(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ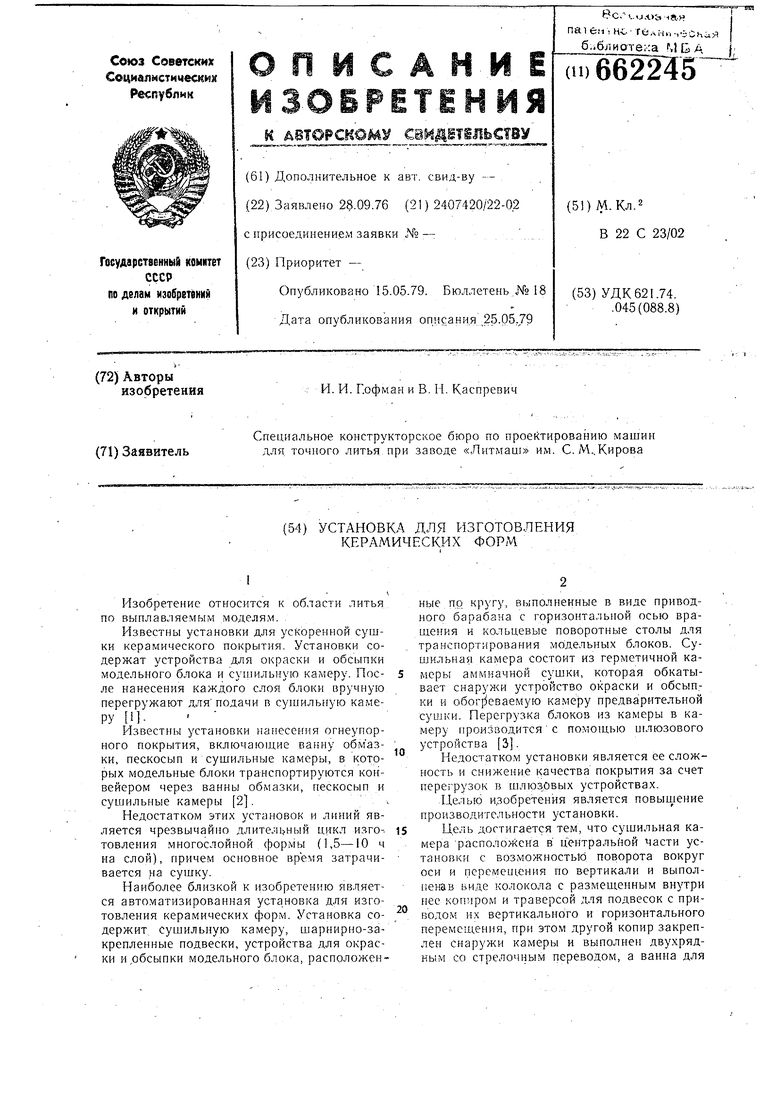
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ОГНЕУПОРНЫХ ЗЕРНИСТЫХ МАТЕРИАЛОВ | 2011 |
|
RU2465092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
Изобретение относится к области литья по выплавляемым моделям.
Известны установки для ускоренной сушки керамического покрытия. Установки содержат устройства для окраски и обсыпки модельного блока и сушильную камеру. После нанесения каждого слоя блоки вручную перегружают дляподачи в сушильную камеРУ
Известны установки нанесения огнеупорного покрытия, включаюшие ванну обмазки, пескосып и сушильные камеры, в которых модельные блоки транспортируются конвейером через ванны обмазки, пескосып и сушильные камеры 2.ч
Недостатком этих установок и линий является чрезвычайно длительный цикл изго-. товления многослойной формы (1,5-10 ч на слой), причем основное время затрачивается на сушку.
Наиболее близкой к изобретению является автоматизированная установка для изготовления керамических форм. Установка содержит Сушильную камеру, шарнирно-закрепленные подвески, устройства для окраски и обсыпки модельного блока, расположенные пр кругу, выполненные в виде приводного барабана с горизонтальной осью врашения и кольцевые поворотные столы для транспортирования модельных блоков. Сушильная камера состоит из герметичной камеры аммиачной сушки, которая обкатывает снаружи устройство окраски и обсыпки и обог15еваемую камеру предварительной сушки. Перегрузка блоков из камеры в камеру производится с помондью шлюзового устройства 3.
Недостатком установки является ее сложность и снижение качества покрытия за счет перегрузок в шлюзовых устройствах.
Целью изобретения является повышение производительности установки.
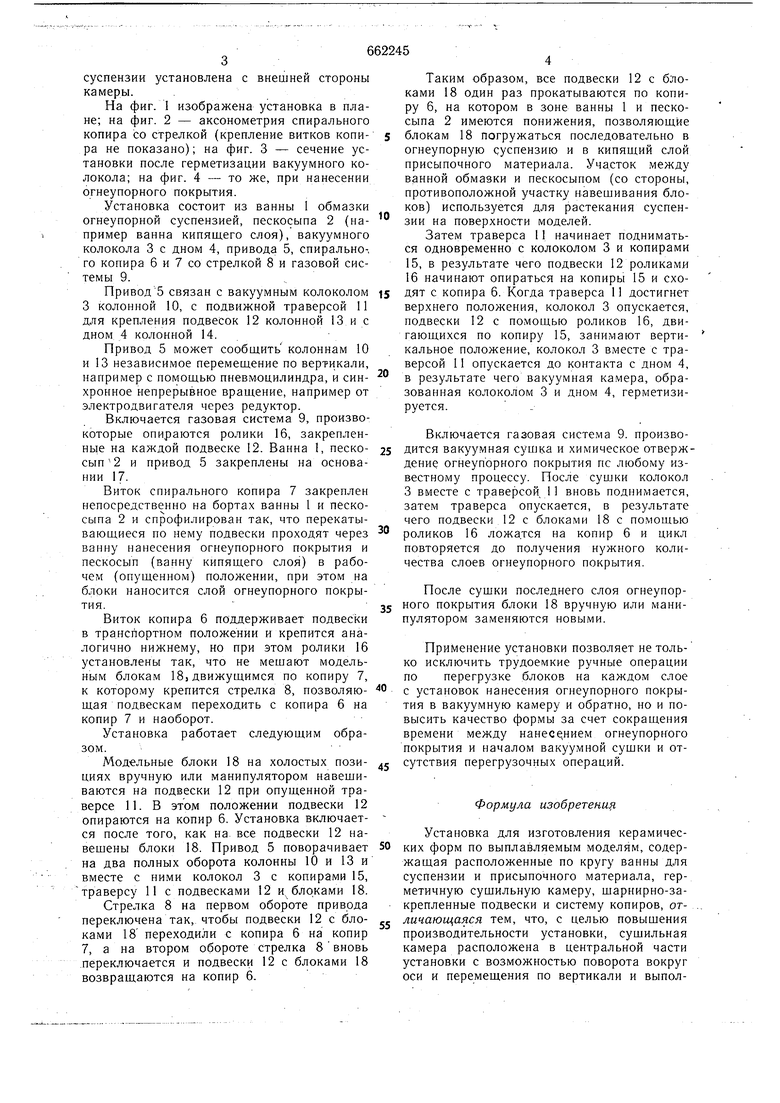
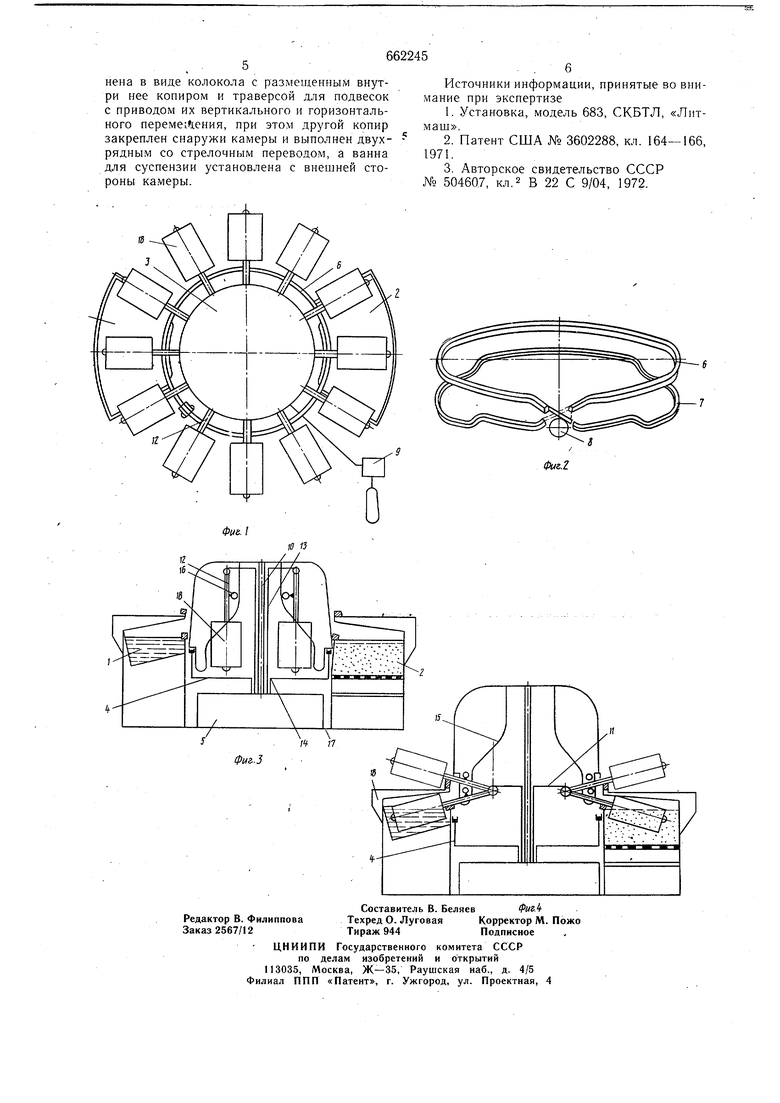
Цель достигается тем, что сушильная камера расположена в центральйой части установки с возможностью поворота вокруг оси и перемещения по вертикали и вьшолненав виде колокола с размещенным внутри нее копиром и траверсой для подвесок с приводом их вертикального и горизонтального перемещения, при этом другой копир закреплен снаружи камеры и выполнен двухрядным со стрелочным переводом, а ванна для суспензии установлена с внешней стороны камеры. На фиг. I изображена установка в плане; на фиг. 2 - аксонометрия спирального копира со стрелкой (крепление витков копиpa не показано); на фиг. 3 - сечение установки после герметизации вакуумного колокола; на фиг. 4 - то же, при нанесении огнеупорного покрытия. Установка состоит из ванны I обмазки огнеупорной суспензией, пескосыпа 2 (например ванна кипящего слоя), вакуумного колокола 3 с дном 4, привода 5, спирально-, го копира 6 и 7 со стрелкой 8 и газовой системы 9. Привод5 связан с вакуумным колоколом 3 колонной 10, с подвижной траверсой 11 для крепления подвесок 12 колонной 13 и с дном 4 колонной 14. Привод 5 может сообщить колоннам 10 и 13 независимое перемещение по вертикали, например с помощью пневмоцилиндра, и синхронное непрерывное вращение, например от электродвигателя через редуктор. Включается газовая система 9, произвокоторые опираются ролики 16, закрепленные на каждой подвеске 12. Ванна 1, пескосып 2 и привод 5 закреплены на основании 7. Виток спирального копира 7 закреплен непосредственно на бортах ванны 1 и пескосыпа 2 и спрофилирован так, что перекатывающиеся по нему подвески проходят через ванну нанесения огнеупорного покрытия и пескосып (ванну кипящего слоя) в рабочем (опущенном) положении, при этом на блоки наносится слой огнеупорного покрытия. Виток копира 6 поддерживает подвески в транспортном положении и крепится аналогично нижнему, но при этом ролики 16 установлены так, что не мещают модельным блокам 18j движущимся по копиру 7, к которому крепится стрелка 8, позволяющая подвескам переходить с копира 6 на копир 7 и наоборот. Установка работает следующим образом. Модельные блоки 18 на холостых позициях вручную или манипулятором навешиваются на подвески 12 при опущенной траверсе 11. В этом положении подвески 12 опираются на копир 6. Установка включается после того, как на все подвески 12 навешены блоки 18. Привод 5 поворачивает на два полных оборота колонны 10 и 13 и вместе с ними колокол 3 с копирами 15, траверсу 11 с подвесками 12 и блоками 18. Стрелка 8 на первом обороте привода переключена так, чтобы подвески 12 с блоками 18 переходили с копира 6 на копир 7, а на втором обороте стрелка 8вновь переключается и подвески 12 с блоками 18 возвращаются на копир 6. Таким образом, все подвески 12 с блоками 18 один раз прокатываются по копиру 6, на котором в зоне ванны 1 и пескосыпа 2 имеются понижения, позволяющие блокам 18 погружаться последовательно в огнеупорную суспензию и в кипящий слой присыпочного материала. Участок между ванной обмазки и пескосыпом (со стороны, противоположной участку навешивания блоков) используется для растекания суспензии на поверхности моделей. Затем траверса I1 начинает подниматься одновременно с колоколом 3 и копирами 15, в результате чего подвески 12 роликами 16 начинают опираться на копиры 15 и сходят с копира 6. Когда траверса 11 достигнет верхнего положения, колокол 3 опускается, подвески 12 с помощью роликов 16, двигающихся по копиру 15, занимают верти- кальное положение, колокол 3 вместе с траверсой II опускается до контакта с дном 4, в результате чего вакуумная камера, образованная колоколом 3 и дном 4, герметизируется. Включается газовая система 9. производится вакуумная сушка и химическое отверждение огнеупорного покрытия не любому известному процессу. После сушки колокол 3 вместе с траверсой, 11 вновь поднимается, затем траверса опускается, в результате чего подвески 12 с блоками 18 с помощью роликов 16 ложатся на копир 6 и цикл повторяется до получения нужного количества слоев огнеупорного покрытия. После сущки последнего слоя огнеупорного покрытия блоки 18 вручную или манипулятором заменяются новыми. Применение установки позволяет не только исключить трудоемкие ручные операции по перегрузке блоков на каждом слое с установок нанесения огнеупорного покрытия в вакуумную камеру и обратно, но и повысить качество формы за счет сокращения времени между нанесе,нием огнеупорного покрытия и началом вакуумной сушки и отсутствия перегрузочных операций, Формула изобретена Установка для изготовления керамических форм по выплавляемым моделям, содержащая расположенные по кругу ванны для суспензии и присыпочного материала, герметичную сущильную камеру, щарнирно-закрепленные подвески и систему копиров, отличающаяся тем, что, с целью повышения производительности установки, сушильная камера расположена в центральной части установки с возможностью поворота вокруг оси и перемещения по вертикали и выпол
