1
Изобретение отнооится к области обработки металлов давлением и может быть использовано во всех отраслях народного хозяйства для фор1мирования (ребер жесткости на циЛИндрических и конических заготовках.
Известно устройство для получения ребер жесткости на цилиндрических изделиях. Оно содержит матрицу и силовой орган в виде двух групп роликов, смонтированных в диаметрально установленных ceKTOipax. Силовой орган воздействует на за1гот01вку через .промежуточное гибкое кольцо, помещенное в полости заготовки.
Одна.ко такое устройство обеспечивает получение ребер только на цилиндричеоких заготовках.
Известно также устройст)во для радиального деформирования трубчатых заготовок, содержащее омонтироваиный в обойме вращающийся корпус, в радиальных пазах которого свободно размещен деформирующий инструмент.
Однако он не обеспечивает равномерного деформирования заготовок по их высоте.
Цель изо:бретения - повышение качества заготовок за счет обеспечения возможности равномерного деформирования их по высоте.
Для этого в устройстве обойма смонтирована с возможностью совместного вращения с корпусом, а деформирующий инструмент выполнен в виде набора секций, при этам каждая секция выполнена из материала с различной плотностью, постепенно увеличивающейся от секции к секции.
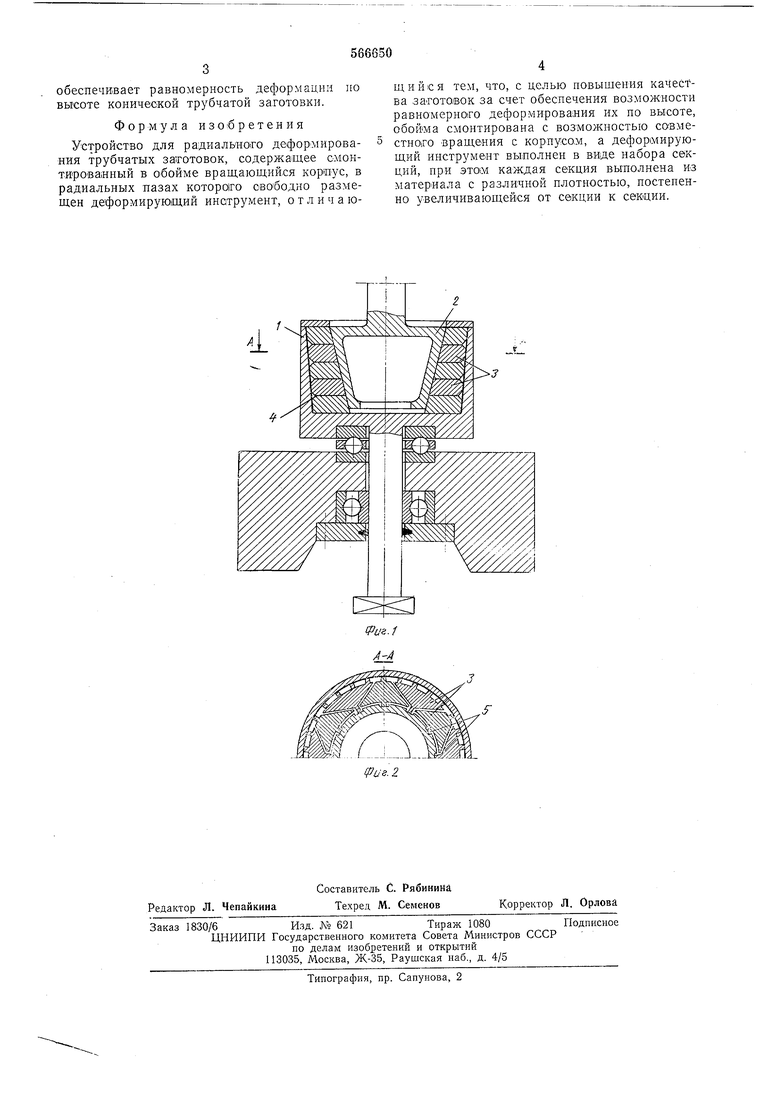
На фиг. 1 представлено устройство, общий вид; на фи1г. 2 - разрез по А-А на фиг. 1.
Устройство состоит из обоймы 1, корпуса 2 и дефор(мирующих секций 3, на рабочую поверхность которых нанесен требуемый рельеф. Между обоймой 1 и деформирующими секциями 3 установлена трубчатая коническая заготовка 4. Секции свободно устанавливаются в радиальных пазах 5 корпуса 2 с возможностью их свободного перемещения и выполнены из мате|риалов с различной плотностью для равномерной деформации по высоте заготовки. Устройство работает следующим образом.
Обойму 1 с установленной заготовкой 4 и корпусом с деформирующими сек1цияМИ 3 приводят во вращение. При этом под действием центробежных сил секции 3 раздвигаются и давят на заготовку, жестко установленную в
обойме 1. При достижении числа оборотов, при котором центробежные силы создадут в материале заготовки напряжения, превыщающие предел текучести, секции 3 сдеформируют ее, образуя заданный рельеф на поверхности.
Различная плотность раздвигаемых секций
обеспечивает равномерность деформации по высоте конической трубчатой заготовкн.
Формула изобретения
Устройство для радиального деформирования трубчатых заготовок, содержащее смонтированный в обойме вращающийся корпус, в радиальных пазах которого свободно размещен деформирующий инструмент, о т л и ч а ющийся тем, что, с целью повышения качества заГотовок за счет обеспечения возможности равномерного деформировамия их по высоте, обойма смонтирована с возможностью совместного вращения с корпусо,м, а деформирующий инструмент выполнен в виде набора секций, при sTOiM каждая секция выполнена из материала с различной плотностью, постепенно увеличивающейся от секции к секдии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи труб | 1978 |
|
SU733806A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Станок для резки круглого проката | 1980 |
|
SU912405A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1975 |
|
SU561600A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ДЕТАЛЕЙ | 2000 |
|
RU2174902C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
li
