1
Изобретение относится к сварочному производству, а именно к устройствам для сварки вертикальных угловых швов, в част,ности пересекающихся деталей,
Известно устройство для сварки верти- 5 кальных угловых швов, позволяющее одновременно сваривать Несколько угловых
швов .
ОдНако при отклонениях детали необходимо каждую отдельную сварочную головку Ю во время процесса сварки подрегулировать вручную по всей длине шва. Поэтому это устройство является малопроизводительным.
Известно также устройство для сварки вертшсальных швов, содержащее сварочный ап- |5 парат со сварочной головкой и направляющим ри- ЛИКОМ , установленный с возможностью noBopo-ria вокруг вертикальной оси на механизме вертика ного- перемещения и закрепленный на ппатформе; имеющей; возможность перемещения 20 в двух взаимно-перпендикулярных направлениях. 2,
Данное устройство является наиболее бпизким к изобретению по технической сущности. 25
Целью изобретения является осуществление автоматической сварки угловых швов пересекающихся конструкций одновременно четырьмя сварочными аппаратами.
Указанная цель достигается тем, что каждый сварочный аппарат укреплен на механизме вертикального перемещения посредством опорной рамь1, содержащей направляющую и опору, на которой с возможностью поворота в горизонтальной плоскости и перемещения посредством пневмоцилиндра в направлении, перпендикулярном биссектрисе угла между свариваемыми листами, смонтирован сегмент с укрепленными на нем сварочной головкой, направляющим и опорными элементами, причем направляющий элемент укреплен на сегменте с возможностью перемещения относительно опорных элементов в направлении, перпендикулярном биссектрисе yrrta между, свариваемыми листами,
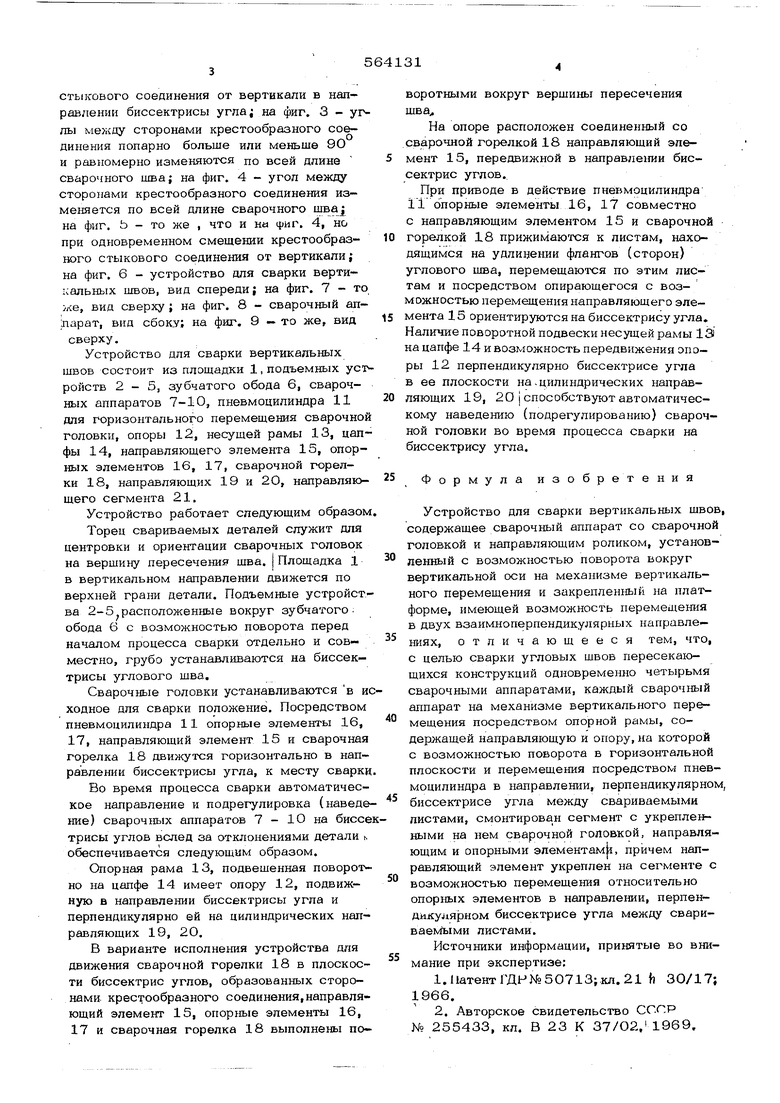
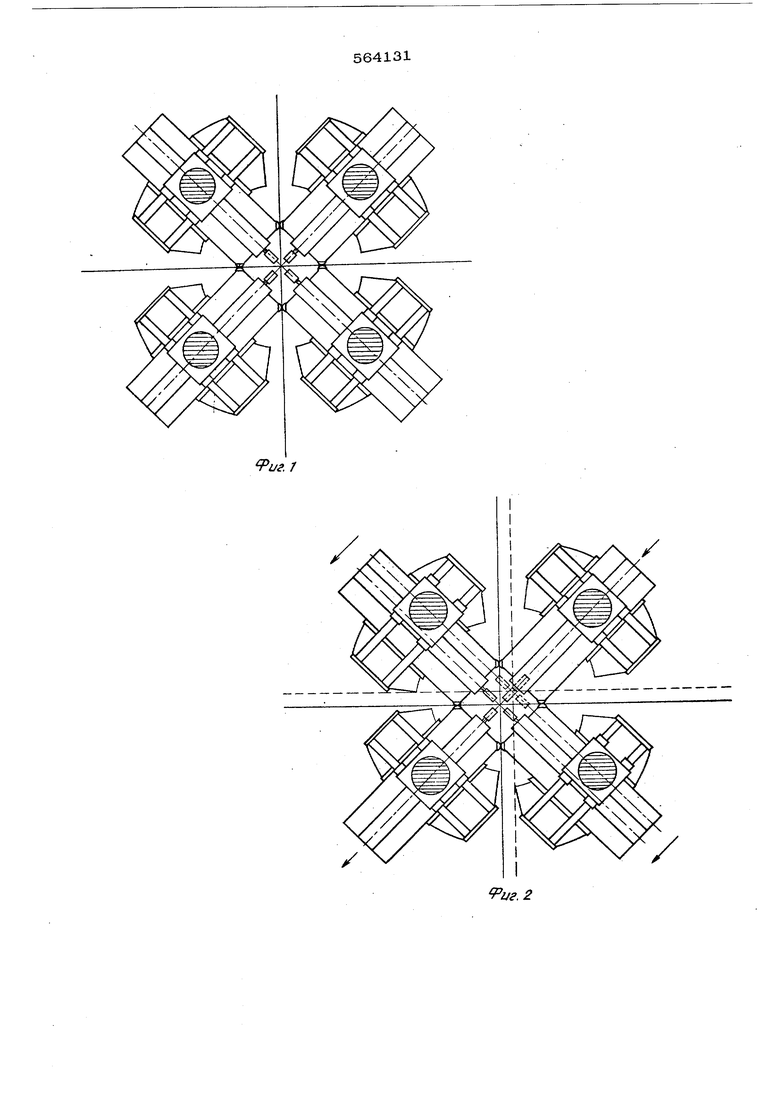
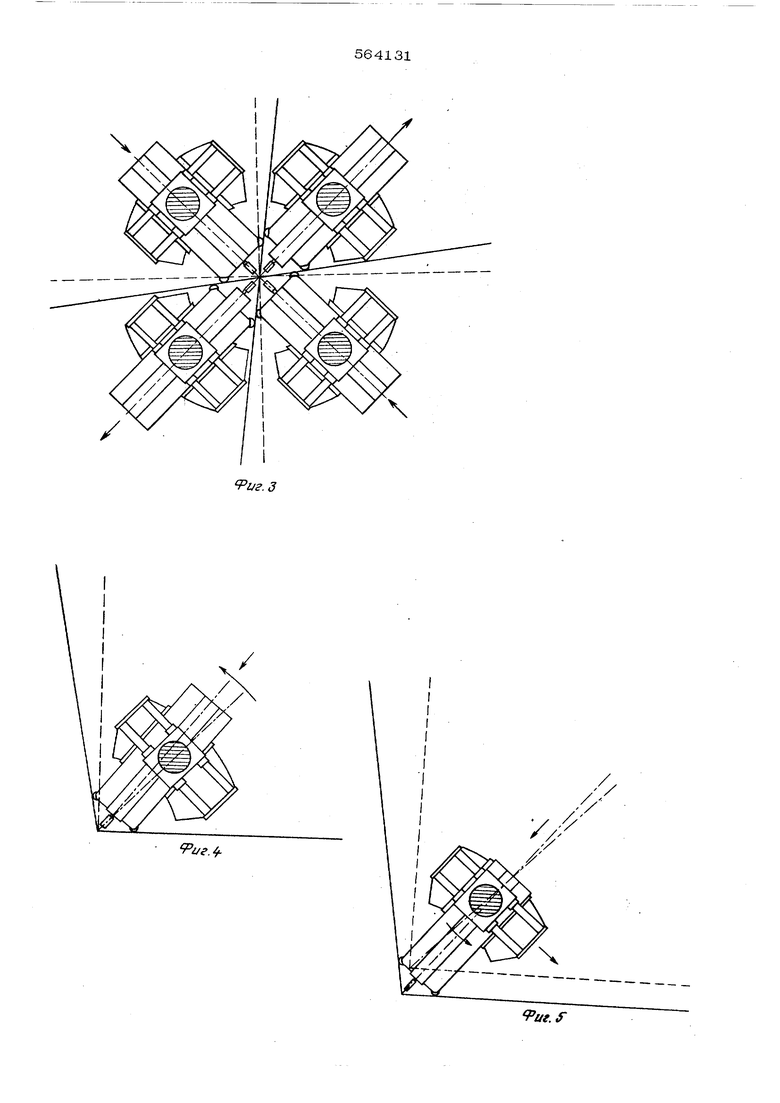
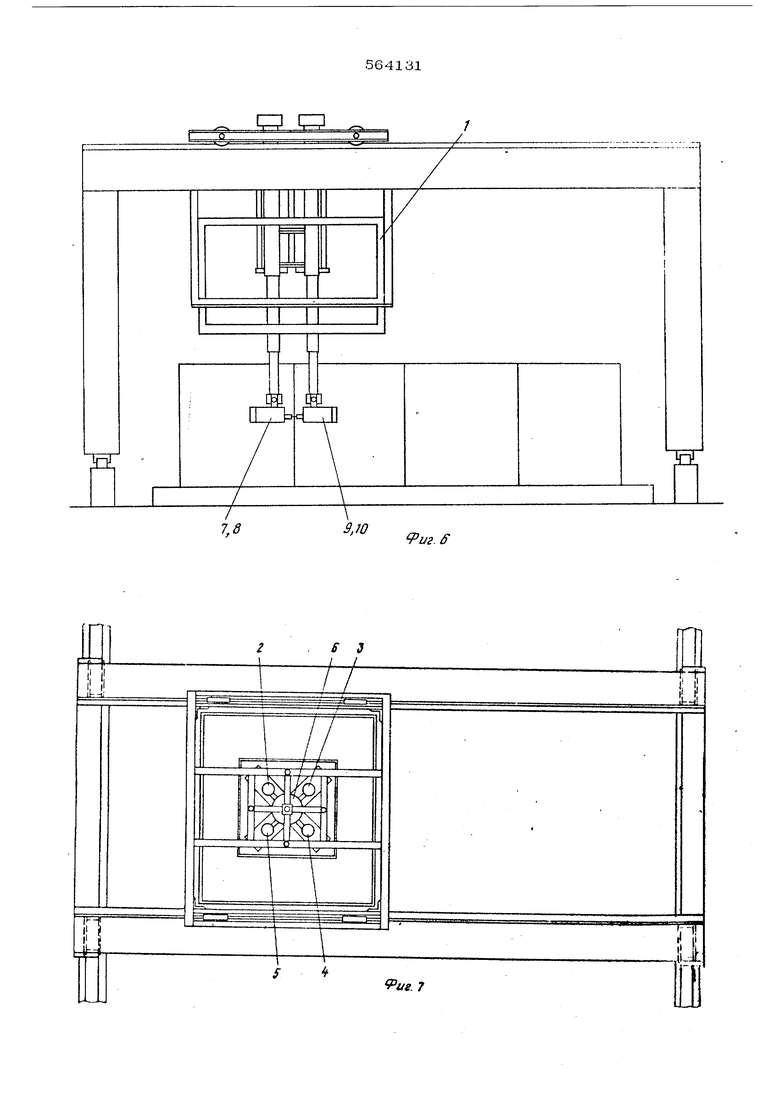
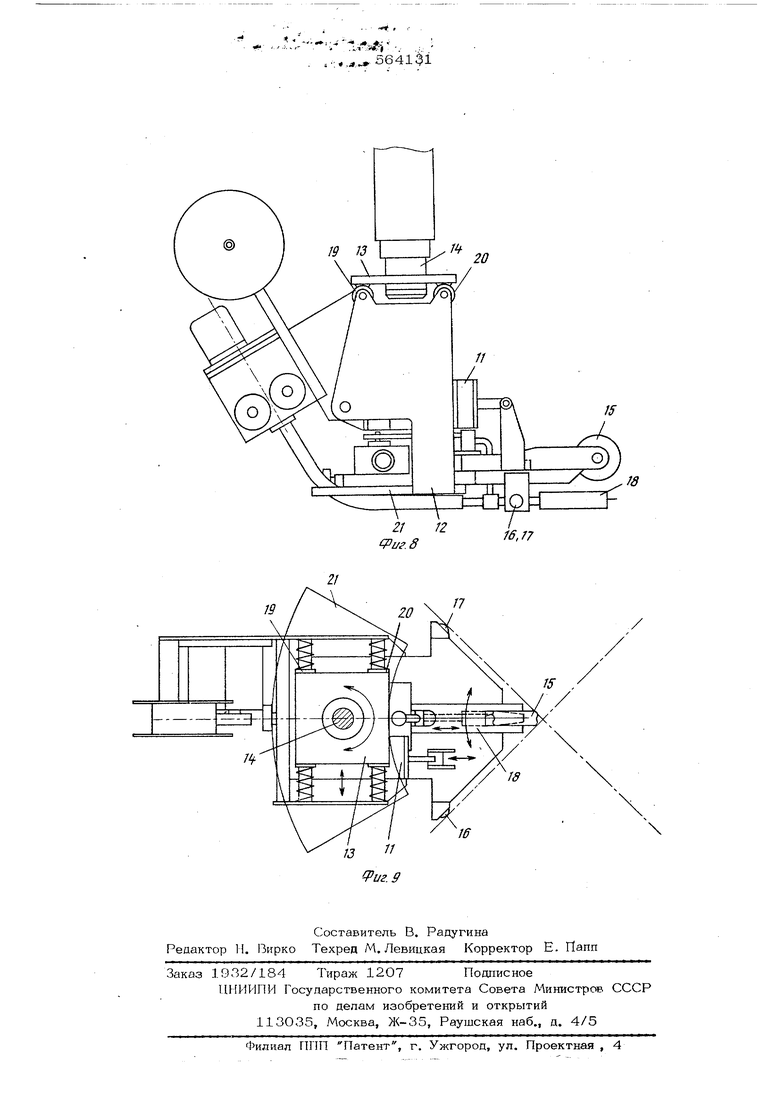
На фиг. 1 схематически изображено вертикальное крестообразное стыковое соединение (угол между сторонами крестообразного соединения по все и длине сварочного шва постоянен jHa фиг. 2 - отклонение крестообразного стыкового соединения от вертикали в направлении биссектрисы угла; на фиг. 3 - уг лы между сторонами крестообразного соединения попарно больше или меньше 9О и равномерно изменяются по всей длине сварочного шва; на фиг. 4 - угол между сторонами крестообразного соединения изменяется по всей длине сварочного lUBaj на фиг, Ь - то же , что и на фиг. 4, но при одновременном смещении крестообразного стыкового соединения от вертикали; на фиг. 6 - устройство для сварки вертикальных швов, вид Спереди; на фиг. 7 - то же, вид сверху ; на фиг. 8 - сварочный алпарат, вид сбоку; на фиг. 9 - то же, вид сверху. Устройство для сварки вертикальных швов состоит из площадки 1, подъемных уст ройств 2-5, зубчатого обода 6, сварочных аппаратов 7-10, пневмоцилиндра 11 для горизонтального перемещения сварочно головки, опоры 12, несущей рамы 13, цап фы 14, направляющего элемента 15, опорных элементов 16, 17, сварочной горелки 18, направляющих 19 и 2О, направляющего сегмента 21. Устройство работает следующим образом Торец свариваемых деталей служит для центровки и ориентации сварочных головок на вершину пересечения шва. Площадка 1 в вертикальном направлении движется по верхней грани детали. Подъемные устройст ва 2-5 расположенные вокруг зубчатого; обода 6 с возможностью поворота перед началом процесса сварки отдельно и совместно, грубо устанавливаются на биссектрисы углового шва. Сварочные головки устанавливаются в и ходное для сварки положение. Посредством пневмоцилиндра 11 опорные элементы 16, 17, направляющий элемент 15 и сварочная горелка 18 движутся горизонтально в направлении биссектрисы угла, к месту сварки Во время процесса сварки автоматическое направление и подрегулировка (наведе ние) сварочшлх аппаратов 7 - 1О на биссе трисы углов вслед за отклонениями детали N обеспечивается следующим образом. Опорная рама 13, подвешенная поворотно на цапфе 14 имеет опору 12, подвижную в направлении биссектрисы угла и перпендикулярно ей на цилиндрических направляющих 19, 20. В варианте исполнения устройства для движения сварочной горелки 18 в плоскости биссектрис углов, образованных сторонами крестообразного соединения,направляющий элемент 15, опорные элементы 16, 17 и сварочная горелка 18 выполнены по- воротными вокруг вершины пересечения щва На опоре расположен соединенный со сварочной горелкой 18 направляющий элемент 15, передвижной в направлении биссектрис углов. При приводе в действие пневмоцилиндра 11 опорные элементы 16, 17 совместно с направляющим элементом 15 и сварочной горелкой 18 прижимаются к листам, находящимся на удлинении флангов (сторон) углового шва, перемещаются по этим листам и посредством опирающегося с возможностью перемещения направляющего элемента 15 ориентируются на биссектрису угла Наличие поворотной подвески несущей рамы 13 на цапфе 14 и возможность передвижения опоры 12 перпендикулярно биссектрисе угла в ее плоскости на.цилиндрических направляющих 19, 20 I способствуют автоматическому наведению (подрегулированию) сварочной головки во время процесса сварки на биссектрису угла. Формула изобретения Устройство для сварки вертикальных щвов, содержащее сварочный аппарат со сварочной головкой и направляющим роликом, установпенный с возможностью поворота вокруг вертикальной оси на механизме вертикального перемещения и закрепленный на платформе, имеющей возможность перемещения в двух взаимноперпендикулярных направлениях, отличающееся тем, что, с целью сварки угловых щвов пересекающихся конструкций одновременно четырьмя сварочными аппаратами, каждый сварочный аппарат на механизме вертикального перемещения посредством опорной рамы, содержащей направляющую и опору, на которой с возможностью поворота в горизонтальной плоскости и перемещения посредством пневмоцилиндра в направлении, перпендикулярном, биссектрисе угла между свариваемыми листами, смонтирован сегмент с укрепленными на нем сварочной головкой, направляющим и опорными элементам|1, причем направляющий элемент укреплен на сегменте с возможностью перемещения относительно onopiaix элементов в направлении, перпенД1акуля|эном биссектрисе угла между свариваемыми листами. Источники информации, принятые во внимание при экспертизе; 1.Патент ГДР№50713;.кл. 21 fi 30/17; 1966. 2.Авторское свидетельство СССР № 255433, кл. В 23 К 37/02, 1969,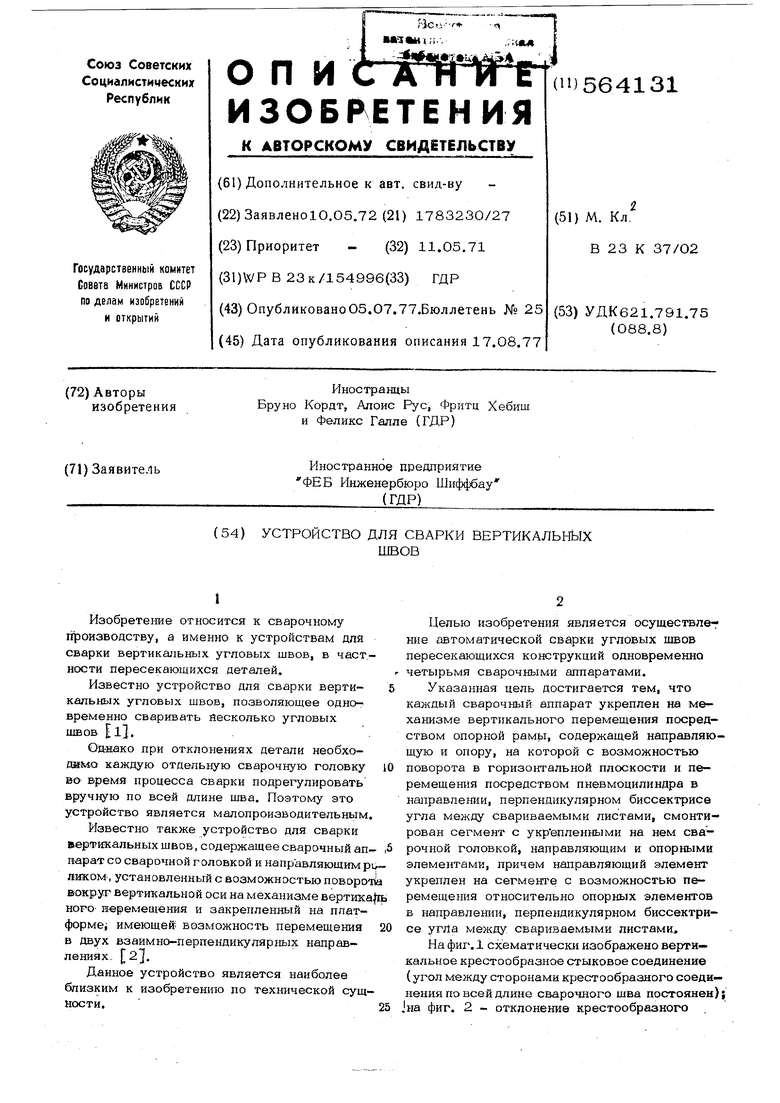
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для сварки угловых швов | 1987 |
|
SU1542753A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Устройство для одновременной сварки двух угловых швов | 1980 |
|
SU927464A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
/
цг.2
Ч
/
иг.З
/
г/г
ue.f
Vus.ff
