54) СТАНОК ДЛЯ СНЯТИЯ РЕЗИНОВОГО СЛОЯ С МЕТАЛЛИЧЕСКОЙ ОПЛЕТКИ ДЛИННОМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ
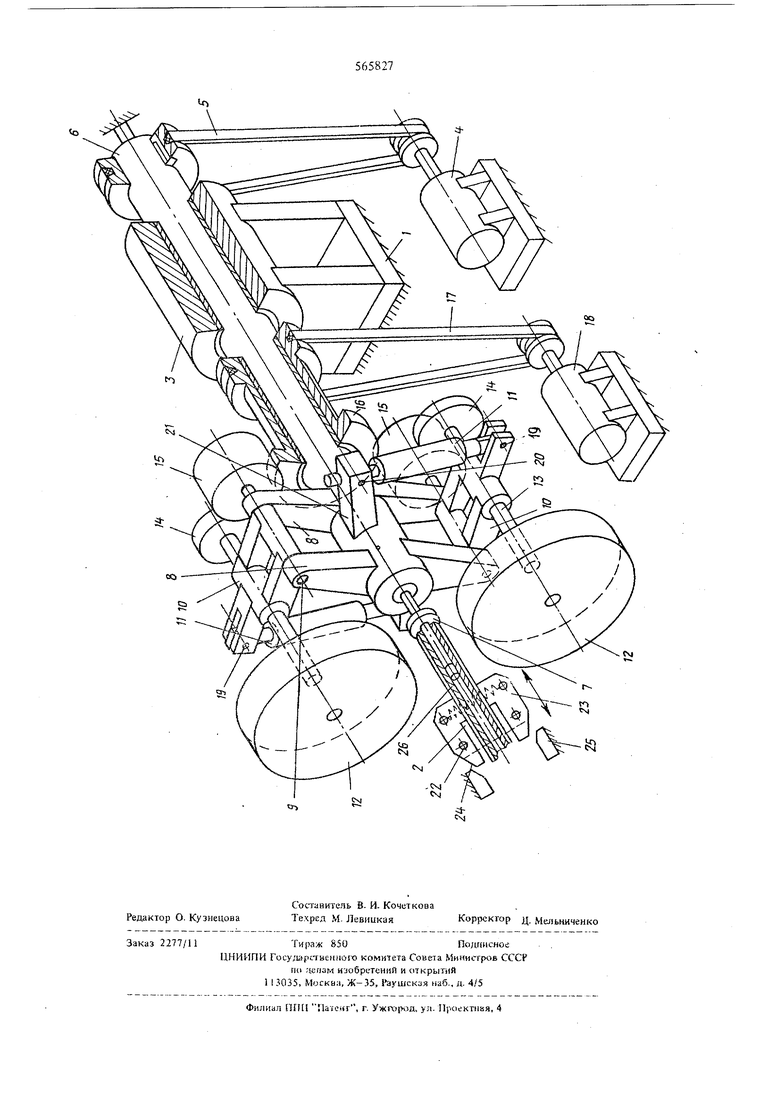
вые цилиндры 11 соединены с рычагами 10 шарнирно при помощи оси 19, а с полостью шпинделя б полости силовых цилиндров 11 сообщены через оси 20 и кронштейны 21, расположенные на конце шпинделя 6.
Зажим 2 для удержания рукава выполнен в виде смонтированных на подвижной каретке шаркирно на осях 22 подпружиненных губок 23, имеющих скосы 24, взаимодействующие с расположен.иыми на станине жесткими упорами 25.
Станок работает следующим образом. В начале цикла включают приводы, в результате получают вращение щетки 12 и щпиндель 6. Рукав 26 вручную вставляют в зажим 1, далее нажимают кнопку Цикл.
В результате этого каретка зажима 2.начинает перемещаться к шпиндельной головке, при этом подпружиненные губки 23 отходят от упоров 25 и зажимают рукав 26. Далее зажим 2 перемещает рукав 26 и надевает его на оправку 7 до упора во фланец. Затем дают сигнал на свод щеток 12 цилиндрами 11, в результате поворотные рычаги 10 поворачиваются на осях 9, а шестерни 14 обкатываются по шестерням 15. Щетки 12 подходят к поверхности рукава 26, вращаясь от привода 18 вокруг своих осей и одновременно вокруг оси шпинделя 6. Наружный резиновый слой рукава 26 щетки снимают, при этом время, которое нужно для съема слоя резины, определяют на реле времени. После съема резины щетки 12 разводят цилиндрами 11, а затем перемещают зажим 2 в исходное положение, при этом скосы 24 губок 23 взаимодействуют с упорами 25 и разводят губки, освобождая рукав.
Рабочий вручную вынимает рукав 26 из зажима 2 и вставляет необработанный конец рукава. Цикл повторяют.
Предлагаемый станок позволит получать качественный съем резинового слоя, привулкакизированного к латунированной металлической оплетке,
т.е. без подреза оплегки, у рукавов высокого
давления.
Формула изобретения
1.Станок для снятия резинового слоя с металлической оплетки длинномерных трубчатых изделий, включающий смонтирова1шые на основании зажим для удержания изделия и щетки, соединенные с приводом их вращения, отличающийс я тем, что, с целью улучшения удобства обслуживания при обработке концов р) высокого давления, станок снабжен приводным полым шпинделем, имею1цим на своем конце расположенные
перпендикулярно его оси кронштейны с закрепленными в них поворотными от силовых цилиндров рьиагами, и установленной BiiyTpH пшинделя оправкой, а щетки смонтированы на рычагах и соединены с приводом их вращения посредством системы
шестерен,
2.Станок по п. 1,отличающийся тем, что зажим для удержания изделия вьпюлнен в виде смонтированных на подвижной каретке щар1шрно на осях подпружиненных губок, имеющих скосы,
взаимодействующие с расположенными на станине жесткими упорами.
Источники информации, принятые во внимание при экспертизе;
1. Патент США № 2021421, кл. 15-88. 1935.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1990 |
|
RU1725505C |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1983 |
|
SU1123865A1 |
| Станок для изготовления колец из рулонных материалов | 1976 |
|
SU620387A1 |
| Устройство для навивки пружин | 1978 |
|
SU825245A1 |
| Станок для обработки торцов труб | 1988 |
|
SU1565584A1 |
| Устройство для разделки концов трубчатых полимерных заготовок | 1974 |
|
SU490675A1 |
| Устройство для обработки концов армированных рукавов | 1976 |
|
SU592612A1 |
| Устройство для механической обработки армированных концов рукавов | 1985 |
|
SU1373582A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |