1
Изобретение относится к устройствам для обработки жидкого металла присадками удельные веса которых меньше удельного веса обрабатываемого металла, и может быть использовано в металлургическом и литейном производстве.
Известно устройство для обработки жидкого металла присадками при выпуске металла из плавильного агрегата, выполнен- ное в виде емкости (рабочей камеры), которая через выходное отверстие, расположенное в нижней ее части, сообщается со сливным каналом.
Металл в рабочую камеру (-емкость) поступает сверху, а выходит через выпускное отверстие в нижней части каморы и далее по сливному каналу поступает в разливочный ковш.
Недостатком этого устройства является малая продолжительность и малая площадь поверх11ости активного контакта частиц, присадки с металлом, т.е. такого контакта, который сочетается с перемещением частиц присадки и металла относительно друг друга.
Для .того, чтобы в процессе обработки в к(5нтакте с металлом были все частицы присадки, необходимо точное совпадение подачи металла в устройство с пропускной способностью слоя присадки и выходного отверстия рабочей камеры. Этого практически невозможно достигнуть даже при строго выдержаном начальном фракционном составе частиц присадки, так как размеры частиц меняются при контакте с металлом, вместе с чем меняется пропускная способ ность слоя.
Если пропускная способность слоя присадки будет меньше подачн металла в устройство, то металл будет переливаться через стенки устройства, унося с собой частицы присадки, и устройство не сможет работать. Если подача металла в устройство будет меньше пропускной способности слоя присадки, но больше пропускной способности выпускного отверстия камеры, то металл, заполнив камеру, начнет переливаться через стенки камеры. Частицы присадки всплывут на поверхность металла и
BhiecTe с JSKM перельются через стенки бочей камерьь
Таким образом, устройство сможет работать только в том случае, когда подача металла в устройство будет существенно меньше пропускной способности слоя присадки и выпускного отверстия рабочей камеры
Однако в этом случае питоком металла Б рабочей камере будет охватываться не
все сечение камеры, а только какая-то его частЬв То е активно контактировать с металлом будет только часть используемой присадкио
Кроме того, через выпускное отверстие рабочей камеры частицы присадки за короткое время будут вынесены металлсзм в разливочный ковш, где они всплывут на поверность металла и смешаются со шлаком, в результате чего контакт этих частиц с ме- таллом резко ухудшится. В таких условиях даже вибрирование не может существенно повысить эффективность обработки, поскольку оно способствует интенсификации процессов между металлом и находящимися с ним в контакте частицами присадки -только в рабочей камере устройства.
Цель изобретения - обеспечение продолжительного и интенс1шного перемещения частиц присадки в толще жидкого металла, а также продление активного контакта частиц присадки с металлом в сливном канале.
Это достигается тем, что устройство снабжено приемной воронкой, расположен- .ной над приемным отверстием, а рабочая камера выполнена -расщиряющейся книзу, причем выкладное отверстие сливного канала и горловина воронки расположены на одном уровне.
Кроме того, для продления активного контакта частиц присаживаемых материалов с металлом в сливном канале верхняя стенка сливного канала выполнена ступенчатой.
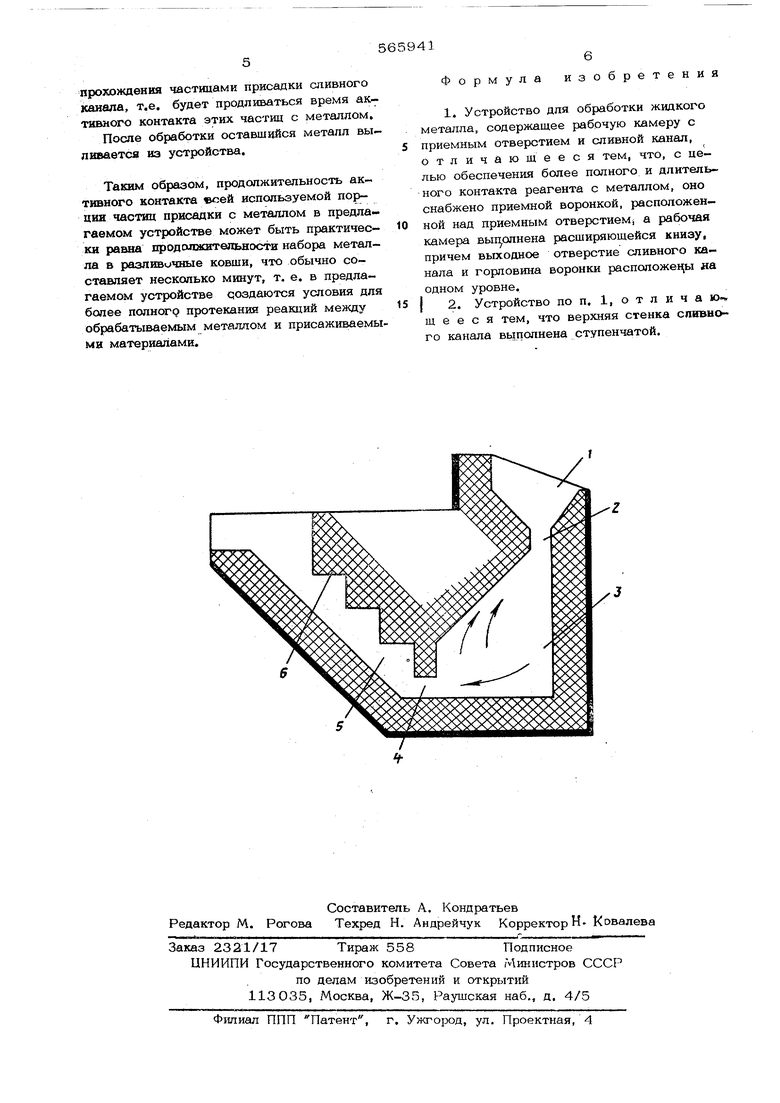
Устройство поясняется чертежом. Оно состоит из приемной воронки 1 с горловиной 2, рабочей камеры 3 с выходным отверстием 4, сообщающейся со сливным каналом 5, верхняя стенка которого имеет горизонтальные площадки 6,
Металл иа печи или другой емкости через приемную воронку 1 и ее горловину 2 поступает в рабочую камеру 3 и через сливной канал сливается в разливочный
ковш.
Чтобы в процессе обработки рабочая камера была заполнена, носок сливного канала в рабочем положении устройства расположен на уровне горловины 2.
11)исажнваемые материалы в мелкораздробленном подаются на ;струю металла на желобе печи или в приемной воронке, (ггкуда через горловину вместе с металлом попадают в рабочую камеру.
Проходное сечение горловины 2 приемнрй воронки выполняют таким, чтобы скорость потока металла в горловине была достаточной для увлечения за собой частиц присаживаемых материалов, т.е. была болв ше скорости всплывания этих частиц в металле.
I После прохождения горловины скорость движения металла в рабочей камере начинает постепенно падать, а направление движения меняться с вертикального на горизонтальное. При этом, помимо основного потока, который проходит от горловины через камеру и выходное отверстие в ее нижней части в сливной канал, в рабочей камере неизбежно возникнут дополнительные круговые (вихровые) потоки, как показано на чертеже стрелками.
Поступивщие в рабочую камеру частицы присадки как более легкие по сравнению с обрабатываемым металлом постепенно отделяться от основного потока, особенно на его горизонтальном участке, и всплывать. Поскольку боковые стенки рабочей камеры наклонные, всплывающие части присадки будут выноситься к горловине воронки, где будут подхватьтаться потоком металла и увлекаться вниз. Дальше снова произойдет отделение частиц npitсадки от основного потока металла и перемещение их к горловине. Такому перемещению частиц присадки в толще металла в рабочей камере будут способствовать круговые потоки металла. Интенсивное круговое перемещение частиц присадки в толще металла будет продолжаться до тех I пор, пока эти частицы полностью не усвоятся металлом или же не прекратится прохождение металла через рабочую камеру.
Какая-то часть частиц присадки может пройти в сливной канал. Для замедления их всплывания верхняя стенка канала выполнена с горизонтальными площадками. Вертикальная составляющая скорости перемещения частиц присадки в сливном канале вследствие их всплываний превышает вертикальную составляющую скорости движения металла. Поэтому эти частшгы будут прибиваться к горизонтальным площад кам и какое-то время задерживаться там, благодаря чему продливается общее время проз ождения частицами присадки сливного канала, т.е. будет продливаться время активного контакта этих частиц с металлом, После обработки оставшийся металл выливаетса из устройства. Таким образом, продолжительность активного контакта «сей используемой порции частиц присадки с металлом в предлагаемом устройстве может быть практически равна продапзкитепьности набора металла в разливочные ковши, что обычно составляет несколько минут, т. е. в предлагаемом устройстве доздаются условия для более полногр протекания реакций между обрабатываемым металлом и присаживаемы ми материалами. Формула изобретения 1. Устройство для обработки жидкого металла, содержащее рабочую камеру с приемным отверстием и сливной канал, отл ичаюшееся тем, что, с целью обеспечения более полного и длительного контакта реагента с металлом, оно снабжено приемной воронкой, расположенной над приемным отверстием, а рабочая камера выг олнена расширяющейся книзу, причем выходное отверстие сливного канала и горловина воронки расположе1 ы «а одном уровне. j 2. Устройство по п. 1, отлича ю щ е е с я тем, что верхняя стенка спивного канала вьшолнена ступенчатой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш | 1982 |
|
SU1068215A1 |
| Вихревой смеситель | 1978 |
|
SU779392A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Желоб для обработки жидкого металла | 1980 |
|
SU956576A1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПРИСАДКАМИ | 1994 |
|
RU2082540C1 |
| Устройство для удаления шлака | 1979 |
|
SU806255A1 |
| Металлургическая емкость для расплавленного металла | 1977 |
|
SU733854A1 |
| УДАРНАЯ ПОДУШКА, ПРОМЕЖУТОЧНОЕ РАЗЛИВОЧНОЕ УСТРОЙСТВО И УСТРОЙСТВО, СОДЕРЖАЩЕЕ ТАКУЮ УДАРНУЮ ПОДУШКУ, А ТАКЖЕ СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2015 |
|
RU2698026C2 |
| Промежуточный ковш для разливкиСТАли | 1978 |
|
SU831296A1 |
