Изобретение относится к способам производства прокатного полупродукта - сортовых заготовок с использованием методов прокатки и стыковой сварки заготовок и может быть использовано на заготовочных станах.
Цель изобретения - снижение аварийных ситуаций на заготовочном стане при передаче немерных заготовок на участок сварки.
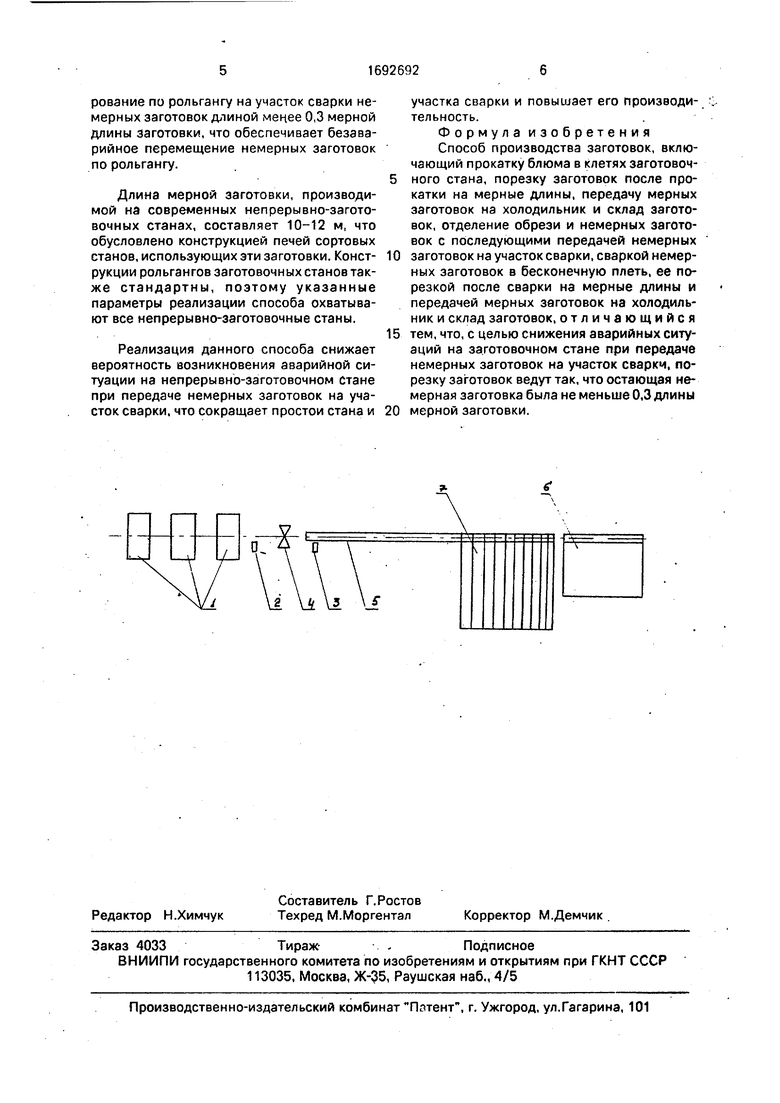
На чертеже представлена схема хвостовой части непрерывно-заготовочного стана.
На схеме показаны клети 1 чистовой группы, датчики 2 и 3 наличия металла, устанавливающие длину мерной заготовки и длину остатка немерной заготовки соответственно, ножницы 4 для нарезки заготовок после прокатки, передаточный рольганг 5, связывающий последнюю клеть стана с участком 6 сварки заготовок и холодильником 7 заготовок.
Способ осуществляется следующим образом.
Полоса, прокатанная в клетях 1 заготовочного стана, режется на мерные длины из летучих нижницах 4. Длину меры устанавливают с помощью датчика 3 наличия метаплэ, сигнал которого используется для управпе- ния режимом работы ножниц 4. Прорезанные мерки заготовки по рольгангу 5 поступают на холодильник 7 и далее на склад заготовок (не показан). Перед последним мерным резом с помощью датчиков 2 наличия металла измеряют длину остатка немерной заготовки, В том случае, когда длина немерного остатка, прокатанного из одного блюма, превышает 1,3 длины мерной заготовки, ножницами 4 осуществляют мерный рез. Если длина немерного остатка
Ss-.
меньше 1,3 длины мерный рез не производят, а остаток длиной менее 1,3 мерной заготовки направляют по рольгангу на участок сварки немерных заготовок. Необходимо отметить, что длина направляемого на участок сварки заготовок немерного заднего конца не может составлять менее 0,3 длины мернцй.. заготовки, так jcaK в этом случае нарушаете дуть предложения - осуществления ..прс.ледне го мерного реза по длине остатка, прёвьгшаю щей и более мерной длины. .
На участке сва рш немерных заготовок упомянутый остаток ожидает остатка немерной заготовки, полученного при прокатке последующего блюма. Эти остатки немерных заготовок сваривают и отрезают мерную длину, которую направляют на хо- лодильник и склад заготовок. Остаток от прорези на участке сварки ожидает следующего немерного конца заготовки. Согласо- ванные режимы работы стана и участка сварки исключают смешивание плавок при производстве заготовок, так как сваренные мерные заготовки поступают на холодильник и склад заготовок одновременно с мер- ными заготовками, полученными при порезке в линии стана ножницами 4,
В том случае, когда мерный рез ножницами 4 производится при длине заднего конца заготовки менее 1,3 мерной длины, на участок сварки транспортируется немерный задний конец длиной менее 0,3 мерной длины заготовки. Указанное обстоятельство вследствие нестабильного положения короткого заднего конца заготовки на рольганге 5 и высокой скорости выхода раската из последней клети заготовочного стана может привести к застреванию раската на участке последняя клеть стана 1 - ножницы. 4 рольганг 5-участок 6сварки, т.е. созданию аварийной ситуации на стане при передаче немерных заготовок на участок сварки, что вызывает необходимость остановки стана, снижает ритмичность работы стана и участка сварки, ухудшает условия сварки, снижает производительность стана. Кроме того, это обстоятельство может привести к смешиванию плавок на холодильнике заготовок в случае, когда авария произошла собственно на участке сварки.
Таким образом, реализация указанного способа обеспечивает ритмичную, согласованную работу заготовочного стана и участка сварки за счет безаварийной передачи заднего немерного конца полосы (заготовки) на участок сварки. Данное обстоятельство сокращает простои технологической линии производства заготовок, повышая тем самым ее производительность.
Пример. Опыты по выбору оптимальной длины заднего немерного конца полосы из условия безаварийного прохождения его по рольгангу проводились на непрерывном
заготовочном стане 850(700) 500. Указанный стан оборудован системой безостаточного раскроя полосы, позволяющей осуществлять замер длины остатка заднего конца немерной заготовки, на основании которого
0 осуществляется управление приводом ножниц при необходимости выполнения последнего реза.
Указанные опыты осуществлялись следующим образом.
5 Полоса сечением 80x80 и 100x100 мм соответственно для двух серий опытов, прокатанная на заготовочном стане 1 резалась на мерные длины летучими ножницами 4. Длина меры составляла для двух серий опытов соответственно 10 и 12 м. Перед послед0 ним мерным резом с помощью датчиков наличия металла системы управления безостаточным раскроем полосы измерялась длина заднего немерного конца полосы. Длина немерных задних концов заго5 товки, полученных в результате прорезки полосы ножницами 4, составляла 1800-9000 мм. Немерные заготовки рольгангом 5 передавались в его конец, где должен размещаться участок сварки заготовок.
0 Установлено, что немерные заготовки длиной менее 3000 мм ф 80 и 3500 мм ф 100, в процессе транспортирования вследствие изменения скорости вращения роликов рольганга, неравномерности их износа и
5 других причин имеют склонность к отклонению их продольной оси от оси транспортирования на такие величины, при которых происходит их застревание в элементах конструкции рольганга. Немерные заготов0 ки длиной 3000-3500 мм и более проходят по рольгангу беспрепятственно. Из этого следует, что для решения поставленной цели необходимо, чтобы на рольганге выдавались иемерные заготовки длиной не менее
5 3000-3500 мм соответствующих сечений.
Таким образом, в условиях стана 850(700)500 способ осуществляется следующим образом.
Заготовки, прокатанные на непрерыв0 ном заготовочном стане, режутся на мерные длины летучими ножницами, установленными за последней клетью стана. Перед последним мерным резом заготовок измеряют длину остатка (заднего) конца немерной за5 готовки, Если длина остатка составляет. 1,3 и более мерной длины заготовки, осуществляют мерный рез. Если длина остатка меньше 1,3 мерной длины заготовки, мерный рез не производят. Это исключает транспортирование по рольгангу на участок сварки немерных заготовок длиной менее 0,3 мерной длины заготовки, что обеспечивает безаварийное перемещение немерных заготовок по рольгангу.
Длина мерной заготовки, производимой на современных непрерывно-заготовочных станах, составляет 10-12 м, что обусловлено конструкцией печей сортовых станов, использующих эти заготовки. Конструкции рольгангов заготовочных станов также стандартны, поэтому указанные параметры реализации способа охватывают все непрерывно-заготовочные станы.
Реализация данного способа снижает вероятность возникновения аварийной ситуации на непрерывно-заготовочном стане при передаче немерных заготовок на участок сварки, что сокращает простои стана и
участка сварки и повышает его производительность.
Формула изобретения Способ производства заготовок, включающий прокатку блюма в клетях заготовочного стана, порезку заготовок после прокатки на мерные длины, передачу мерных заготовок на холодильник и склад заготовок, отделение обрези и немерных заготовок с последующими передачей немерных
заготовок на участок сварки, сваркой немерных заготовок в бесконечную плеть, ее порезкой после сварки на мерные длины и передачей мерных заготовок на холодильник и склад заготовок, отличающийся
тем, что, с целью снижения аварийных ситуаций на заготовочном стане при передаче немерных заготовок на участок сваркч, порезку заготовок ведут так, что остающая немерная заготовка была не меньше 0,3 длины
мерной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |
Изобретение относится к способам производства прокатного полупродукта - сор товых заготовок с использованием методов прокатки и стыковой сварки заготовок и может быть использовано на заготовочных станах. Цель изобретения - снижение, аварийных ситуаций на заготовочном стане при передаче немерных заготовок на участок сварки, Немерные заготовки менее 6,3 длины мерной заготовки при транспортировке к участку сварки могут быть защищены элементами рольганга. Немерные заготовки большей длины транспортируются беспрепятственно, Соблюдение этого условия - важный элемент безаварийной работы cia на. 1 ил.
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
