для заготовки. Оси накатываемого колеса и гладкого вспомогательного валка в этом устройстве расположены параллельно TI . Недостатком известного устройства является то, что при параллельном расположении осей прокатываемого колеса и гладкого вспомогательного валка контакт между ними осуществляется во время обкатки гладкого вспомогательного валка по вершине формуемого зуба. Это обусловливает наличие прерывистого контакта гладкого вспомогательного валка с прокатываемым колесом при прокатке, что приводит к колебанию усилий, действующих в паре гладкий вспомогательный валок - изделие, от нуля до максимума с частотой nZ, где п - частота вращения изделия; Z - число зубьев изделия. При горячей прокатке колес модулем 7-11 мм усилия в этой паре достигают 5-10 тс и резкое колебание их отрицательно сказывается на точности прокатываемых колес, долговечности прокатных станов и зубопрокатного инструмента. Цель изобретения - повышение качества прокатываемых колес и исключение вибраций в процессе прокатки путем создания постоянного контакта гладкого вспомогательного валка с Прокатываемым колесом. Поставленная цель достигается тем, что в устройстве для прокатки зубчатых колес, содержащем зубчатые валки с приводом их вращения и перемещения, образующие калибр, гладкий вспомогательный валок с механизмом регулировки его положения и шпиндель для заготов9ки, ось гладкого вспомогательного вал ка наклонена к осям зубчатых валков и шпинделя для заготовки, при этом точка пересечения оси шпинделя для заготовки с проекцией оси гладкого вспомо гательного валка на плоскость, проходящую через оси зубчатых валков, расположена на середине ширины калибра, а гладкий вспомогательный валок выполнен с вогнутой образующей. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг, 3 развертка цилиндрической поверхности венца накатываемого колеса по вершинам зубьев для определения минимального угла наклона оси гладкого вспомогательного валка. Устройство содержит зубчатые валки 1 и 2 с ребордами 3 и 4, привод вращения и перемещения зубчатых валков (не показаны), гладкий вспомогательный валок 5 для обкатывания вершин, формуемых на заготовке 6 зубьев и шпиндель 7 для заготовки. Гладкий вспомогательный валок 5 установлен в качалке 8 с возможностью свободного вращения относительно оси 9 наклоненной к осям зубчатых валков 1 и 2. Гладкий вспомогательный валок 5 выпол нен с вогнутой образующей 10, при этом наружная поверхность его контактирует с цилиндрической поверхностью заготовки 6 по винтовой линии. Качалка 8 установлена с возможностью качания на-втулке, размещенной в кронштейне 11 соосно скалке 12 и через ось 13 и ролик 1 опирается на плоский копир 15, жестко связанный с тягой 16, Кронштейн 11 смонтирован на скалках 12 и 17 с возможностью свободного перемещения вдоль их осей. Скалки 12 и 17 жестко закреплены между верхней и нижней плитами центральной рамки устройства (не показаны). Устройство работает следующим образом. Заготовка 6 устанавливается на шпиндель 7 в рабочую позицию. При этом кронштейн 11 на скалках 12 и 17 находится в верхнем положении относи тельно центральной рамки, выше уровня рабочей позиции, и поэтому не препятствует свободной загрузке заготовки 6. Плоский копир 15 находится в крайнем левом положении, что обеспечивает отвод гладкого вспомогательно валка 5 от заготовки 6. После установки заготовки 6 на шпиндель 7 кронш теин 11 со смонтированным на нем механизмом подачи гладкого вспомбгательного валка 5 перемещается вниз таким образом, что вспомогательный валок 5 оказывается на уровне заготовки 6. При этом точка пересечения оси шпинделя 7 накатываемой заготовки 6 с проекцией оси гладкого вспомогательного валка 5 на плоскость, проходящую через оси зубчатых валков, располагается на середине ширины калибра, образованного зубчатыми валками 1 и 2. Копир 15 под действием штока гид-роцилиндра ( не показаны) перемещается вправо и, воздействуя на опорный ролик 1А, поворачивает качалку 8 против часовой стрелки, обеспечивая контакт гладкого вспомогательного валка 5 с наружной поверхностью заготовки 6. В процессе накатки при увеличении высоты зубьев центральная рамка устройства и связанный с ней кронштейн 11 с механизмом подачи гладкс о вспомогательного валка 5 перемещьлтчЯ вместе со шпинделем 7 для заготовки 6 в направлении неподвижного упора 18. При этом копир 15, упираясь тягой 16 в неподвижный упор 18, перемещается влево относительно кронштейна 11, осуществляя отвод гладкого вспомогательного валка 5 от оси заготовки 6 при постоянном контакте их поверхностей по мере внедрения зубчатых валков 1 и 2 в заготовку 6 и роста высоты ее зубьев.. При этом гладкий вспомогательный валок 5 с вогнутой образующей 10 и наклоненной относительно осей зубчатых валков 1 и 2 и шпинделя 7 для заготовки 6 осью вращения, контактируя непрерывно с заготовкой по винтовой линии, обеспечивает формование цилиндрической поверхности вершин зубьев (с прямолинейной образующей, параллельной оси заготовки). По окончании цикла накатки заготовки 6 копир 15 дополнительно перемещается влево и гладкий вспомогательный валок 5 отводится от заготовки 6, а кронштейн 11 с механизмом подачи вспомогательного валка перемещается в верхнее крайнее положение. Заготовка 6 с накатанными зубьями извлекается из устройства. Затем цикл повторяется. Угол у наклона оси гладкого вспомогательного валка 5 к осям зубчатых валков 1 и 2 определяется высотой зубчатого венца заготовки 6 и величиной шага зубьев прокатанного колеса с 59 учетом того, что проекция линии контакта валка с заготовкой 6 на плоскость, перпендикулярную оси заготовки 6, должна быть не менее величины шага зубьев колеса. На фиг. 3 изображена развертка ци линдрической поверхности венца накатываемой заготовки 6 по вершинам зубьев с проекциями на эту развертку осей накатываемой заготовки 6 и ОоОг2 гладкого вспомогательного вал ка 5 и линии КС контакта гладкого вспомогательного валка 5 и накатывае мой заготовки 6. Из треугольника СКД можно определить минимальный угол у наклона проекции оси гладкого вспомо гательного валка 5 на плоскость, про ходящую через оси зубчатых валков 1 и 2, по формуле J- arct9, где Рд - шаг зубьев накатываемой заготовки;В - ширина зубчатого венца заготовки . Положительный эффект от реализаци изобретения достигается в результате уменьшения колебания усилия в паре гладкий вспомогательный валок-загоfoBKa при повороте заготовки на величину одного шага, исключения вибрации устройства и в связи с этим повышения точности нак.атки зубчатых колес, увеличения срока службы зубонакатных устройств и зубчатых валКов Повышение точности накатки позволит отказаться от механической обработки поверхности вершин зубьев иакатанных колес. Формула изобретения Устройство для прокатки зубчатых колес, содержащее зубчатые валки с приводом их вращения и перемещения, образующие, калибр, гладкий вспомогательный валок с механизмом регулировки его положения и шпиндель для заготовки, отличающееся тем, что, с целью повышения качества прокатываемых колес и исключения вибраций в процессе прокатки путем создания постоянного контакта гладкого вспомогательного валка с прокатываемым колесом, ось гладкого вспомогательного вдлка наклонена к осям зубчатых валков и шпинделя для заготовки , при этом точка пересечения оси шпинделя для заготовки с проекцией оси гладкого вспомогательного валка на плоскость, проходящую через оси зубчатых валков, расположена на середине ширины калибра, а гладкий вспомогательный валок выполнен с вогнутой образующей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР W 503619, кл. В 21 Н 5/02, 23.12.7 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Устройство для прокатки зубчатых колес | 1974 |
|
SU503619A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |
| Устройство для прокатки зубчатых колес | 1976 |
|
SU689771A1 |
| Комплект инструмента для накатки цилиндрических зубчатых колес | 1980 |
|
SU927399A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1970 |
|
SU276898A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |