1енточко-шлифовальные станки со столо.м, совершающим возвратно-поступательное движение и несущим бабку изделия (качалку) с заготовкой лопатки, обрабатываемой абразивной лентой продольным11 строчками, известны (станок ЛШ-1 п модернизированный станок ЛШ-1а). Эти станки имеют невысокую производительность и не обеспечивают полное шлифование поверхностей (спинки и корыта) лопаток.
Предлагаемый станок (в основу которого положен станок ЛШ-1) отличается тем, что он имеет специальный механизм для осуществления поворота контактного ролика, позволяющего менять величину поворота при шлифовании разных участков лопатки, и выполнен в первом варианте (заявка 689833/25) в виде объемного копира и во втором варианте (заявка 689832/25) в виде торцового копира, получающего вращение, синхронное с обрабатываемой лопаткой, и воздействующего через рычажную систему на инструментальную бабку.
Такое выполнение предлагаемого станка обеспечивает более полную доработку косых участков лопатки в процессе ее шлифования.
Взаимосвязь между объемным копиром и инструментальной бабкой станка изображена на фиг. 1. На распредвал /, находящийся на подвижном столе станка (относительно оси которого поворачивается качалка), устанавливается объемный копир 2, предназначенный для изменения области качания шлифующего ролика 3 относительно обрабатываемой детали. С криволинейной поверхностью копира контактирует следящий ролик 4, находящийся на поворотном рычаге 5, насаженном жестко на вал 6. Этот вал может поворачиваться в подшипниках стоек 7 и 8, которые жестко связаны со
№ 141073- 2 станиной станка. На другом конце вала насажен шатун 9,. который может поворачиваться относительно вала и закрепляется на нем. С шатуном связан один конец регулируемой по длине тяги 10, которая крепится на нем с помощью пальца //. Последний может крепиться на шатуне на различных расстояниях (,) от оси вала б, что позволяет регулировать величину перемешения тяги 10. Тяга 10, в свою очередь, соединена с люлькой 12, на которой укреплен шлифующий ролик 3, поэтому, регулируя величину /,„, можно изменять угол качания люльки (вместе с шлифуюшим роликом 3 и электромотором, приводящим в движение абразивную ленту 13), укрепленной на неподвижной стойке 14, жестко связанной со станиной станка. Пружина 15 постоянно оттягивает люльку 12 в исходное положение, устраняя возможный люфт.
Такое же точно устройство имеет станок с торцовым копиром (фиг. 2) (заявка № 689832/25) стой лишь разницей, что вместо объемного копира со скользящим по его поверхности роликом, применен торцовый копир с роликом, скользящим по его торцу.
Предлагаемый модернизированный станок работает следующим образом: стол станка с качалкой изделия и основного рабочего копира на нем, будет совершать возвратно-поступательное движение в направлении стрелок, при этом копир 16, воздействуя на ролик /7 рычага 18, будет поворачивать его вместе с валом 19, вызывая поворот щатуна 20 от которого через тягу 21 получит качательное движение люлька 22 с шлифующим роликом 23 (инструментальная бабка).
Таким образом будет происходить шлифование изделия продольными строчками с поворотом шлифующего ролика вокруг оси «00, проходящей через наивысшую точку его рабочей поверхности.
При дальнейшей обработке деталей она поворачивается и вместе с ней (синхронно) поворачивается распредвал 24 с копиром 16, благодаря чему изменяется место качания рычага 18, и качание шлифующего ролика 23 подстраивается под форму и расположение продольной образующей шлифуемой поверхности, т. е. копир 16 будет осуществлять гтодстройку ролика 23 по обрабатываемому изделию (лопатке).
Величины радиусов рабочей поверхности шлифующего ролика могут быть взяты весьма большими, лишь бы ролик вписывался в поверхность шлифуемой детали. Это позволяет увеличить ширину абразивной ленты с 15-20 мм до 40-90 мм и больше, т. е. до размеров оптимальной ленты, соответствующей размерам шлифуемой поверхности, материалу изделия и припуску на обработку, что дает возможпость в несколько раз повысить производительность предлагаемого станка.
Настройка станка на обработку какого-либо изделия осуществляется легко выполнимым расчетом формы копира 2, при этом необходимая подправка может быть сделана по готовому изделию (лопатке), установленному вместо заготовки.
По заключению ЭНИМСа предлагаемая модернизация станка Л111-1 целесообразна и рекомендуется для внедрения в производство.
Предмет изобретения
1. Ленточно-шлифовальный копировальный станок для обработки лопаток с совершающим возвратно-поступательное движение столом, несущим распределительный вал и бабку изделия (качалку) с заготовкой лопатки, обрабатываемой абразивной лентой продольными строчками с поворотом контактного ролика ленты для уменьшения недоработанной поверхности лопатки, отличаюшийся тем, что, с целью
обеспечения более полной доработки косых участков лопатки, применен установленный на распределительном валу и получающий вращение, синхронное с вращением обрабатываемой лопатки, объемный копир, воздействующий через рычажную систему на инструментальную бабку (люльку) для сообщения ей качательных движений вокруг оси, проходящей перпендикулярно оси заготовки через наивысшую точку рабочей поверхности контактного (щлифующего) ролика.
2. Ленточно-щлифовальный копировальный станок для обработки лопаток по п. 1, отличающийся тем, что в нем вместо объемного копира применен торцовый копир.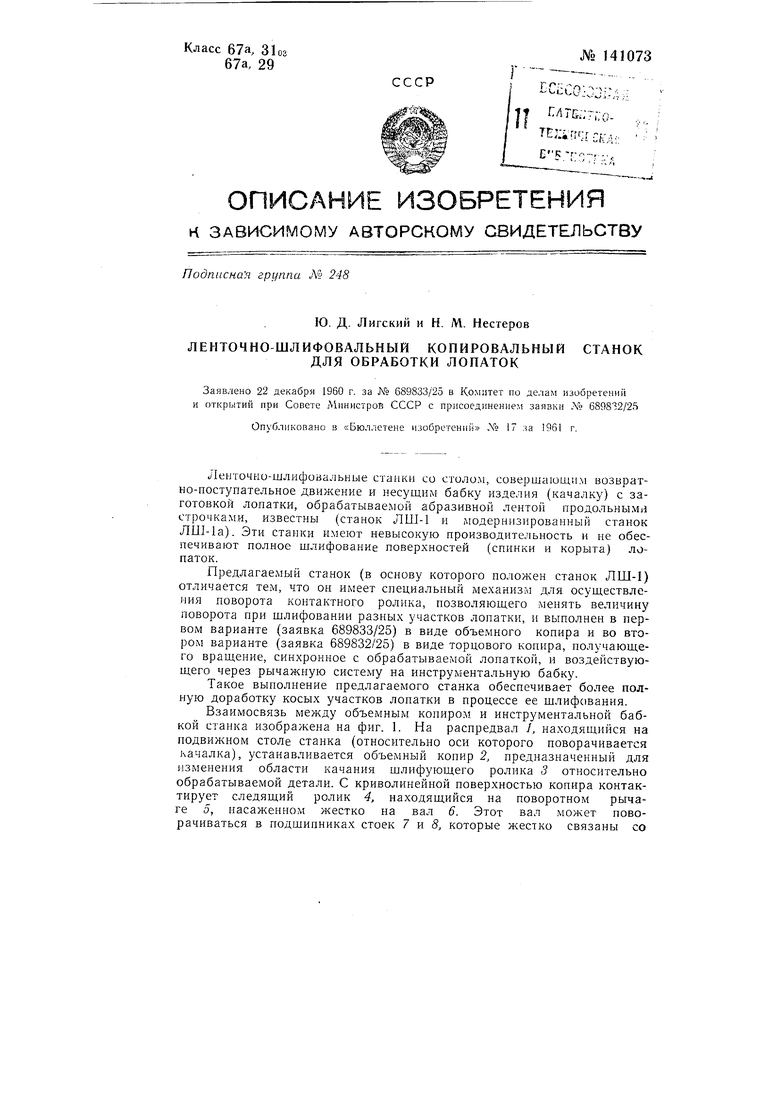

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Станок для обработки пера лопатки с криволинейной образующей | 1960 |
|
SU141074A1 |
| Копировально-шлифовальный станок для обработки выпуклых поверхностей, например, лопаток | 1960 |
|
SU136211A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Станок для ленточного шлифования | 1991 |
|
SU1821336A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Станок для шлифования спинки пера турбинной лопатки | 1961 |
|
SU147940A1 |

fuz.l
Риз2
