1
Изобретение относится к области производства бесшовных горячекатаных труб и может быть использо.вано при получении труб на косовалковых станах, в частности на установке с трехвалковым раскатным станом.
Известна полая заготовка-гильза для прокатки бесшовных труб на раскатных станах, например яа автоматическом и пилигримовом, которая имеет основную полую цилиндрическую часть я профилированные концевые участки 1.
Заготовка имеет концевой участок с внутренним конусом, что улучшает условия захвата «а оправке. Однако такой профиль концевых участков, сопряженных с цилиндрической основной частью, -не обеспечивает увеличения скорости прокатки.
Наиболее близким решением по технической сущности является заготовка для производства труб на трехвалковом стане косой прокатки, концевые участки которой выполнены коническими с уменьшаюш.ейся толш,ийой стенки к торцам, где толшина стенки, меньше толш,ИНЫ стенки готовой трубы 2.
Однако заготовка такой формы не обеспечивает существенного увеличения скорости прокатки трубы. Например, при окончании процесса прокатки наблюдается образование раструба при повышении угла подачи не
более, чем на один градус по сравнению с углами подачи при прокатке заготовок без профилированных участков.
Это объясняется тем, что при прокатке концевых участков происходит искажение круглой исходной формы (гранение) сечения в результате внеочаговой деформации.
Цель изобретения - повышение скорости поперечно-винтовой прокатки, а также улучшение условий захвата гильзы, что в конечном счете приведет к повышению производительности процесса прокатки.
Это достигается тем, что заготовка имеет основную цилиндрическую часть и концевые участки, длина которых составляет 0,5- 2,0 диаметра цилиндрической части и на которых выполнены наружные поперечные пазы увеличивающейся к торцу глубиной от 0,2-0,5 толщины стенки цилиндрической части до 0,6-0,9, шир.иной, равной 0,3-0,8 толщины стенки, и с расстоянием между соседними пазами, составляющими 1,5-2 ширины паза.
Это позволяет улучщить вторичный захват и тем самым способствовать повышению скорости прокатки.
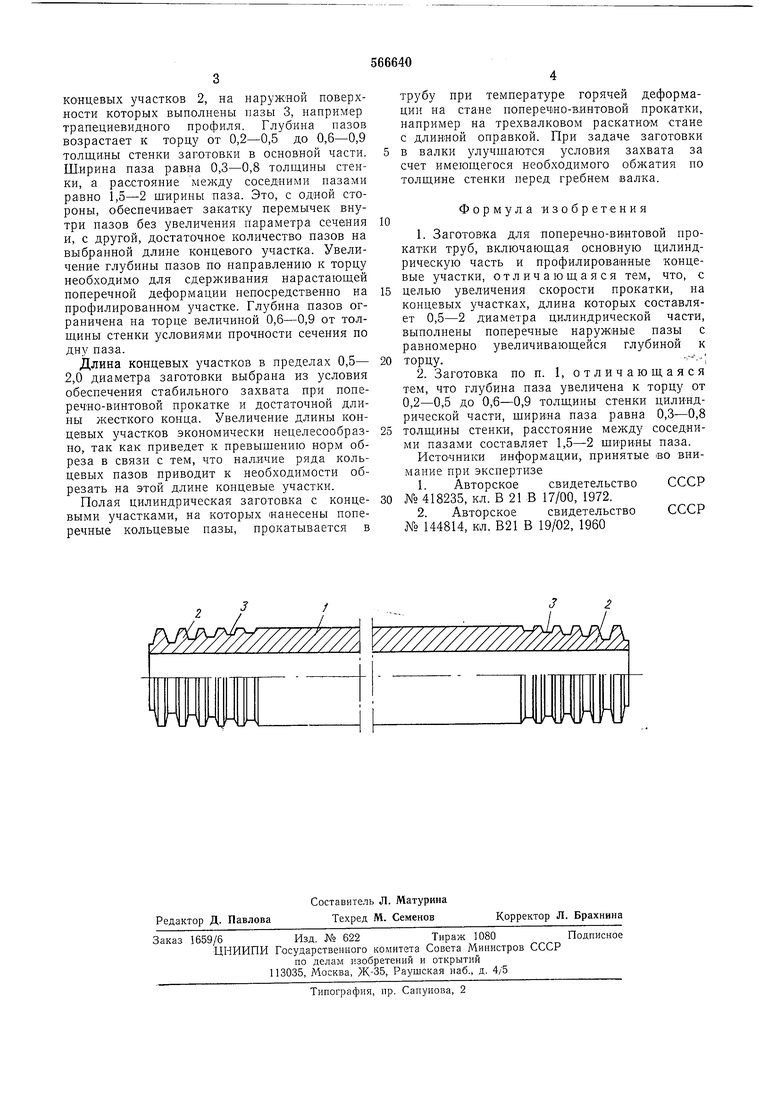
На чертеже схематически изображена заготовка, общий внд.
Заготовка состоит из основной полой цилиндрической части 1 и профилированных
концевых участков 2, на наружной поверхности которых выполнены пазы 3, например трапециевидного профиля. Глубина пазов возрастает к торцу от 0,2-0,5 до 0,6-0,9 толщины стенки заготовки в основной части. Ш.нрина паза равна 0,3-0,8 толщины стенки, а расстояние между соседними пазами равно 1,5-2 щирины паза. Это, с одной стороны, обеспечивает закатку перемычек внутри назов без увеличения нараметра сечения и, с другой, достаточное количество пазов на выбранной длине концевого участка. Увеличение глубины пазов по направлению к торцу необходимо для сдерживания нарастающей поперечной деформации непосредственно на профилированном участке. Глубина цазов ограничена на торце величиной 0,6-0,9 от толщины стенки условиями прочности сечения по дну паза.
Длина концевых участков в пределах 0,5- 2,0 диаметра заготовки выбрана из условия обеспечения стабильного захвата при поперечно-винтовой прокатке и достаточной длины жесткого конца. Увеличение длины концевых участков экономически нецелесообразно, так как приведет к превыщению норм обреза в связи с тем, что нал.ичие ряда кольцевых пазов приводит к необходимости обрезать на этой длине концевые участки.
Полая цилиндрическая заготов:ка с концевыми участками, на которых занесены поперечные кольцевые пазы, прокатывается в
трубу при температуре горячей деформации на стане цоперечно-винтовой прокатки, например на трехвалковом раскатном стане с длинной оправкой. При задаче заготовки в валки улучщаются условия захвата за счет имеющегося необходимого обжатия по толщине стенки перед гребнем валка.
Формула -изобретения
1.Заготовка для поперечно-винтовой црокатки труб, включающая осн01вную цилиндрическую часть и профилированные концевые участки, отличающаяся тем, что, с целью увеличения скорости прокатки, на концевых участках, длина которых составляет 0,5-2 диаметра цилиндрической части, выполнены поперечные наружные пазы с равномерно увеличивающейся глубиной к торцу..;
2.Заготовка по п. 1, отличающаяся тем, что глубина паза увеличена к торцу от 0,2-0,5 до 0,6-0,9 толщины стенки цилиндрической части, щирина паза равна 0,3-0,8 толщины стенки, расстояние между соседними пазами составляет 1,5-2 щирины паза.
Источники информации, принятые iBO внимание при экспертизе
1.Авторское свидетельство СССР № 418235, кл. В 21 В 17/00, 1972.
2.Авторское свидетельство СССР № 144814, кл. В21 В 19/02, 1960
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Заготовка для винтовой раскатки | 1979 |
|
SU801912A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2004 |
|
RU2270068C1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
