Изобретение относится к оборудованию для переработки пластмасс и может быть использовано для получения из термопластов изделий с улучшенными физико-механическими свойствами в химической промышленности, в машиностроении.
Цель изобретения повышение качества расплава.
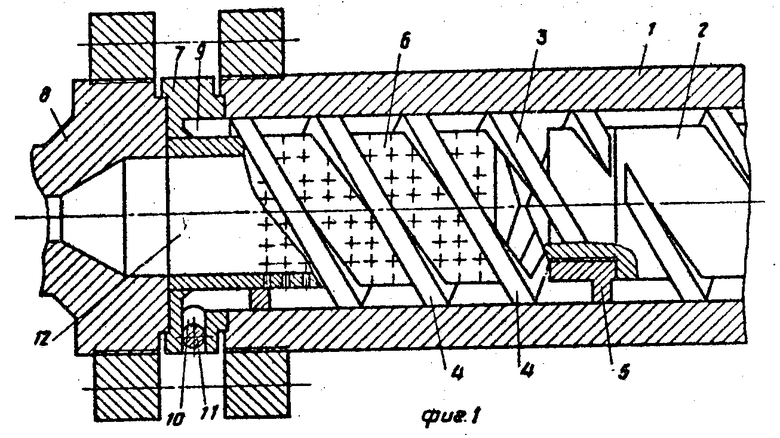
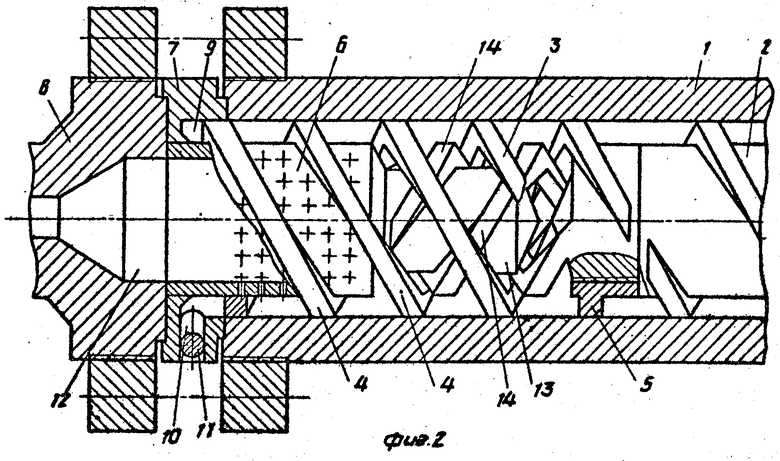
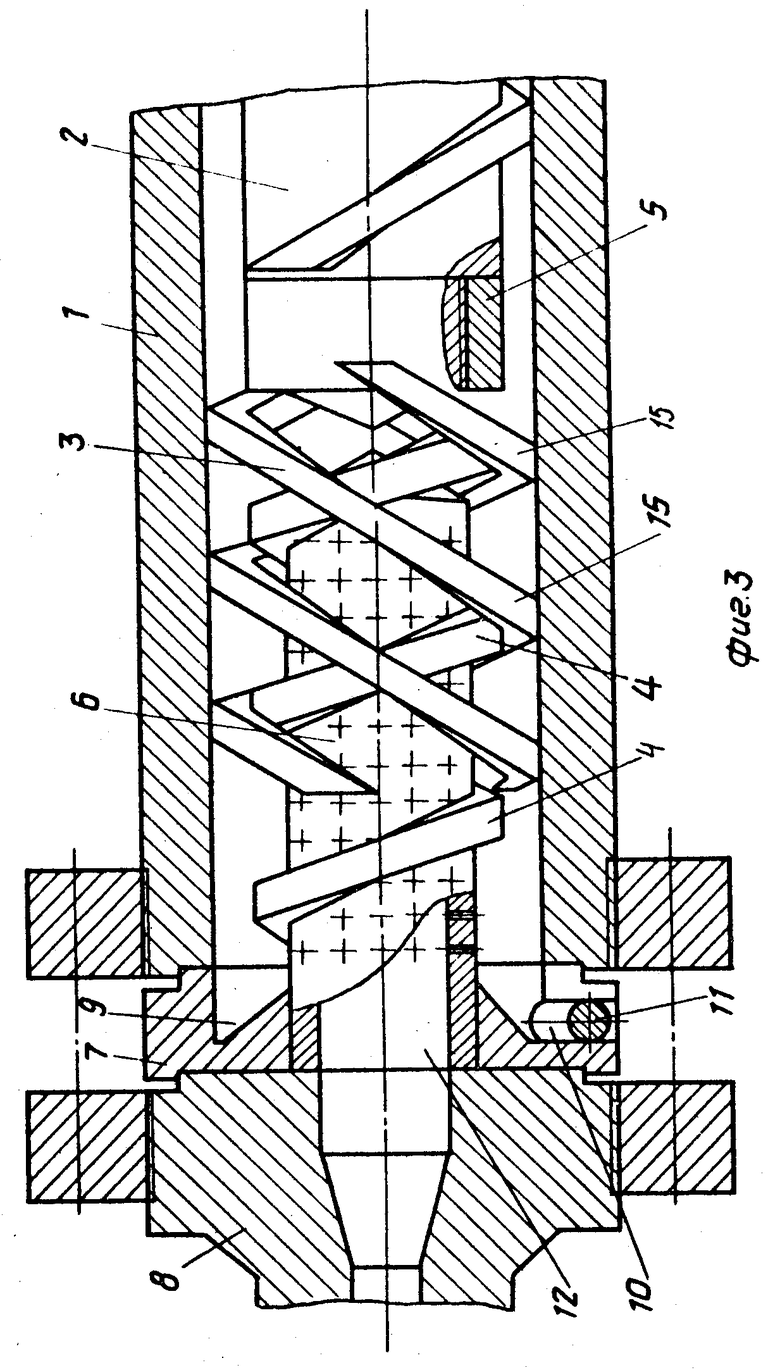
На фиг. 1 показан предлагаемый экструдер, общий вид, а на фиг. 2 и 3 возможные конструктивные варианты его исполнения.
Экструдер содержит обогреваемый корпус 1, червяк 2 с винтовой нарезкой, соединенный с приводом вращения (не показан), двухзаходный ленточный шнек 3, выполненный в виде двух цилиндрических винтовых пружин 4, соединенных между собой и установленных на выходном конце червяка 2 с помощью кольца 5, сердечник 6 с фильтрующей поверхностью, выполненный, например, из пористого материала или представляющий собой перфорированный стальной цилиндр с отверстиями и фланец 7, жестко защемленный между передним торцом корпуса 1 и головкой 8. Во фланце 7 выполнен кольцевой коллектор 9, сообщающийся с окружающей средой радиальным каналом 10 для удаления загрязнения, который может перекрываться дроссельным винтом 11. Сердечник 6 неподвижно закреплен во фланце 7, а ленточный шнек 3 установлен так, что его витки охватывают сердечник 6 и контактируют с фильтрующей поверхностью сердечника 6, в полости которого по его продольной оси выполнено выходное отверстие 12 для расплава, сообщенное с рабочей полостью экструдера посредством отверстий фильтрующей поверхности сердечника 6. Направление витков ленточного шнека 3, охватывающих фильтрующую поверхность сердечника 6, выбрано одинаковым с направлением витков винтовой нарезки червяка 2.
Экструдер работает следующим образом.
Перерабатываемый материал через загрузочное отверстие в корпус 1 поступает в винтовой канал червяка 2 и при его вращении транспортируется по направлению к головке 8, пластифицируется и гомогенизируется. После выхода из канала червяка 2 расплав попадает в кольцевой зазор между сердечником 6 и корпусом 1, где продолжается его гомогенизация под действием циркуляционных потоков, возникающих в результате взаимодействия витков ленточного шнека 3 с неподвижными поверхностями сердечника 6 и корпуса 1. По мере продвижения вдоль сердечника 6 расплав продавливается через его фильтрующую поверхность в полость сердечника 6, затем в головку 8.
Инородные включения, загрязняющие расплав, задерживаются на наружной поверхности сердечника 6 и перемещаются витками ленточного шнека 3 к кольцевому коллектору 9, где происходит их накопление. Удаление загрязняющих включений вместе с небольшим количеством расплава осуществляется периодически через радиальный канал 10, при этом расход регулируется с помощью дроссельного винта 11. При вращении ленточного шнека 3, когда направление его витков совпадает с направлением винтовой нарезки червяка 2, происходит закручивание витков ленточного шнека 3 и его внутренний диаметр уменьшается. За счет этого в пределах упругих деформаций ленточного шнека 3 компенсируется зазор между его витками и фильтрующей поверхностью сердечника 6, возникающий вследствие неточности изготовления или износа, и обеспечивается постоянный контакт витков ленточного шнека 3 с фильтрующей поверхностью.
На фиг. 2 представлен вариант исполнения экструдера, в котором ленточный шнек 3 дополнительно снабжен участком с повышенной гомогенизирующей способностью. В этом случае сердечник 6 выполнен ступенчатым и имеет участок 13 меньшего диаметра со стороны червяка 2. Сопряженный с ним участок ленточного шнека 3, кроме наружных винтовых пружин 4, имеет внутренние винтовые пружины 14, направление витков которых противоположно направлению витков наружных пружин. Наружные и внутренние винтовые пружины жестко соединены между собой в местах их взаимного пересечения. Благодаря противоположному направлению витков наружных 4 и внутренних 14 пружин на этом участке формируются противоположно направленные цикуляционные потоки расплава, которые обеспечивают его интенсивное перемешивание.
В варианте конструктивного исполнения экструдера, показанном на фиг. 3, с фильтрующей поверхностью сердечника 6 контактируют винтовые пружины 4, а участок ленточного шнека 3 с повышенной гомогенизирующей способностью имеет, кроме винтовых пружин 4, концентрично расположенные винтовые пружины 15, направление витков которых противоположно направлению витков винтовых пружин 4.
Для обеспечения необходимой гомогенизирующей способности ленточный шнек 3 может выполняться многозаходным, например с числом заходов 2-3.
По сравнению с известными экструдерами предлагаемый экструдер позволяет повысить качество расплава полимера на выходе из экструдера за счет его фильтрации и удаления загрязненных включений. При этом процесс непрерывной фильтрации расплава совмещается в одном корпусе 1 с другим стадиями процесса переработки (пластификацией, гомогенизацией) без увеличения размеров корпуса 1, что существенно уменьшает габариты и металлоемкость экструдера.
При работе экструдера ленточный шнек 3 позволяет за счет закручивания в пределах упругой деформации витков компенсировать зазор между фильтрующей поверхностью и витками, обусловленный требованиями монтажа, неточностью изготовления и износом, и обеспечить их постоянный контакт и очистку фильтрующей поверхности от загрязнений, благодаря чему продлевается срок работы фильтрующего элемента, сокращаются простои оборудования, связанные с заменой загрязненных фильтрующих элементов, и увеличивается средняя производительность экструзионного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| ЭКСТРУДЕР | 1990 |
|
RU2021136C1 |
| Способ изготовления нетканого материала с фильтрующими свойствами и устройство для его осуществления | 1989 |
|
SU1634734A1 |
| Экструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820291C2 |
| Экструдер-смеситель для переработки термопластичных материалов | 1990 |
|
SU1720883A1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2005 |
|
RU2284914C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| Экструдер-смеситель для переработки термопластичных материалов | 1983 |
|
SU1134373A1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструдер-смеситель | 1982 |
|
SU1002166A1 |
| Солесос | 1922 |
|
SU29A1 |
