, . ;I
Изобретение касается металлообработки и может быть использовано, в частностм, в авиастроении при шлифовании лопастей воздушных винтов.
По основному авт.са. hh 542628, взвес теи контактный копир Ппенточно-шлифовапьного устройства.
Известны также контактные копиры, применяемые в ленточно-шлифовальных ставках, выполненные в виде поверотныхроп -, ков с нериферийной поверхностью, профнл рованной по контуру пространственной разивертки поверхности, сопряженней с обраба- тываемой заготовкой fill- В процессе работы эти ролики поворачиваются, согласуя их -.поворот с поступательным перемещением заготовки вдоль оси, скрешиваю- шейся с осями поворота ролика под прямым yrnot$. При вьтолнении таких роликов с каналами для подвода жидкости или воздуха к их рабочим поверхностям наблюдается непроизводительиый расход рабочей жидкости или воздуха через отверстия, последовательно выходящие из контакта с лентой Н процессе поворота копира. Со.ответственно увеличивается непроизводительный расход мощности насосной ипи компрессор КО& установки.
Целью изобретення является снижение расхода рабочей жидкости или газа при ленточном шлифовании изделий с использованием вращающихся контактных копиров, совершакших обкаточное движавив от,носитель о заготовки.
Достигается то тем, что копир, на рабочей поверхности Ханавки, соединенные с источником давления, н отверстия или канавки, связанные с атмосферой или со сливом, снабжен неподвижной осью, установленной в полости копира, имещей канал, соединенный с источникомдавлани Ъ на оси выполнена сообщающаяся с каналом проточка, имеющая размеры и расположение, соответствующие дуге обхвата копира абразивной лентой.
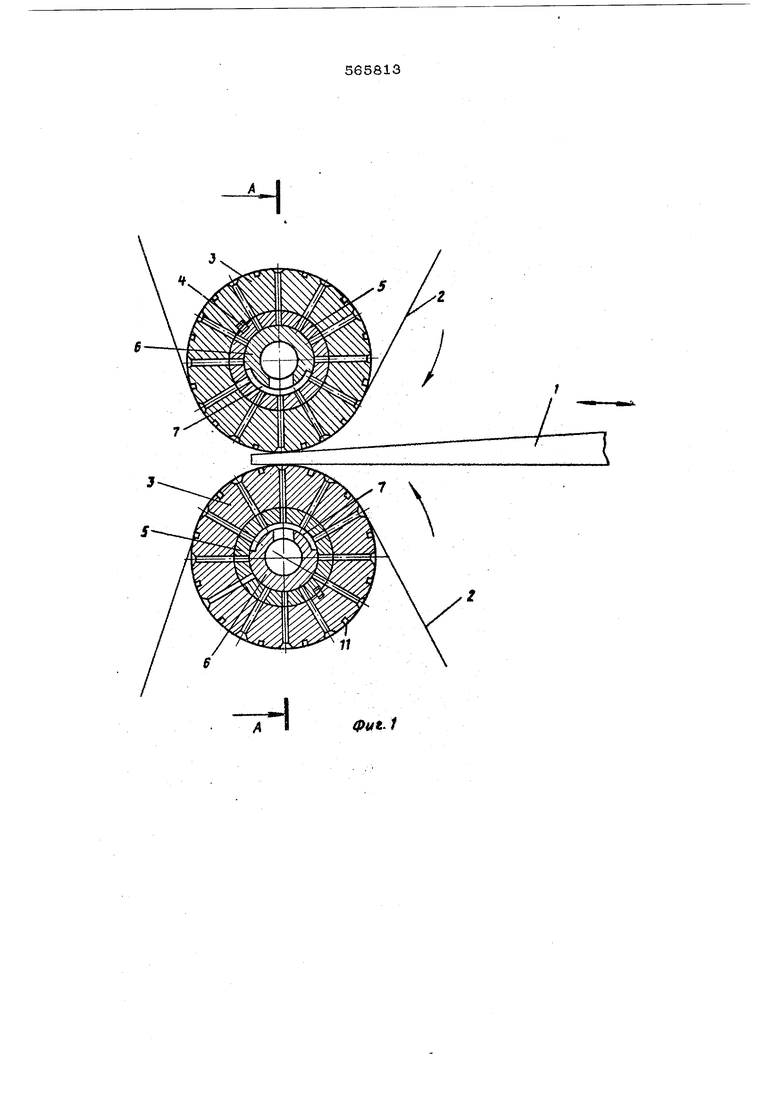
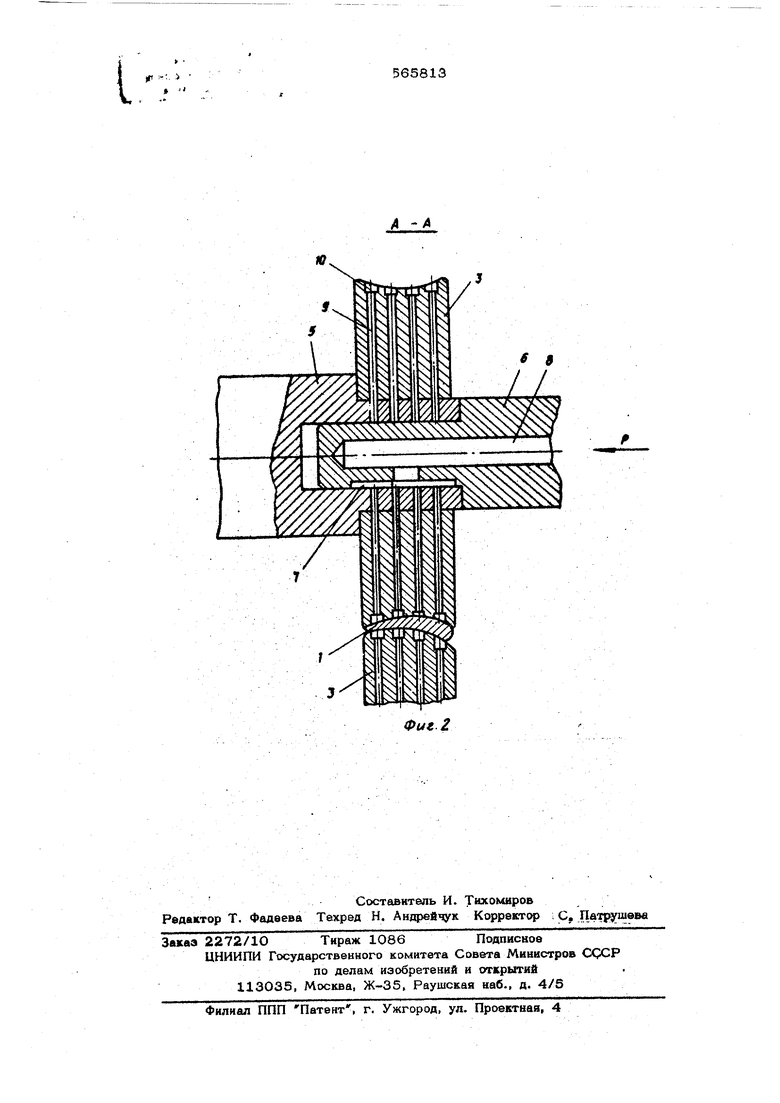
На фиг. 1 показаны поворотные контактные копиры для двустороннего ленточного шлифования изделия сложной формы; на фиг. 2 приведен разрез А-А на фиг. 1. Обрабатываемое изделие 1 находится между абразивными лентами 2, обхватывающими контактные копиры, снрофилиро- ванные по контуру пространственных разверток .поверхностей, которые сопряжены с поверхностями обрабатьшаемого изделия Поворотная часть каждого копира состоят из ролика 3, жестко связанного ишонкой 4 со стутшей 5, установленной в опорах и связанной с приводом вращения {не показаны) . Неподвижная ТЪсь 6 копира имеет цилиндрическую шейку, входящую в расточку ступицы 5. На цилиндрической поверхносrtt этой шейки имеется дуговая проточка 7, размеры и расположение которой (Соответствуют ауге об-хвата абра зивной лентой, глоточка 7 соединена с источником давления осевым каналом 8. В поворотной части копира выполнены равномерно расположенные ряды дросселирующих отверстий 9. Каждое отверстие заканчивается карманом 1О. Между рядами ЭТИ.Х отверстий на поверхности копира находятся канавки 11, соединенные с атмосферой или со сливом. Обрабатываемое изделие 1 совершает возвратно-поступательное движение. Абразивные ленты 2 прижимаются к обрабатываемым поверхностям изделия профильными контактными роликами 3, вращаюшимися в направлении, указанном стрелками. В щение контактных роликов скоординировано с продольным перемещением изделия. В прюцессе обкатки в проточку 7 через канал 8 подводится от источника , давления рабочая жидкость или газ, а из нее по радиальным отверстиям 9 - в зону контакта копира с абразивной лентой. Между лентой и копиром создается гидростатический несущий слой. При изменении нагрузки на какой-либо участок ленты изменяется толшина несущего слйя на этом участке, и, следовательно, сопротивление истечению через отверстие 9, что уравновешивает нагрузку на ленту и обеспечивает равномерность толщины и жесткости несущего слоя, т.е. требуемую точность обработки изделия. Экономия расхода рабочей жидкости или газа обеспечивается благодаря тому, что с полостью давления соединяются только отверстия, находящиеся на участке копира, в данный момент взаимодействующем с абразивной лентой. Формула изобретения Контактный копир ленточно-шлифовального устройства по авт.св. NQ 542628, отличающийся тем, что, с целью экономии рабочей жидкости или газа при врашаюшемся контактном копире, он снабжен неподвижной осью, установленной а полости копира, имеющей канал, соединенный с источншсом давления, а на оси выполнена сообщающаяся с каналом проточка, имеющая размеры и расположение, соответствующие дуге о6.хаата копира абразивной лентой. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство Ni 275779, кл. В 24 В 19/14, 1968.
Фил 1
I
f :- .i
565813
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
A -A
