1
Изобретение относится к резиновой технической промышленности, а именно к производству ленточки, намотанной в кольца из прорезиненной ткани, липкой с одной стороны.
Известен станок для изготовления колец из рулонных материалов,включающий узел крепления рулона и узел резки, расположенный на подвижной вдоль оси рулона каретке 1
Однако на известном станке рулон в узел крепления устанавливают вручную, нарезанные кольца снимают также вручную.
Наиболее близким к предлагаемому из известных является станок для изготовления колец из рулонных материалов , включающий смонтированные на станине пневморычажный механизм установки оправки с рулоном в узел крепления и механизм резки, расположенный на подвижной вдоль оси рулона каретке 2.
В этом устройстве механиз..рован процесс установки оправки с рулоном в узел крепления, однако снимают нарезанные кольца с оправки вручную.
Цель изобретения - механизация процесса съема с опргшки нарезанных колец.
Это достигается тем, что станок снабжен смонтированным на станине под узлом крепления подвижным в вертикальной плоскости лотком для удержания рулона, упором для фиксации оправки и подвижным от привода захватом для съема колец.
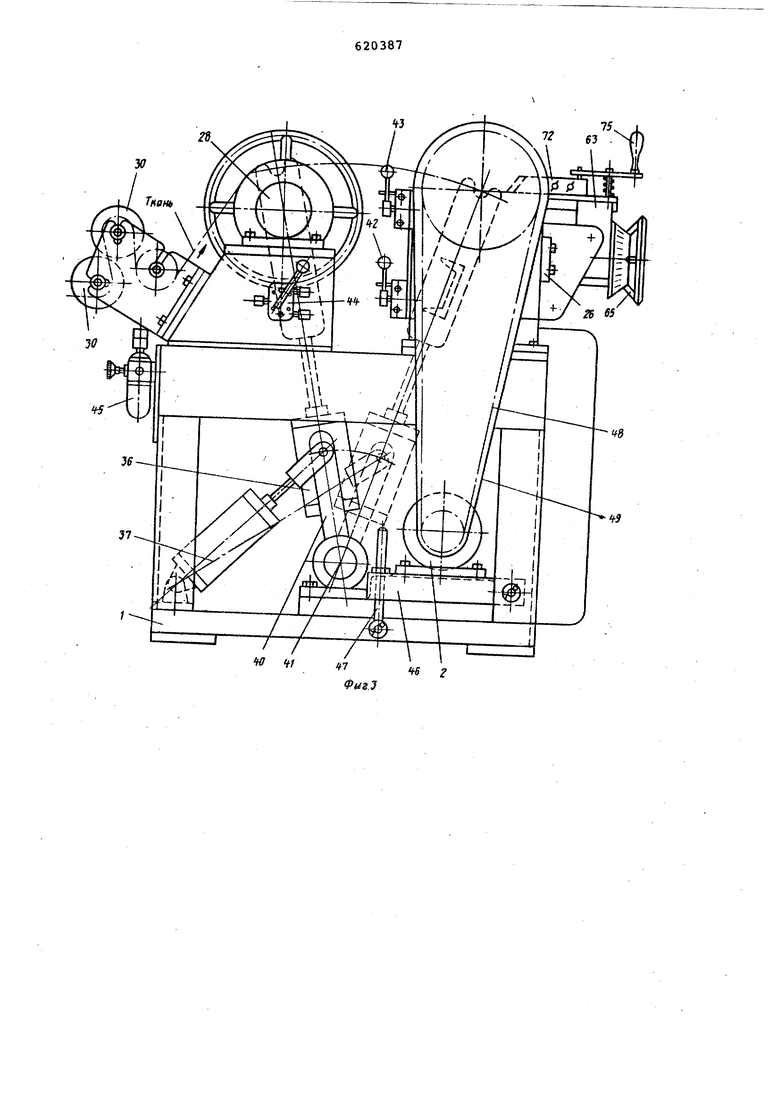
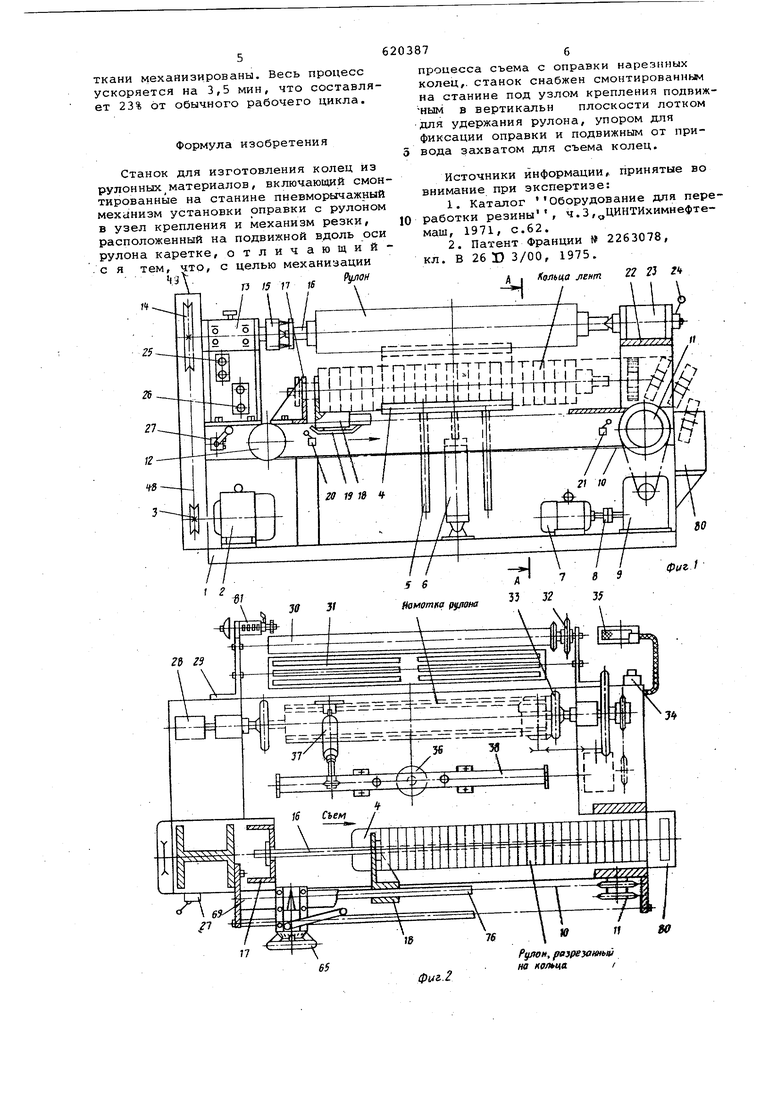
На фиг.1 изображен предлагаемый станок, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - то же, вид сбоку; на фиг.4 - разрез А-А на фиг.1; на фиг.5 - резательное устройство.
Станок содержит станину 1, на которой размещен электродвигатель 2 со шкивом 3. В средней части станины смонтирован лоток 4 с направляющими 5 и пневмоцилиндром 6. В правой части станины расположен электродвигатель 7 съема колец с оправки. Электродвигатель связан упругой муфтой 8 с редуктором 9, который приводит в движение тяговую цепь 10, огибающую звездочки 11 и 12.
Узел 13 крепления имеет шкив 14 и вильчатый шпиндель 15, который приводит во вращение оправку 16.
Под шпинделем расположен упор 17 с захват з 1 18, на котором закреплена нажимная планка 19, управляющая конечниками 20 и 21.
Опорная арка 22 служит для крепления пневмоцентра 23, рядом с котоРЬ1М расположен кран 24 управления.
Кнопки 25 включения вращения шпинделя расположены рядом с кнопками 26 включения механизма съема и краном 27 управления лотком 4.
На станине смонтирован механизм намотки ткани, который имеет закаточную левую головку 28 с кронштейнами 29 крепления тормозных роликов 30 и ширительного ролика 31. Тормозные ролики имеют маховики 32 регулировки сопротивления. с правой закаточной головкой 33 расположены кнопки 34 включения приводанамотки, а педаль 35 управляет намоткой.
Пневморычалный механизм установки оправки с рулоном состоит из пневмоцилиндра 36 подъема рулона, пневмоцилиндра 37 переноса рулона на коромысло 38 с вилками 39 и рычагом 40, вращающимся относительно оси 41. Кран 42 управляет цилиндром переноса а кран 43 - цилиндром подъема. Кран 44 обеспечивает зажим оправки в закаточных головках. Воздух из сети .поступает на краны от пневмопанели 45.
Рама 46 двигателя резки регулируется винтом 47, который обеспечивает натяжку ремней 48, закрытых кожухом 49. .
Электродвигатель 50 связан ременной передачей 51 и пневмомуфтой 52, имеющей редуктор 53 давления, регулировочный ,винт 54 и электрозолотник 55, с червячным редуктором 56. Винт 57 служит для натяжения ремней Цепная передача 58 соединена с фрикционным маховиком 59. Цепная передача 60 закрыта кожухом 61.
Разделительное устройство прикреплено к станку кронштейнами 62,
Резательная каретка 63 имеет напVравляющую 64 и маховик 65 подачи на оси 66. Шестерня 67 взаимод йствуетс зубчатой рейкой 6В, закрепленной на опорном уголке 69, по которому перемещаются подшипники 70, связанн осью 71.
Нож 72 крепится винтом 73 в ножедержателе 74, который можно перемещать в пазу каретки с помощью ручки 75.
Направляющая 76 движения захвата 18 закреплена под уголком 69. Силовой накладкой 77, имеющей способност передвигаться по станине опорный ролик 78, захват 18 крепится на тяговой цепи io. Кронштейн 79 имеет отверстия для перемещения направляю щих 5. Бункер 80 для снятых колец расположен за опорной аркой 22.
Механизм намотки ткани имеет счетчик 81 длины с электросигналом выполнения заданной программы.
Работает станок следующим образом.Оправку 16 устанавливают в зак точные головки 28 и 33 и заправляют ткань на нее. Включают кнопку 34 пуск. Намотка ткани происходит при нажатии педали 35 по мере сборки косякоа (кусков ткани, нарезанных под углом 45 к основе) со стола сборки. Сигнал от электропедалй 35 поступает на электрозолотник 55, который включает пневмомуфту 52, в результате чего вращениё Ът редуктора 56 передается на правую закаточную головку 33.Маховик 59 служит для ручного отключения вращения при вспомогательных операциях заправки и съема оправки.
При образовании рулона счетчик 81 дает сигнал окончания намотки, после чего оправку 16 освобождают от замков закаточных головок 28 и 33 и краном 43 включают подъем коромысла 38, которое своими вилками 39 поднимает рулон над головками 28 и 33. При включении крана 42 пневмоцйлиндр 37 осуществляет перенос рулона в центры вращения, где он зажимается пневмоцентром 23 при повороте крана 24. Краном 43 и затем краном 42 возвращают коромысло 38 в исходное положение, т.е. убирают, из зоны резки.
При включении кнопок 25 начинает вращаться рулон и происходит его резка на кольца с помощью резательного устройства. Вращая одной рукой маховик 65, перемещают каретку на необходимую ширину реза и нажимают ручку 75 врезания ножа 72. Таким образе разрезают весь рулон и выключают привод вращения рулона. Поворотом крана 27 поднимают лоток 4 к рулону . и освобождает пневмоцентр 23, после чего лоток с рулоном опускают краном 27 в зону съема. Оправка заходит в паз упора 17 и захвата 18. При включении кнопки 26 пуск начинае работать привод съема, редуктор 9 съема вращаетзвездочку 11, которая тянет цепь 10. Захват 18, закрепленный на цепи, начинает движение по направляющей 76, снимая кольца с оправки 16, и выталкивает готовые кольца в бункер 80. При набегании планки 19 на конечник 21 включается реверс двигателя, и захват 18 возвращается в исходное положение, где останавливается по сигналу конечника 20. Оправку 16 переносят в зону закаточных головок вручную и зажимают поворотом крана 44. Далее процесс повторяется в том же порядке: .намотка - перенос рулона - резка съем колец.
Таким образом, все основные операции изготовления колец ленточки из ткани механизированы. Весь процесс ускоряется на 3,5 мин, что составляет 23% от обычного рабочего цикла. Формула изобретения Станок для изготовления колец из рулонных материалов, включающий смон тированные на станине пневморычажный механизм установки оправки с рулоном в узел крепления и механизм резки, расположенный на подвижной вдоль оси рулона каретке, отличающий с я тем, что, с целью механизации п f процесса съема с оправки нарезниых колец,, станок снабжен смонтированным на станине под узлом крепления подвижным в вертикальн плоскости лотком для удержания рулона, упором дня фиксации оправки и подвижньом от привода захватом для съема колец. Источники информации, принятые во внимание при экспертизе: 1.Каталог Оборудование для переработки резины , ч.З,ЦИНТИхимнефтемаш, 1971, с.62. 2.Патент Франции 2263078, кл. В 26 D 3/00, 1975. 22 2} 2t Кольца лент Рулон, pajpejaiatbiu на кольца./ w w л - А Перенос ЛЛОНО f}
Рулон
Фиг f

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки полотна в рулон | 1976 |
|
SU627041A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ТКАНИ С ЗАДАННЫМ УГЛОМ РАСПОЛОЖЕНИЯ НИТЕЙ К КРОМКЕ | 1967 |
|
SU204557A1 |
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
| СТАНОК ДЛЯ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2003 |
|
RU2252870C1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Станок для резки рулонного полотна | 1989 |
|
SU1677116A1 |
| Устройство для отделения ткани от прокладки | 1980 |
|
SU882901A1 |
| Оправка | 1978 |
|
SU763140A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |