(54) СПОСОБ ИЗГОТОВЛЕНИЯ КАПИЛЛЯРНО-ПОРИСТОЙ СТРУКТУРЫ ТЕПЛОВОЙ ТРУБЫ
так как диагонали ячеех сет.ки, образованных ннтямв разных групп, ориентированы перпендшсулярно к образующей сетчатого цилиндра. Ячейка могут суживаться и расишраться. Но шов, О1 ентируемый по образукицей сетчагого иипяяцра при реализации известного способа, нарушает подвижность ячеек, так как нити прк о азовании шва прихватываю1х;я одаш к другой и не могу менять угол между собой. Это приводит
прв запуске из состояния с замороженным теплоносителем к образованию гофр на сетчатой структуре. В третьих, тепловая труба с такой капиллярной структурой может быть изогнута только при размещении шва по боковому участку изгиба.
Цель изобретения состоит в увеличении гибкости и повышении коэффициента ИСПОЛЕ зования полотнища.
Это достигается тем, что отрезание
заготовки ведут вдоль одной из нитей, а сворачивание - по спирали под углом 45 к образующей цилиндра.
Заготовка, как правило, .имеет отношение.. длины к ширине больше 1О. Спиралькое сво рачивание 3aroTOBjai может быть осуществлено без оправки и с применением справки. Без оправки заготовку окатывают в ролик как фотопленку, затем вытягивают центральную часть. Наилучшим способом
является применение оправки. Заготовку спирально наматывают на оправку с . По спиральной щели затем наматывают второй слой. Затем проваривают спираль ный шов роликовой сваркой. .
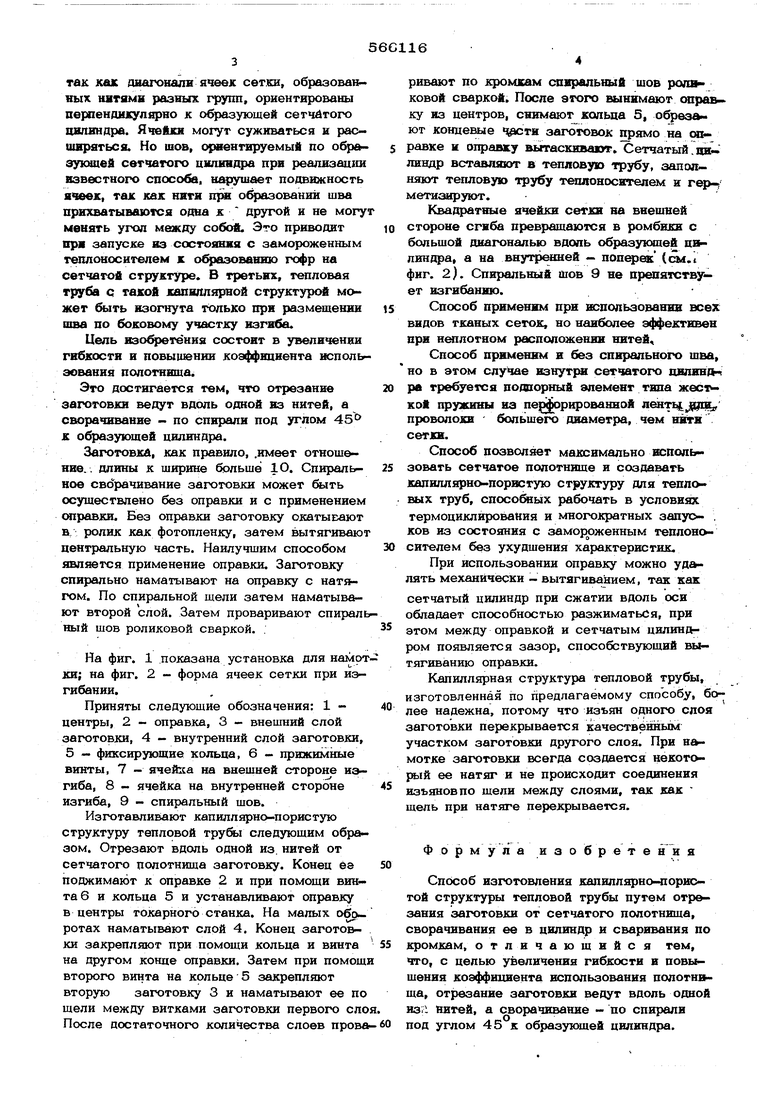
На фиг. 1 показана установка для намрт ки; на фиг. 2 - форма ячеек сеткк при иэгибании.
Приняты следующие обозначения: 1 центры, 2 - оправка, 3 - внешний слой заготовки, 4 - внутренний слой заготовки, 5 - фиксирующие кольца, 6 - прижимные винты, 7 - ячейгса на внешней стороне изгиба, 8 - ячейка на внутренней стороне изгиба, 9 - спиральный шов.
Изготавливают капиллярно-пористую структуру тепловой трубы следующим образом. Отрезают вдоль одной из. нитей от сетчатого полотнища заготовку. Конец ее поджимают к оправке 2 и при помоши винта 6 и кольца 5 и устанавливают оправку в центры токарного станка. На малых o6Q ротах наматывают слой 4. Конец заготовки закрепляют при помощи кольца и винта на другом конце оправки. Затем при помощ второго винта на кольце 5 закрепляют вторую заготовку 3 и наматывают ее по щели между витками заготовки первого сло После достаточного количества слоев прова
ривают по кромкам спиральный щов рол ковой сваркой. После этого вынимают ку из центров, снимают кольца 5, обреза ют концевые «рсти заготовок прямо на отравке и оправку вытаскивают. Сетчатый .дилицдр вставляют в тепловую трубу, заполняют тепловую трубу теплоносителем и герп метиаируют.
Квадратные ячейки сетки на внешней стороне сгиба превращаются в ромбики с больщой диагональю вдоль образукмпей цилиндра, а на внутренней - nonqp (orf.i фиг. 2). Спиральный шов 9 не препятствует изгибанию.
Способ применим при использовании всех видов тканых сеток, но наиболее эффективен при неплотном расположении нитей
Способ применим и без спирального шва но в этом случае изнутри сетчатого цяпин|ь ра требуется подпорный элемент типа жест кой пружины из пе рированной лшin4Jpqi проволоки большего диаметра, чем нйтн сеткн.
Способ позволяет максимально использовать сетчатое полотнище и создавать капиллярно-пористую структуру для тепло вых труб, способных рабочать в условиях термоциклировайия и многократных запуоков из состояния с )женным теплоносителем без ухудшения характеристик.
При использовании оправку можно удалять механически - вытягиванием, так как сетчатый цилиндр при сжатии вдоль оси обладает способностью разжиматься, при этом между оправкой и сетчатым цилиндром появляется зазор, способствующий вытягиванию оправки.
Капиллярная структура тепловой трубы, изготовленная по предлагаемому способу, бо лее надежна, потому что изъян одного слоя заготовки перекрывается качественным участком заготовки другого слоя. При наимотке заготовки всегда создается некоторый ее натяг и не происходит соединения изъянов по щели между слоями, так как щель при натяге перекрывается.
Формула и 3 о б р е т е ни я
Способ изготовления капиллярно-пористой структуры тепловой трубы путем отрезания заготовки от сетчатого полотнища, сворачивания ее в цилиндр и сваривания по кромкам, отличающийся тем, что, с целью увеличения гибкости и повышения коэффициента использования полотнища, отрезание заготовки ведут вдоль одной изг1 нитей, а сворачивание - по спирали под углом 45 к образующей цилиндра.
Источники информации, принятые во ВНЕЬ мание при экспертизе:
1. Ивановский М. Н. и др. Исследовакие тепло- и массопереноса в тепловой тру- 5
бе с атриевым теплоносителем Тепдофна ка высоких температур, т, 8, 1970, № 2 с. 319-325.
2. Патент США 3.604.504, кл. 165105, опубл. 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойного сетчатогофиТиля ТЕплОВОй ТРубы | 1979 |
|
SU827954A1 |
| Устройство для определения капиллярного давления | 1982 |
|
SU1078284A1 |
| Способ изготовления полосы пористого материала | 1985 |
|
SU1219259A1 |
| Способ изготовления капиллярно-пористойСТРуКТуРы ТЕплОВОй ТРубы | 1979 |
|
SU827958A1 |
| Способ изготовления труб с внутренним оребрением | 1979 |
|
SU874238A1 |
| Способ изготовления трубы с внут-РЕННиМ ОРЕбРЕНиЕМ | 1979 |
|
SU829342A1 |
| Тепловая труба | 1980 |
|
SU937959A1 |
| Способ изготовления тепловой трубы | 1973 |
|
SU494590A1 |
| Способ определения эффективного радиуса пор образца | 1979 |
|
SU859877A1 |
| Тепловая труба | 1976 |
|
SU596810A1 |
Т Н
ill аи HI
ii7
Фиг. 1
