(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАНАТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления плоских канатов | 1974 |
|
SU605428A1 |
| Машина для изготовления плоских канатов | 1975 |
|
SU740883A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU968123A1 |
| Игла к машине для изготовления плоских канатов | 1974 |
|
SU472181A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Преформатор к канатовьющей машине | 1978 |
|
SU781239A2 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1988 |
|
SU1497314A2 |
| Устройство для укладки изделий в тару | 1982 |
|
SU1154150A1 |
| РОТОРНАЯ ПРЯДЕВЬЮЩАЯ МАШИНА | 2017 |
|
RU2658524C1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |



1
Изобретение относится к металлургичеи кой промышленности и может быть использовано в производстве канатов.
Известны способы изготовления плоских канатов, содержащие операции смотки прядай, СБИВКИ игл между прядями для их раздвижения, ввода в образовавшееся пространство шпилек и последующего вывода игл.
Недостатком известных способов явл5ь. ется низкая производительность.
С целью повышения производительности по предлагаемому способу установку игл и шпилек осуществляют одновременно пу тем предварительной закладки .шпильки в иглyj при этом используют иглы с цилинц- рическим осевым отверстием, а все операции осуществляют при непрерывном движении каната.
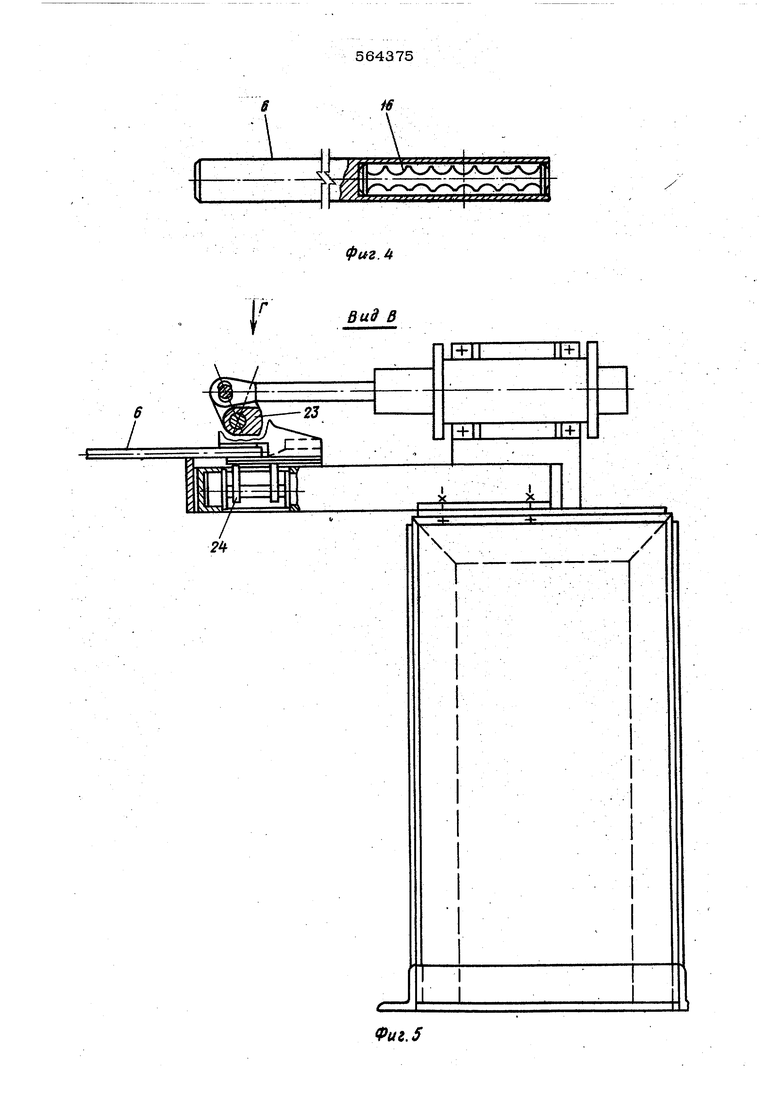
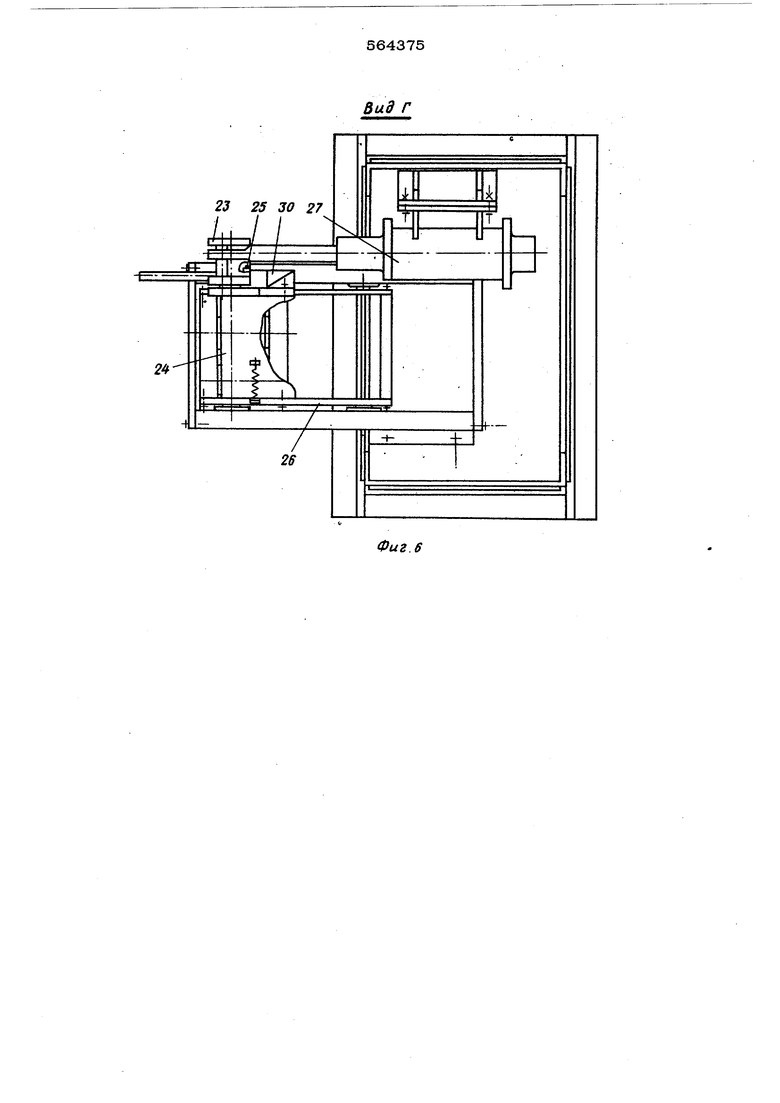
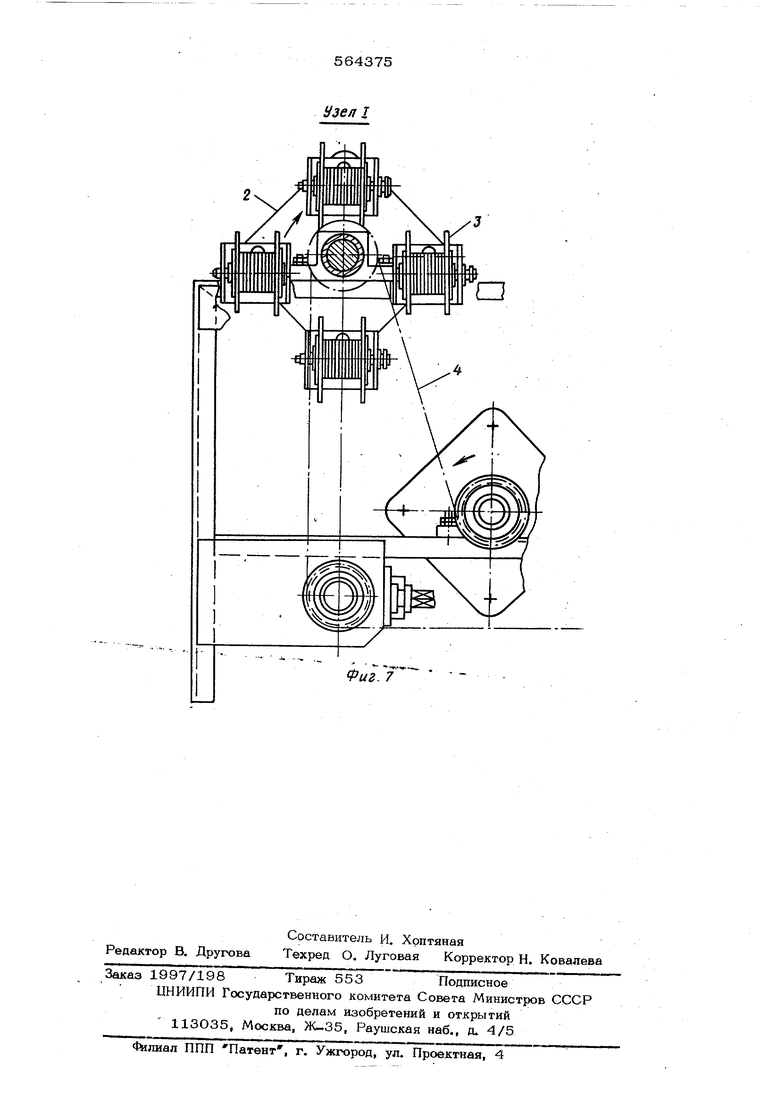
На фиг. 1 изображена установка для осуществления предлагаемого способа, об- щий вид; на фиг. 2 - вид А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 игла со шпилькой; на фиг. 5 - вид В фиг. 1; на фиг. 6 - вид Г фиг. 5; на фиг. 7 - узел 1 фиг. 1.
Пряди 1 для свивки стренг поступают от восьми свивочных дисков 2 с четырьмя плавакяцими катушками 3 на каждом. Сви- вочные диски приводятся во вращение цепью 4 так, что один ряд вращается направо а второй - налево. Оси плавающих катушек при этом остаются параллельными горизонтальной плоскости. Пряди, сматываемые с хатушек, проходят через отверстия в шеотернях 5 так, что каждому свивочному диску соответствует своя шестерня в стренги, попадают вместе с иглами 6 в формирующее устройство 7 и, захватываясь тянущими и обжимными-роликами 8, перемешаются непрерывно к намоточному аппарату 9
Шестерни 5 приводятся во вращение при помощи кривошипа 1О и храпового устройства 11 тем же приводом 12, что и диски 2. От этого же привода вращается звездонка 13, передающая враш.ение кривошипу кулисного механизма 14 длязаталкивания игл 6. Благодаря понижающей цепной передаче 15 скорость вращения дисков 2 в четыре раза меньше скорости вращения шестерен 5. Но из-за храпового устройства 11
вращение шестерен получается прерывистым. Поэтому за четверть оборота овивочных дисков 2 шестерни рдовернутся также на четверть оборота, но с остановкой на обратный ход храпового устройства и с бол .шей в четыре раза скоростью. Это позволяет при непрер-шном повороте прядей 1 между дисками 2 и шестерни 5 остановить процесс свивки за шестернями с тем, чтобы во время остановки шестерен кулисный механизм 14 затолкнул иглу 6 в щель между прядями рядом с шестернями. Для этогр кривошип кулисного механизма 14 развернут относительно «ривошипа 10 привода шестерен 5 на 18О . Иглы 6 для предварительного раздвижения прядей, имекшие цилиндрическую форму с отверстиями под шпильки 16, распьлагаются в бункере 17, а шпильки в приемном устройстве 18, расположенном рядом. Причем приемное yci ройство может быть расположено или перед бункером или за ним. Шпильки имеют эллиптическое сечение и цилиндрические головки с фасками на концах. При контактировании с движущимся упором 19 каретки 20 кулисного механизма 14 игла подается вперед, и встречая на пути шпильку, упирающуюся в подпружиненную крышку 21, вбирает её в свое отверстие. Последующим поворотом шестерен 5 пряди свиваются и захватывают иглу, перемещая ее к формирующему устройству 7. Последнее смещает свитые стренги близко друг к другу и при помощи планки 22 сдвигает иглы в одну сторону. Перед выходом из формирующего ус- ройства каждая игла заходит своим концом в эксцентриковый зажим 23, расположенный на сдвоенной каретке. При этом одна из ка реток 24 перемещается, увлекаясь иглой, упиракшейся в стержень 25 каретки 24. Вторая каретка 26, несущая на себе первую перемещается перпендикулярно движению каната при включении пневмоцилиндра 27, соединенного с первой кареткой скользяоцим шарниром через зажим 23. Пневмоцилиндр 27 включается действием перемещаюи1ейся иглы на рычаг воздушного крана 28, прикрепленного к формирующему устройству. Поворотом рычага крана 28 воздух подается в противоположную полость пневмоцилиндра, и шток, поворачивая зажим 23, передвигает каретку 26, захватывая и выдергивая иглу из каната. Игла при этом отрывается от электромагнита 29, установленного у планки 22 формирующего устройс ва, а шпилька 16, притяги- ваясь электромагнитом, выскальзывают из отверстия иглы и остается в канате. По ходу выдергивания игла перем аетея вместе с канатом, а рычаг воздушного крана освобождается и действием пружины возвращается в начальное положение, включая пневмоцилиндр на обратный ход. При обрат. ном ходе штока пневмоцилиндра и каретки 26 игла, перемешаясь вместе с ними, встречает стенку формирующего устройства и, « хользя по наклонным плоскостям упора 30 на каретке 24, поднимается над стержнем 25 и сбрасывается вперед по ходу передвижения каната на .транспортер 31. Последний возвращает все иглы снова в бункер 17. Освобожденная от иглы каретка 24 подтягивается пружиной в начальное положение для приема следующей иглы. Конструкция этого механизма позволяет извлекать из каната одновременно по две иглы. При установке приемного устройства 18 перед бункером (на чертежах не показано) планку 22, электромагнит 29, механизм выдергивания игл и воздушный кран 28 необходимо переставить соответственно на другую сторону линии изготовления каната. Шпильки изготовливаются штамповкой под прессом 32, оборудованным сталкивателем 33. Сталкиватель перемещает каждую щпильку на транспортер 34, подающий шпильку в приемное устройство 18. Формула изобретения Способ изготовления плоских канатов, содержащий операции смотки прядей, сви&ки их в стренги, установки игл между прядями для их раздвижения, ввода в образовавшееся пространство шпилек и последующего вывода игл, отличающийся тем, что, с целью повышения производительности, установку игл и шпилек осушествлян ют одновременно путем предварительной закладки шпильки в иглу, при этом используют иглы с цилиндрическим осевым отверстием, а все операции осуществляют при непрерывном движении каната.
ч:
«а
:$
«53
Csi «vi
сч
« (
фиг. 4
Bu9 В
Узел I
