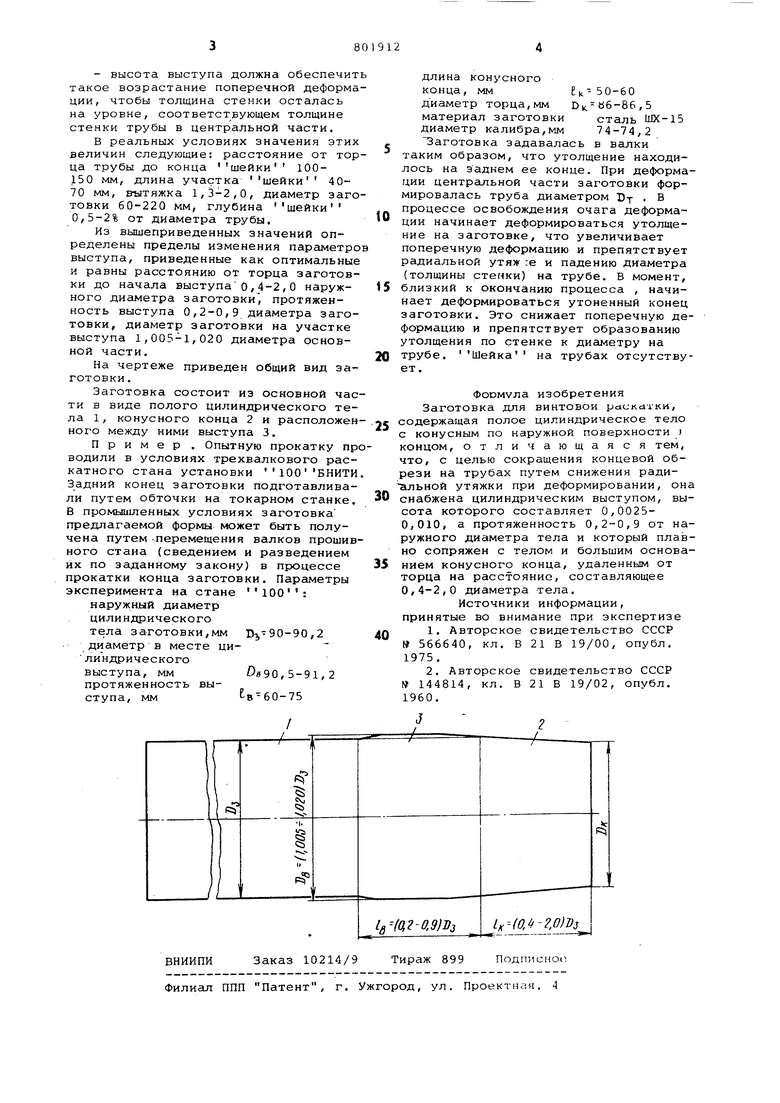
- высота выступа должна обеспечит такое возрастание поперечной деформа ции, чтобы толщина стенки осталась на уровне, соответствующем толщине стенки трубы в центральной части. В реальных условиях значения этих величин следующие расстояние от тор ца трубы до конца шейки 100150 мм, длина участка шейки 4070 мм, вытяжка 1,3-2,0, диаметр заго товки 60-220 мм, глубина шейки 0,5-2% от диаметра трубы. Из вышеприведенных значений определены пределы изменения параметр выступа, приведенные как оптимальны и равны расстоянию от торца заготов ки до начала выступаО , 4-2 , О наружного диаметра заготовки , протяженность выступа 0,2-0,9 диаметра заго товки, диаметр заготовки на участке выступа 1,005-1,020 диаметра основной части. На чертеже приведен общий вид за готовки. Заготовка состоит из основной ча ти в виде полого цилиндрического те ла 1, конусного конца 2 и расположен ного между ними выступа 3. Пример . Опытную прокатку пр водили в условиях трехвалкового раскатного стана установки 100ВНИТИ Задний конец заготовки подготавливали путем обточки на токарном станке В промышленных условиях заготовка предлагаемой формы может быть получена путем -перемещения валков прошив ного стана (сведением и разведением их по заданному закону) в процессе прокатки конца заготовки. Параметры эксперимента на стане 100: наружный диаметр цилиндрического тела заготовки,мм 1)т,-90-90,2 диаметр в месте цилиндрическоговыступа, мм Оя90,5-91,2 протяженность выступа, мм(-в бО-ТБ длина конусного конца, мм Ek 50-60 диаметр торца,мм Окй6-8б,5 материал заготовки сталь ШХ-15 диаметр калибра,мм 74-74,2 Заготовка задавалась в валки таким образом, что утолщение находилось на заднем ее конце. При деформации центральной части заготовки формировалась труба диаметром Dy В процессе освобождения очага деформации начинает деформироваться утолщение на заготовке, что увеличивает поперечную деформацию и препятствует радиальной утяж :е и падению диаметра (толщины стенки) на трубе. Б момент, близкий к окончанию процесса , начинает деформироваться утоненный конец заготовки. Это снижает поперечную деформацию и препятствует образованию утолщения по стенке к диаметру на трубе. Шейка на трубах отсутствует . Формула изобретения Заготовка для винтовой рйскатки, содержащая полое цилиндрическое тело с конусным по наружной поверхности ) концом, отличающаяся тем, что, с целью сокращения концевой обрези на трубах путем снижения ради Эльной утяжки при деформировании, она снабжена цилиндрическим выступом, высота которого составляет 0,00250,010, а протяженность 0,2-0,9 от наружного диаметра тела и который плавно сопряжен с телом и большим основанием конусного конца, удаленным от торца на расстояние, составляющее 0,4-2,0 диаметра тела. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 566640, кл. В 21 В 19/00, опубл. 1975. 2.Авторское свидетельство СССР 144814, кл. В 21 В 19/02, опубл. 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU831234A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Полая заготовка для прокатки труб | 1977 |
|
SU674805A1 |
| Способ периодичной прокатки труб | 1979 |
|
SU829227A1 |
| Заготовка для винтовой раскаткиТРуб | 1979 |
|
SU816589A1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Способ винтовой раскатки труб | 1979 |
|
SU816588A1 |
| Заготовка для винтовой прошивки | 1978 |
|
SU741968A1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| Толкатель заготовок | 1990 |
|
SU1780907A1 |
