Изобретение относится к металлургии, конкретно к рафинированию металла при непрерывной разливке стали.
Известен способ рафинирования стали при непрерывной разливке, который осуществляется в промежуточном ковше перед подачей ее в кристаллизатор. Рафинирование осуществляется с помощью системы огнеупорных перегородок, формирующих восходящие потоки металла, выносящие крупные неметаллические включения в шлак (Новости черной металлургии за рубежом, N 4, 1995, с.79-81).
Кроме того, пороги и перегородки, установленные в промежуточном ковше, снижают турбулентность потоков стали, что также способствует всплыванию неметаллических включений.
Для успешного удаления неметаллических включений промежуточный ковш с приемной и рафинирующей емкостями должен удовлетворять следующим требованиям:
1. обеспечить достаточно продолжительное время пребывания стали в нем, необходимое для всплывания неметаллических включений в покровный шлак;
2. не создавать застойных зон в объеме промежуточного ковша, вызывающих неравномерное распределение температуры и концентрации неметаллических включений;
3. потоки перемещающегося в ковше металла не должны вызывать колебания открытой поверхности металла и появления незащищенных участков, способных вызывать повторное окисление стали.
Наиболее близким аналогом - способом рафинирования стали в промежуточном ковше, по технической сущности и достигаемому результату, является способ известный из SU 473365, B 22 D 11/10, 08.09.1975.
Наиболее близким аналогом - устройством для рафинирования стали в промежуточном ковше установки непрерывной разливки стали, по технической сущности и достигаемому результату, является устройство, в котором рафинирование стали осуществляется с помощью полнопрофильных перегородок с отверстиями (Ефимов В.А., Эльдарханов А.С. Современные технологии разливки и кристаллизации сплавов. - М.: Машиностроение, 1998, с.342-352, рис.8.24, в.).
Техническим результатом данного изобретения является уменьшение содержания неметаллических включений, повышение качества металла и увеличение выхода годного.
Указанный технический результат достигается тем, что в предлагаемом способе рафинирования стали в промежуточном ковше установки непрерывной разливки стали, включающем подачу металла из сталеразливочного ковша в промежуточный ковш, разделенный на приемную и разливочные емкости, и далее в кристаллизатор, подачу в промежуточный ковш теплоизолирующей шлакообразующей смеси, в приемной емкости промежуточного ковша осуществляют гашение вихревых потоков на поверхности металла путем уменьшения радиальной составляющей скорости течения металла и перераспределения скоростей потоков металла с увеличением их скорости вблизи днища приемной емкости промежуточного ковша и уменьшением их скорости вблизи поверхности металла в приемной емкости.
Для осуществления способа предлагается устройство для рафинирования стали в промежуточном ковше установки непрерывной разливки стали, содержащее сталеразливочный ковш, погружную трубу, промежуточный ковш, разделенный на приемную и рафинирующую емкости огнеупорными перегородками с отверстиями различной формы, в котором в донной части приемной емкости промежуточного ковша вдоль его большой оси установлены одна или более примыкающие к боковой стенке промежуточного ковша вставки, образующие суженый канал в донной части приемной емкости, при этом центр пересечения осей симметрии канала соответствует центральной оси погружной трубы.
При использовании предлагаемого изобретения увеличивается скорость металла вблизи днища промежуточного ковша за счет уменьшения проходного сечения с помощью вставок, в результате чего вблизи поверхности скорость уменьшается, в том числе уменьшается и радиальная составляющая скорости до значения, при котором не формируются вихревые воронки, в которые может быть затянут покровный шлак.
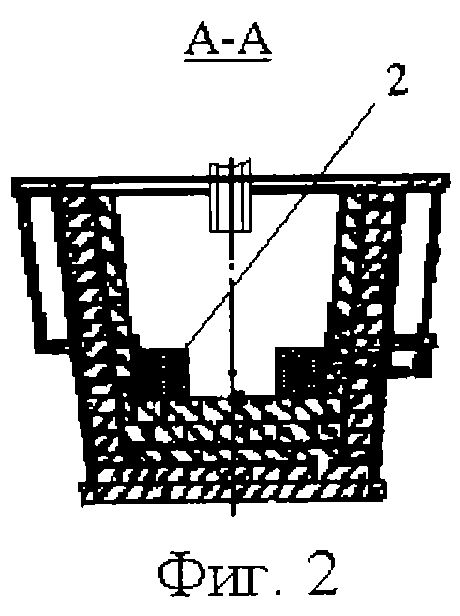
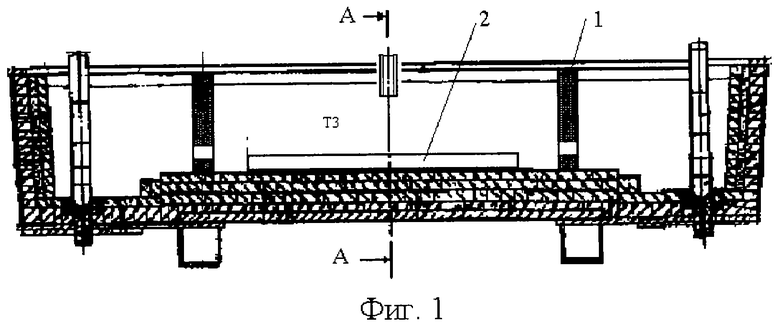
Изобретение поясняется чертежом, где на фиг.1 изображен разрез промежуточного ковша установки непрерывной разливки стали (вид спереди), а на фиг.2 - разрез А-А на фиг.1 (вид сбоку), в котором осуществляется рафинирование металла по предложенному способу.
В промежуточном ковше с перегородками - 1 установлена огнеупорная вставка - 2. Ниже приведены примеры выполнения способа со ссылками на прилагаемые чертежи.
1. Непрерывную разливку автолистовой стали типа IF проводили на двухручьевой криволинейной УНРС с радиальным кристаллизатором в сляб сечением 250×1520 мм со скоростью вытягивания сляба 1,0 м/мин. Металл подавали из сталеразливочного ковша через погружную трубу в 50-ти тонный промежуточный ковш, футерованный высокоглиноземистым бетоном. На поверхность металла в промежуточном ковше подавали шлакообразующую теплоизолирующую смесь. Ковш был разделен на приемную и две разливочные емкости огнеупорными перегородками - 1, имеющими 5 направленных вверх под углом 20° отверстий диаметром 100 мм каждое. Для гашения вихревых воронок на поверхности металла в приемной емкости промежуточного ковша путем перераспределения потоков металла и снижения радиальной составляющей скорости течения, снижения затягивания шлака с поверхности промежуточного ковша и улучшения всплывания неметаллических включений в промежуточном ковше установили специальные вставки - 2 из огнеупорных материалов, формирующих канал на днище в районе подвода металла, направленный вдоль большой оси промежуточного ковша, пересечение осей симметрии канала соответствовало центральной оси погружной трубы.
В результате проведенных мероприятий после установки вставок на поверхности металла в промежуточном ковше не наблюдалось образования вихрей, что привело к уменьшению захвата шлаковых включений с поверхности приемной емкости промежуточного ковша и попаданию их в готовый металл. В результате отсортировка холоднокатаного автолиста по раскатанным загрязнениям и плене сократилась с 9,2 до 1,5%, а перевод листа в пониженную категорию снизился с 12 до 3,5%.
2. Непрерывную разливку трубной стали типа 09ГСФ проводили на двухручьевой вертикальной УНРС в сляб сечением 200х1270 мм со скоростью вытягивания сляба 5,5 м/мин. Металл подавали из сталеразливочного ковша через погружную трубу в 15-ти тонный промежуточный ковш, футерованный высокоглиноземистым бетоном. На поверхность металла в промковше давали шлакообразующую теплоизолирующую смесь. Ковш был разделен на приемную и две разливочные емкости огнеупорными перегородками - 1, имеющими 5 направленных вверх под углом 15° отверстий диаметром 80 мм каждое. Для гашения в приемной емкости промежуточного ковша вихревых воронок на поверхности металла путем перераспределения потоков металла и снижения радиальной составляющей скорости течения, снижения затягивания шлака с поверхности промежуточного ковша и улучшения всплывания неметаллических включений в промежуточном ковше установили специальные вставки - 2 из огнеупорных материалов, формирующие канал на днище в районе подвода металла, направленный вдоль большой оси промежуточного ковша, пересечение осей симметрии канала соответствовало центральной оси погружной трубы.
В результате в металле уменьшилось содержание неметаллических включений, средний балл по точечной неоднородности металла снизился с 0,5-1,0 до 0-0,5%, а выход листа высшей категории качества вырос с 73 до 91%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ СТАЛИ ОТ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ | 2002 |
|
RU2229360C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| Способ непрерывной разливки стали через секционный промежуточный ковш | 1990 |
|
SU1717279A1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2371280C1 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2013 |
|
RU2533263C1 |
Изобретение относится к области металлургии и может быть использовано при непрерывной разливке стали. Способ рафинирования стали в промежуточном ковше, разделенном на приемную и разливочные емкости, включает гашение вихревых потоков на поверхности металла в приемной емкости промежуточного ковша путем увеличения скорости металла вблизи днища приемной емкости и уменьшения скорости вблизи поверхности металла и уменьшения радиальной составляющей скорости течения металла. Устройство для рафинирования стали содержит сталеразливочный ковш, погружную трубу, промежуточный ковш. Промежуточный ковш разделен огнеупорными перегородками с отверстиями. В приемной емкости промежуточного ковша вдоль его большой оси установлены одна или более вставки, образующие суженный канал в донной части приемной емкости промежуточного ковша, при этом центр пересечения осей симметрии образующегося канала соответствует центральной оси погружной трубы. Технический результат - уменьшение содержания неметаллических включений, повышение качества. 2 с.п.ф-лы, 2 ил.
| Устройство для удаления неметаллических включений из расплава | 1972 |
|
SU473365A3 |
| ЕФИМОВ В.А | |||
| Современные технологии разливки и кристаллизации сплавов | |||
| - М.: Машиностроение, 1998, с.348 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Состав керамического стержня для механизированной электродуговой сварки | 1986 |
|
SU1391845A1 |
