вающие раскатывание загружаемых дета- JQ средством подпружиненных упоров 20,
лей на межцентровое расстояние, и призматические пазы для съема обработанных деталей, а также силовой цилиндр 16 для перемещения линеек 14 и 15 в вертикальном направлении На линейке 14, на линии центров рас- - катанных деталей жестко устанавливаются постоянные упоры 17„
.На корпусе двухшпиндельной насадки 5 устанавливаются кронштейны -18 с закрепленными в них качающимися рычагами 19, один конец которых снабжен подпружиненными регулируемыми упорами 20, а другой - роликами 21, взаимодействующими с кулачками 22, закрепленными на кронштейне 23, устанавливаемом на станине I. Над механизмом загрузки устанавливается лоток 24 с механизмом 25 выдачи дета- г лей. К станине 1 для съема обработанных деталей с механизма загрузки крепится склиз 26.
Станок -работает следующим образом.
Включается вращение силовых головок 2 и 3 с установленными на них насадками 4 и 5 и инструментальными оправками 6 и 7, Механизмом 25 выдачи деталей, установленным на лотке 24, из общего потока выдаются две детали
35
40
45
50
55
а также в результате взаимодействуя роликов 21 с кулачками 22 происходит отвод рычагов 19 из зоны обработки. Во время выстоя силовых головок пода ется воздух в силовые цилиндры 10 и 13, происходят зажим деталей губками 11 и отвод направляющих салазок 12 с линейками 14 и 15 в исходное положение.. При дальнейшем перемещении силовых головок 2 и 3 по циклу .их работы происходят обработка деталей и отвод силовых головок в исходное положение. Одновременно механизм 25 выдачи деталей выдает две необработанные детали из общего потока в зону загрузки.
Настройка на размер обработки про исходит регулируемыми упорами (не по казаны) установленными на силовых головках. После отвода силовых головок 2 -и 3 в исходное положение и раз жима губок 11 станок готов к повторе нию цикла,
Формула изобретения
Станок для обработки торцов труб, содержащий установленные на станине силовые головки .с многошпиндельными
5
0
5
0
5
а также в результате взаимодействуя роликов 21 с кулачками 22 происходит отвод рычагов 19 из зоны обработки. Во время выстоя силовых головок подается воздух в силовые цилиндры 10 и 13, происходят зажим деталей губками 11 и отвод направляющих салазок 12 с линейками 14 и 15 в исходное положение.. При дальнейшем перемещении силовых головок 2 и 3 по циклу .их работы происходят обработка деталей и отвод силовых головок в исходное положение. Одновременно механизм 25 выдачи деталей выдает две необработанные детали из общего потока в зону загрузки.
Настройка на размер обработки происходит регулируемыми упорами (не показаны) установленными на силовых головках. После отвода силовых головок 2 -и 3 в исходное положение и разжима губок 11 станок готов к повторению цикла,
Формула изобретения
Станок для обработки торцов труб, содержащий установленные на станине силовые головки .с многошпиндельными
51565584
инструментальными насадками, а также
механизмы загрузки и закрепления за- готовок, отличающийся тем, что,„с целью повышения производительности, станок снабжен закрепленным на станине кулачком и рычагом, установленным с возможностью поворота
на силовой головке, причем на одном плече рычага расположен введенный в станок ролик, имеющий возможность взаимодействия с кулачком, а на другом смонтирован введенный в станок упор, подпружиненный относительно рычага.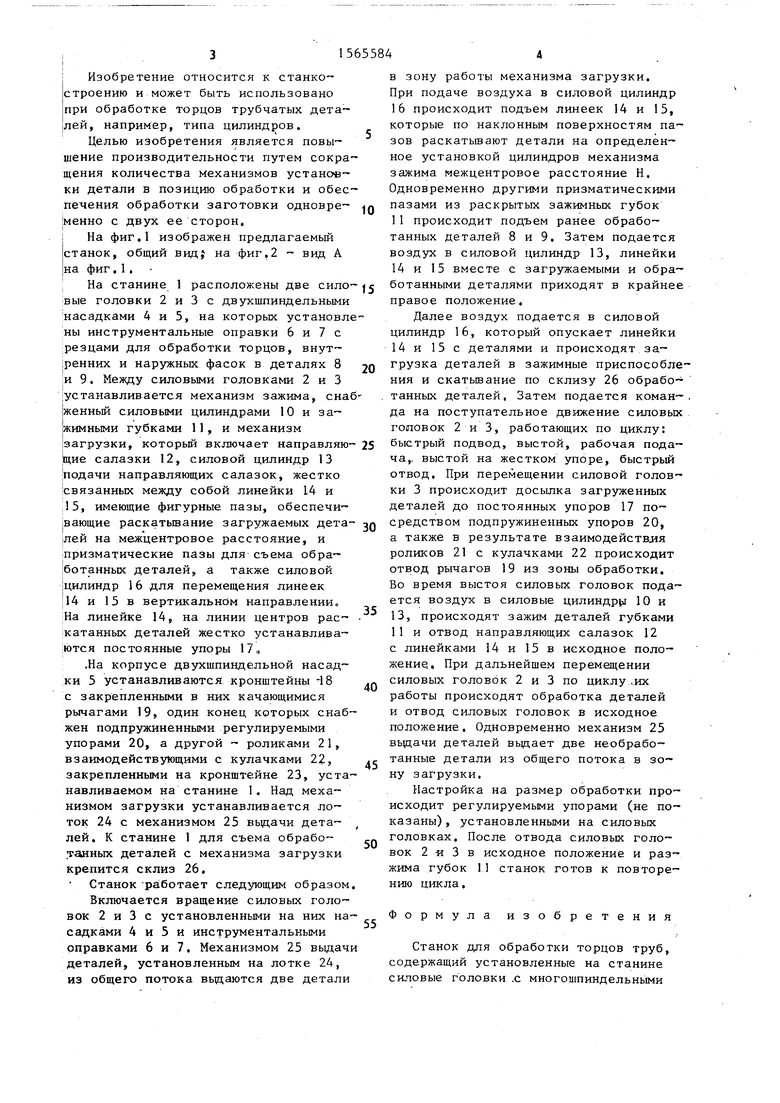
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397313A1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| Станок для разрезания штучного проката | 1973 |
|
SU462696A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для сверления щитовых деталей мебели | 1973 |
|
SU472006A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
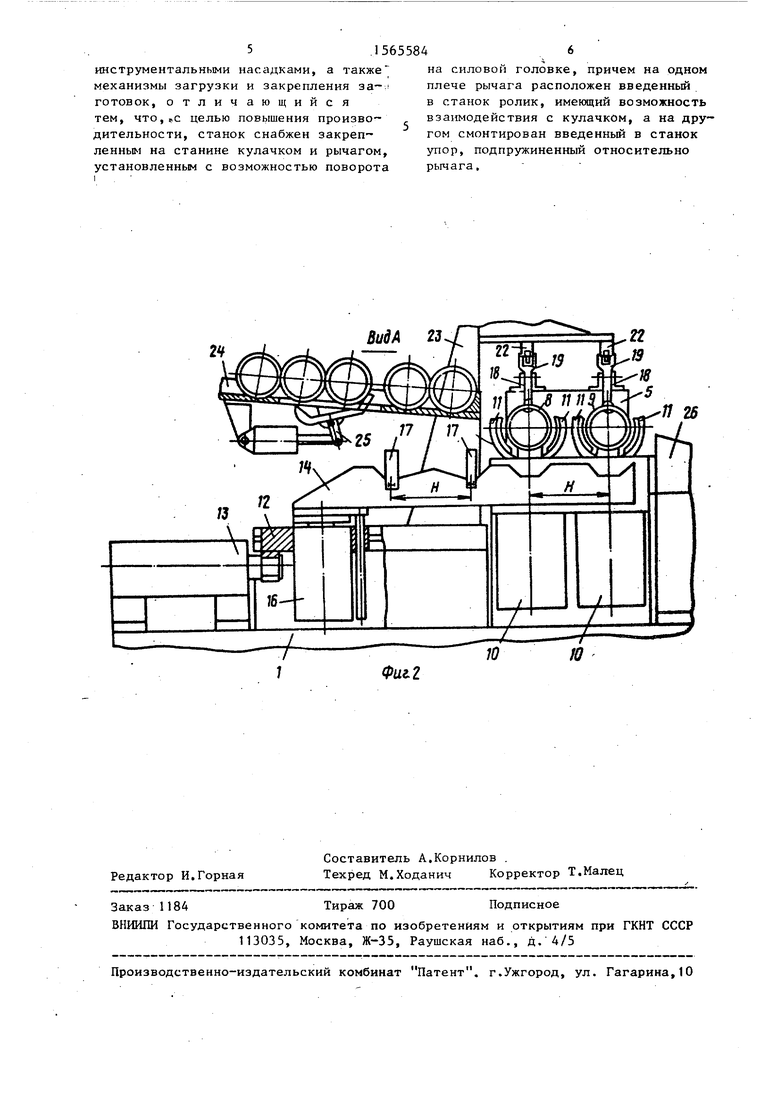
Изобретение относится к станкостроению и может быть использовано при обработке торцов трубчатых деталей, например, типа цилиндров. Целью изобретения является повышение производительности путем сокращения количества механизмов установки детали в позицию обработки и обеспечение обработки заготовки одновременно с двух ее сторон. В процессе работы станка осуществляется подача заготовок на загрузочную позицию. Затем осуществляется подъем линеек 14 и 15 с заготовками. Одновременно линейками осуществляется подъем ранее обработанных деталей с последующим перемещением линеек в крайнее правое положение. При опускании линеек заготовки остаются на позиции обработки. Далее дается команда на перемещение головок 2 и 3. В процессе перемещения головок осуществляется досылка деталей до упоров 17 посредством упоров 20, установленных на рычагах 19. При контакте роликов 21 с кулачками 22 осуществляется отвод упоров 20 из зоны обработки, далее - обработка торцов заготовок инструментальными оправками 6 и 7 одновременно с двух сторон. 2 ил.
гч
Фш2
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
